S-ar putea să vă placă și
- Mecanique Appliquee - Resistance Des Materiaux Mecanique Des Fluides ThermodynamiqueDocument255 paginiMecanique Appliquee - Resistance Des Materiaux Mecanique Des Fluides Thermodynamiquedadahagen83% (6)
- Fiches Outils FormateursDocument37 paginiFiches Outils FormateursLaetitia Fantozzi100% (2)
- Feuilletage 539Document15 paginiFeuilletage 539Hanane TounsiÎncă nu există evaluări
- Outils Pour Formateur ARC Toolkit - FRDocument87 paginiOutils Pour Formateur ARC Toolkit - FRAdélie Miguel Sierra100% (1)
- Machines Outils PDFDocument54 paginiMachines Outils PDFFayssal El Amraoui83% (24)
- Coupe Couture - Le Tissu PDFDocument13 paginiCoupe Couture - Le Tissu PDFdomsonÎncă nu există evaluări
- Mode Operatoire PDFDocument44 paginiMode Operatoire PDFouardi soukaina78% (23)
- DI Guide Pratique Scenario PedagogiqueDocument20 paginiDI Guide Pratique Scenario PedagogiqueAhmedZouhairÎncă nu există evaluări
- DI Guide Pratique Scenario PedagogiqueDocument20 paginiDI Guide Pratique Scenario PedagogiqueAhmedZouhairÎncă nu există evaluări
- FreeCAD | étape par étape: Apprenez à créer des objets 3D, des assemblages et des dessins techniquesDe la EverandFreeCAD | étape par étape: Apprenez à créer des objets 3D, des assemblages et des dessins techniquesÎncă nu există evaluări
- Formation de FormateursDocument53 paginiFormation de FormateursHanane TounsiÎncă nu există evaluări
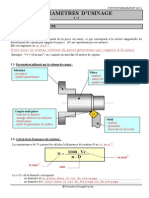
- Para Metres Us in Age ProfDocument2 paginiPara Metres Us in Age ProfBcd CdeÎncă nu există evaluări
- Cours 4 S Technologique TunisieDocument312 paginiCours 4 S Technologique Tunisiemechergui92% (12)
- Cours 4 S Technologique TunisieDocument312 paginiCours 4 S Technologique Tunisiemechergui92% (12)
- Cours Génie Mécanique 3ème AnnéeDocument272 paginiCours Génie Mécanique 3ème Annéentayoub100% (1)
- Exercices Sur La Mise en Position Isostatique ProfDocument2 paginiExercices Sur La Mise en Position Isostatique ProfAymen KhalfaouiÎncă nu există evaluări
- Corrigé Fin de Formation Pratique V2 TSMFM 2011-VCDCDocument9 paginiCorrigé Fin de Formation Pratique V2 TSMFM 2011-VCDCayoub gannniÎncă nu există evaluări
- 11 Gamme Usinage 2010 PDFDocument32 pagini11 Gamme Usinage 2010 PDFiraoui jamal (Ebay)100% (3)
- Tp1 Fao FraisageDocument32 paginiTp1 Fao Fraisagemaraghni_hassine7592Încă nu există evaluări
- Guide Fraisage - Outils PDFDocument156 paginiGuide Fraisage - Outils PDFMohamed SahilÎncă nu există evaluări
- Activités 4 S Technologique TunisieDocument312 paginiActivités 4 S Technologique Tunisiemechergui100% (9)
- IntroCATIAV5 - VolumiqueDocument247 paginiIntroCATIAV5 - VolumiqueCarlosSilvaÎncă nu există evaluări
- Simulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysDe la EverandSimulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysÎncă nu există evaluări
- M06 Fabrication Et Usinage-BTP-MADocument115 paginiM06 Fabrication Et Usinage-BTP-MAbouraada100% (2)
- TP Boite de Vitesses D'un Tour Parallèle (DT) 2014 PDFDocument4 paginiTP Boite de Vitesses D'un Tour Parallèle (DT) 2014 PDFKarim Kilani100% (8)
- Platos para Torno Marca ROHM Alemanes 2Document44 paginiPlatos para Torno Marca ROHM Alemanes 2Flor RodizioÎncă nu există evaluări
- Puissances Coupe Prof PDFDocument5 paginiPuissances Coupe Prof PDFamr_akram_2100% (2)
- 9 Isostatisme 2007Document38 pagini9 Isostatisme 2007AlMahdi_ElFaro_2418Încă nu există evaluări
