S-ar putea să vă placă și
- Regulamento Técnico De Procedimentos Para Movimentação, Armazenagem E Manuseio De Chapas De Mármore, Granito E Outras RochasDe la EverandRegulamento Técnico De Procedimentos Para Movimentação, Armazenagem E Manuseio De Chapas De Mármore, Granito E Outras RochasÎncă nu există evaluări
- ABNT NBR 1655 B - Montagem E Condicionamento de Compressores Alternativos PDFDocument0 paginiABNT NBR 1655 B - Montagem E Condicionamento de Compressores Alternativos PDFAnderson Vagner100% (1)
- PETROBRAS N-1655 B - Montagem E Condicionamento de Compressores Alternativos PDFDocument13 paginiPETROBRAS N-1655 B - Montagem E Condicionamento de Compressores Alternativos PDFRenatoHonorioÎncă nu există evaluări
- N-1888 - Fabricação de Tanque Atmosférico PDFDocument12 paginiN-1888 - Fabricação de Tanque Atmosférico PDFThiagoDaflonÎncă nu există evaluări
- N-1890 - Revestimentos Internos de Fibra CerâmicaDocument23 paginiN-1890 - Revestimentos Internos de Fibra Cerâmicajandyr muroÎncă nu există evaluări
- N-0243 B PDFDocument14 paginiN-0243 B PDFDenis EspíndolaÎncă nu există evaluări
- N 1203 Projeto de Sistemas Fixos de Protecao Contra Incendio em Instalacoes Terrestres Com HidrocarbonetosDocument48 paginiN 1203 Projeto de Sistemas Fixos de Protecao Contra Incendio em Instalacoes Terrestres Com Hidrocarbonetosdavioliveira41100% (1)
- N 0300Document13 paginiN 0300orea1Încă nu există evaluări
- N-1888 - B - Fabricação de Tanque AtmosféricDocument13 paginiN-1888 - B - Fabricação de Tanque AtmosféricromuloÎncă nu există evaluări
- Rev. F 04 / 2008: ProcedimentoDocument38 paginiRev. F 04 / 2008: ProcedimentoRoberto AlessandroÎncă nu există evaluări
- Procedimento: Rev. C Ago / 90Document15 paginiProcedimento: Rev. C Ago / 90Magno BernardoÎncă nu există evaluări
- N 0300 PDFDocument13 paginiN 0300 PDFArtur EckertÎncă nu există evaluări
- n-2318 PDFDocument26 paginin-2318 PDFFábio MarcheziniÎncă nu există evaluări
- Especificação: Rev. C Out / 89Document7 paginiEspecificação: Rev. C Out / 89dvikzgqjdsykqsmqfdÎncă nu există evaluări
- N-0271 Montagem de Tanques de ArmazenamentoDocument30 paginiN-0271 Montagem de Tanques de Armazenamentovagner_mec88% (8)
- N-0896 - Montagem de Isolamento Térmico A Baixa TemperaturaDocument58 paginiN-0896 - Montagem de Isolamento Térmico A Baixa Temperaturajandyr muroÎncă nu există evaluări
- Especificação: - Público-Rev. E 04 / 2020Document15 paginiEspecificação: - Público-Rev. E 04 / 2020Thiago Ribeiro da SilvaÎncă nu există evaluări
- N-319 - Duto de BarramentoDocument7 paginiN-319 - Duto de BarramentoRobson Nogueira da VeigaÎncă nu există evaluări
- N-650 Aplicação de Revestimento À Base de Alcatrão de Hulha em Tubulações Enterradas Ou SubmersasDocument18 paginiN-650 Aplicação de Revestimento À Base de Alcatrão de Hulha em Tubulações Enterradas Ou SubmersasAbrahão SalvadoÎncă nu există evaluări
- NBR PETROBRAS N5b - Limpeza de Superficies de Aco Por Acao Fisico-Quimica PDFDocument8 paginiNBR PETROBRAS N5b - Limpeza de Superficies de Aco Por Acao Fisico-Quimica PDFEduardo SottiliÎncă nu există evaluări
- N-2608 Contec Retificadores para Proteção Catódica: Rev. BDocument11 paginiN-2608 Contec Retificadores para Proteção Catódica: Rev. Bsandrooo1Încă nu există evaluări
- N-1021 - Pintura de Superficie GalvanizadaDocument6 paginiN-1021 - Pintura de Superficie GalvanizadaLuiz Alberto LamógliaÎncă nu există evaluări
- Rev. D 07 / 2012: EspecificaçãoDocument9 paginiRev. D 07 / 2012: EspecificaçãoFernando GavaÎncă nu există evaluări
- N 0556Document19 paginiN 0556Joao Luis RossiÎncă nu există evaluări
- N-0293 - Fabricação e Montagem de Estruturas Metálicas PDFDocument29 paginiN-0293 - Fabricação e Montagem de Estruturas Metálicas PDFThiago CurvoÎncă nu există evaluări
- Petrobras N-115 PDFDocument94 paginiPetrobras N-115 PDFRafael Rosa100% (2)
- N-2044 - Qualificação de Revestimento Proteção Contrafogo Plataformas MarítimasDocument13 paginiN-2044 - Qualificação de Revestimento Proteção Contrafogo Plataformas Marítimasjandyr muroÎncă nu există evaluări
- N 0533 PDFDocument6 paginiN 0533 PDFwanderson28Încă nu există evaluări
- Especificação: Rev. C Jun / 98Document7 paginiEspecificação: Rev. C Jun / 98Denis EspíndolaÎncă nu există evaluări
- N-0462 Comissionamento de Dutos PDFDocument43 paginiN-0462 Comissionamento de Dutos PDFLuciano Lopes SimõesÎncă nu există evaluări
- N 2913Document12 paginiN 2913Bruno OliveiraÎncă nu există evaluări
- Recursos Críticos em Segurança de PoçoDocument46 paginiRecursos Críticos em Segurança de PoçoMarcelo Santos100% (1)
- Procedimento: Requisito TécnicoDocument12 paginiProcedimento: Requisito TécnicoRita Cavalcanti100% (2)
- N 0470 PDFDocument8 paginiN 0470 PDFwanderson280% (1)
- N 0271Document17 paginiN 0271Thiago SilvaÎncă nu există evaluări
- N 2036 PDFDocument14 paginiN 2036 PDFLuciano Lopes SimõesÎncă nu există evaluări
- N-1692 - Apresentação de Projetos de Detalhamento de TubulaçãoDocument27 paginiN-1692 - Apresentação de Projetos de Detalhamento de TubulaçãoNatalia Duzzi100% (1)
- Padronização: Rev. C Mai / 98Document9 paginiPadronização: Rev. C Mai / 98julio camargoÎncă nu există evaluări
- N-2660 - Insp. de Mangotes de PierDocument9 paginiN-2660 - Insp. de Mangotes de PierEpson100% (1)
- N 2432Document30 paginiN 2432Raphael Gomes Garcia100% (1)
- N-313 - Motor de Indução - Norma Técnica PetrobrásDocument34 paginiN-313 - Motor de Indução - Norma Técnica PetrobrásSamir Aziz FarahÎncă nu există evaluări
- N 1278Document6 paginiN 1278Rita CavalcantiÎncă nu există evaluări
- N-1637 Contec: Rev. C 12 / 2012Document23 paginiN-1637 Contec: Rev. C 12 / 2012Fernando GavaÎncă nu există evaluări
- N-1201 Pintura Interna de Tanque REV JDocument10 paginiN-1201 Pintura Interna de Tanque REV Jsoliveirajr01100% (1)
- N 0269 PDFDocument43 paginiN 0269 PDFAntonio Tadeu MenesesÎncă nu există evaluări
- N 0115eDocument71 paginiN 0115ewladsmasterÎncă nu există evaluări
- N-2054 - Acessorios Externos para Vaso de PressãoDocument13 paginiN-2054 - Acessorios Externos para Vaso de PressãoSalvadorÎncă nu există evaluări
- N-1826 Recebimento e Armazenamento de Equipamentos MecanicosDocument5 paginiN-1826 Recebimento e Armazenamento de Equipamentos Mecanicoserick vinicius andradeÎncă nu există evaluări
- Simbologia: Rev. C Fev / 99Document34 paginiSimbologia: Rev. C Fev / 99Fernando Henrique PereiraÎncă nu există evaluări
- N-1823 - Montagem de Caldeira AquotubularDocument27 paginiN-1823 - Montagem de Caldeira AquotubularSANGUERUIMÎncă nu există evaluări
- Rev. D 04 / 2019: ProcedimentoDocument33 paginiRev. D 04 / 2019: ProcedimentoCarlos WagnerÎncă nu există evaluări
- N 1553Document5 paginiN 1553rmengenhariaÎncă nu există evaluări
- Manual de Proprietários, Motoristas e Chofer: THE POETRY OF THE END OF THE WORLD, מסכת מכות, Chaves de Tetuan, by Mois BenarrochDe la EverandManual de Proprietários, Motoristas e Chofer: THE POETRY OF THE END OF THE WORLD, מסכת מכות, Chaves de Tetuan, by Mois BenarrochÎncă nu există evaluări
- O Ciclo Total de Vida das Instalações em Atmosferas Explosivas: The total life cycle of installations in explosive atmospheresDe la EverandO Ciclo Total de Vida das Instalações em Atmosferas Explosivas: The total life cycle of installations in explosive atmospheresEvaluare: 3 din 5 stele3/5 (2)
- Motores automotivos: evolução, manutenção e tendênciasDe la EverandMotores automotivos: evolução, manutenção e tendênciasEvaluare: 5 din 5 stele5/5 (1)
- Implementação da Manutenção Proativa em Sistemas Hidráulicos de AeronavesDe la EverandImplementação da Manutenção Proativa em Sistemas Hidráulicos de AeronavesÎncă nu există evaluări
- ND 3001 EletropauloDocument191 paginiND 3001 EletropauloPethra BritoÎncă nu există evaluări
- NBR 5419 NB 165 - Protecao de Estruturas Contra Descargas Atmosfericas PDFDocument32 paginiNBR 5419 NB 165 - Protecao de Estruturas Contra Descargas Atmosfericas PDFjamesantosÎncă nu există evaluări
- NBR 5418 (MAR-1995) - Instal. Atm. ExplosivasDocument13 paginiNBR 5418 (MAR-1995) - Instal. Atm. ExplosivasBdegha100% (7)
- NBR 5418Document13 paginiNBR 5418Thassia BoimÎncă nu există evaluări
- NBR 5417 NB 129 - Tolerancias para Pecas de Ceramica para EletrotecnicaDocument2 paginiNBR 5417 NB 129 - Tolerancias para Pecas de Ceramica para EletrotecnicaDaniel MoraisÎncă nu există evaluări
- NBR 14039Document241 paginiNBR 14039Mércia Rocha Carvalho100% (3)
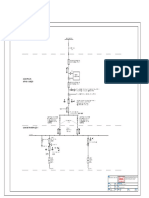
- Unifilar Osram - 2 Trafos-Layout1Document1 paginăUnifilar Osram - 2 Trafos-Layout1Daniel MoraisÎncă nu există evaluări
- NBR 14725Document7 paginiNBR 14725Daniel MoraisÎncă nu există evaluări
- IEC 60050 - 2002 - Equipamentos Eletricos para AtmosfeDocument22 paginiIEC 60050 - 2002 - Equipamentos Eletricos para AtmosfeTiago MendesÎncă nu există evaluări
- Abnt NBR14724Document6 paginiAbnt NBR14724lgnvazÎncă nu există evaluări
- NBR-15751 Sistemas Aterramento Subestações PDFDocument53 paginiNBR-15751 Sistemas Aterramento Subestações PDFPaulo BisattoÎncă nu există evaluări
- NBR10082 - 1987 - Vibracao Mecanica em MaquinasDocument16 paginiNBR10082 - 1987 - Vibracao Mecanica em MaquinasDaniel MoraisÎncă nu există evaluări
- Abnt NBR Iso/iec 27001Document42 paginiAbnt NBR Iso/iec 27001dlobato80% (5)
- NBR 14712 - Elevadores Eletricos - Elevadores de Carga Monta-Cargas e Elevadores de MacaDocument9 paginiNBR 14712 - Elevadores Eletricos - Elevadores de Carga Monta-Cargas e Elevadores de Macakenzow67% (6)
- NBR 10647 - Desenho TecnicoDocument2 paginiNBR 10647 - Desenho TecnicoCleidimar RodriguesÎncă nu există evaluări
- NBR 10897 - 2003 - Proteção Contra Incêndio Por Chuveiro AutomáticoDocument71 paginiNBR 10897 - 2003 - Proteção Contra Incêndio Por Chuveiro AutomáticoleschwanckÎncă nu există evaluări
- 1272 PDFDocument15 pagini1272 PDFJarmiramDellaBarbaJuniorÎncă nu există evaluări
- NBR 12483 PB 1545 - Chuveiros EletricosDocument3 paginiNBR 12483 PB 1545 - Chuveiros EletricosCarine E RuiÎncă nu există evaluări
- NBR 7094Document62 paginiNBR 7094Daniel Morais100% (1)
- NBR 7094Document62 paginiNBR 7094Daniel Morais100% (1)
- Nbr-7094 Motores de InduçãoDocument62 paginiNbr-7094 Motores de InduçãoDaniel MoraisÎncă nu există evaluări
- NBR 10647Document2 paginiNBR 10647Daniel MoraisÎncă nu există evaluări
- Nbr-7094 Motores de InduçãoDocument62 paginiNbr-7094 Motores de InduçãoDaniel MoraisÎncă nu există evaluări
- NBR 10152Document4 paginiNBR 10152Aurelio SousaÎncă nu există evaluări
- NBR 8475Document16 paginiNBR 8475Daniel Morais100% (1)
- NBR-7505-4 Protecao Tanques Contra IncendioDocument8 paginiNBR-7505-4 Protecao Tanques Contra IncendioDaniel Morais100% (1)
- NBR 10004Document77 paginiNBR 10004André MacanÎncă nu există evaluări
- NBR 10008 1995 Energia NuclearDocument27 paginiNBR 10008 1995 Energia NuclearDaniel Morais0% (1)
- NBR-8190 - Simbologia de InstrumentacaoDocument59 paginiNBR-8190 - Simbologia de InstrumentacaoDaniel MoraisÎncă nu există evaluări
- NBR-7094 Espec Motor InducaoDocument55 paginiNBR-7094 Espec Motor InducaoDaniel MoraisÎncă nu există evaluări
- Revista Projeto Autoestima 31Document107 paginiRevista Projeto Autoestima 31Natan Oliveira FerreiraÎncă nu există evaluări
- Projeto de Extensão I - Nutrição - Ok PDF Nutrição Dieta e NutriçãoDocument17 paginiProjeto de Extensão I - Nutrição - Ok PDF Nutrição Dieta e NutriçãoBruna PradoÎncă nu există evaluări
- Atividades de Aprendizagem 2 - Principais Instrumentos Normativos Na História Do SUS - Revisão Da TentativaDocument2 paginiAtividades de Aprendizagem 2 - Principais Instrumentos Normativos Na História Do SUS - Revisão Da TentativaAdilson CostaÎncă nu există evaluări
- Curso Tales - Análise Combinatória e ProbabilidadeDocument22 paginiCurso Tales - Análise Combinatória e ProbabilidadeGabriel Caleb CandidoÎncă nu există evaluări
- V12-Ficha Tecnica Procediment Janeiro 18 2016Document4 paginiV12-Ficha Tecnica Procediment Janeiro 18 2016markao_jcÎncă nu există evaluări
- 5 - Regulamento InternoDocument5 pagini5 - Regulamento InternoSuper NativeÎncă nu există evaluări
- Berenice CoutoDocument13 paginiBerenice CoutoMayéwe AlvesÎncă nu există evaluări
- Opercional dolARDocument15 paginiOpercional dolARCarlos Eduardo Guerra100% (1)
- A Organização em Análise Contribuições Da PsicanáliseDocument3 paginiA Organização em Análise Contribuições Da PsicanáliseStefanyF25Încă nu există evaluări
- Apostila BDDocument84 paginiApostila BDAlexandre BentoÎncă nu există evaluări
- Mediação de Conflitos - Fichamento Do Livro de Lilia Maria de Morais SalesDocument54 paginiMediação de Conflitos - Fichamento Do Livro de Lilia Maria de Morais SalesMarcelo Sales100% (3)
- Limpeza Pesada Uau Alta Performance 4 EM1: Ficha de Informações de Segurança de Produtos QuímicosDocument6 paginiLimpeza Pesada Uau Alta Performance 4 EM1: Ficha de Informações de Segurança de Produtos QuímicosNicoli MartinsÎncă nu există evaluări
- Aula 2 - MSE - GLeão - 18102022Document77 paginiAula 2 - MSE - GLeão - 18102022Iago Neto AlvesÎncă nu există evaluări
- Ae FichaFormativa 4ADocument8 paginiAe FichaFormativa 4A29645 Maria Pilar Bugio Afoito100% (1)
- Projecto de IntervecaoDocument19 paginiProjecto de IntervecaoDj-Dénny DjrÎncă nu există evaluări
- Reiki Nível II A Transformação.Document31 paginiReiki Nível II A Transformação.Débora Elisa ZanchettiÎncă nu există evaluări
- Formas de ConhecimentoDocument6 paginiFormas de ConhecimentoMARCIOÎncă nu există evaluări
- Humanas 34Document5 paginiHumanas 34cleide mendesÎncă nu există evaluări
- LIVRO O PROCESSO DIAGNÓSTICO E AS TÉCNICAS PROJETIVAS - OdtDocument2 paginiLIVRO O PROCESSO DIAGNÓSTICO E AS TÉCNICAS PROJETIVAS - OdtMarianna Matos0% (1)
- SP Jornal de Jundiaí 040821Document9 paginiSP Jornal de Jundiaí 040821Rita Thomazini OfranteÎncă nu există evaluări
- Algoritmo e Lógica de Programação Com CodeBlocksDocument62 paginiAlgoritmo e Lógica de Programação Com CodeBlocksnikolausÎncă nu există evaluări
- Todos Os Dias de PaupériaDocument24 paginiTodos Os Dias de PaupériaFábio Leonardo BritoÎncă nu există evaluări
- A Importância Da Família PDFDocument7 paginiA Importância Da Família PDFWellington FariaÎncă nu există evaluări
- Maria Lucia Medeiros PDFDocument20 paginiMaria Lucia Medeiros PDFluciana_kraemer498100% (1)
- O Testemunho em RadiestesiaDocument2 paginiO Testemunho em RadiestesiacastroanapÎncă nu există evaluări
- Os 15 Melhores Poemas de Paulo LeminskiDocument7 paginiOs 15 Melhores Poemas de Paulo LeminskiThiagoDaflonÎncă nu există evaluări
- A Barbarie Da EspecializacaoDocument3 paginiA Barbarie Da EspecializacaoFlavio Junior PoiesisÎncă nu există evaluări
- Teste de MatemáticaDocument7 paginiTeste de MatemáticaAlyce Maria PorteladaÎncă nu există evaluări
- Condições Oceanográficas Multiescala e Processos Costeiros Associados: Estudo de Caso Do Litoral de Marataízes (ES)Document22 paginiCondições Oceanográficas Multiescala e Processos Costeiros Associados: Estudo de Caso Do Litoral de Marataízes (ES)Luiza de Almeida VaillatÎncă nu există evaluări
- BARBOSA, Alice Príncipe. História e CDDDocument53 paginiBARBOSA, Alice Príncipe. História e CDDCarlos HenriqueÎncă nu există evaluări