- Activités 3 S Technologique TunisieDocument288 paginiActivités 3 S Technologique Tunisiemechergui100% (11)
- Chapitre Isostatisme (Important)Document3 paginiChapitre Isostatisme (Important)honi100% (1)
- Transmission de MouvementDocument111 paginiTransmission de Mouvementboujbal100% (2)
- Gamme D UsinageDocument5 paginiGamme D UsinageImedooImedÎncă nu există evaluări
- CC TR 2010 2011Document2 paginiCC TR 2010 2011Soulaiman AndahmouÎncă nu există evaluări
- Les Jauges Outils - ProfsDocument3 paginiLes Jauges Outils - Profspascaljean100% (1)
- IsostatismeDocument36 paginiIsostatismedidinedÎncă nu există evaluări
- La Cotation de FabricationDocument14 paginiLa Cotation de FabricationINAS ZAALIÎncă nu există evaluări
- TD Etude de PhaseDocument8 paginiTD Etude de Phasekld_bata100% (1)
- Avant Projet 'Etude FabricationDocument5 paginiAvant Projet 'Etude Fabricationp bwÎncă nu există evaluări
- Gamme - Usinage - 2010 (6dia - Page)Document6 paginiGamme - Usinage - 2010 (6dia - Page)c oussama100% (1)
- Chapitre 1 - Elaboration D'une Gamme D'usinageDocument23 paginiChapitre 1 - Elaboration D'une Gamme D'usinageeya zouaouiÎncă nu există evaluări
- Validation d'APEF - Cours - CorrigéDocument5 paginiValidation d'APEF - Cours - CorrigéAziz AmtdiÎncă nu există evaluări
- Exercice Designation Des Outils de CoupeDocument6 paginiExercice Designation Des Outils de CoupeYoussef TrimechÎncă nu există evaluări
- TPDocument14 paginiTPHa KimÎncă nu există evaluări
- Mesurer Au Rapporteur: Mi V 72 A1Document8 paginiMesurer Au Rapporteur: Mi V 72 A1KOUADIO PATRICEÎncă nu există evaluări
- Corrigé S.ing 2008Document6 paginiCorrigé S.ing 2008Younes KaderÎncă nu există evaluări
- tp1 PDFDocument9 paginitp1 PDFiwibab 2018Încă nu există evaluări
- Contrat de Phase Bielle Phase 10Document1 paginăContrat de Phase Bielle Phase 10El Habib CherqaouiÎncă nu există evaluări
- Exercice PDFDocument2 paginiExercice PDFAmr AkramÎncă nu există evaluări
- Analyse Des Contraintes D'anterioritesDocument1 paginăAnalyse Des Contraintes D'anterioritesazer kizerÎncă nu există evaluări
- ExamDocument3 paginiExamNaoufel FaresÎncă nu există evaluări
- TD-3 Train ÉpicycloïdalDocument1 paginăTD-3 Train Épicycloïdalchouchene100% (2)
- 87 - Repérage Des Axes ProfDocument3 pagini87 - Repérage Des Axes ProfntayoubÎncă nu există evaluări
- Montage Usinage MapDocument8 paginiMontage Usinage MapGOUAL SaraÎncă nu există evaluări
- Compte Rendu TP FAO AvancéeDocument9 paginiCompte Rendu TP FAO AvancéemahdiÎncă nu există evaluări
- 2016 ExamenDocument4 pagini2016 ExamenFrançoise NicolasÎncă nu există evaluări
- Evaluation Technolog I e I So Stat Is Me ProfDocument3 paginiEvaluation Technolog I e I So Stat Is Me Profأحمد الموريتاني100% (1)
- M6 - TSMFM 2ème Partie) ModifieDocument121 paginiM6 - TSMFM 2ème Partie) ModifieAyoub ElcaidiÎncă nu există evaluări
- ch6 Isostatisme PDFDocument12 paginich6 Isostatisme PDFTriki BilelÎncă nu există evaluări
- TP AffutageDocument12 paginiTP AffutageEya EssayelÎncă nu există evaluări
- Rapport BE1Document51 paginiRapport BE1ahmed017100% (1)
- TP Boite de Vitesses D'un Tour Parallèle 2014 (DR) PDFDocument6 paginiTP Boite de Vitesses D'un Tour Parallèle 2014 (DR) PDFKarim Kilani100% (2)
- Chapitre 8 Theorie CoupeDocument4 paginiChapitre 8 Theorie Coupesitescompte4Încă nu există evaluări
- Rattrapage Corrigé 2012 PDFDocument7 paginiRattrapage Corrigé 2012 PDFGuiliassÎncă nu există evaluări
- Chapitre 4 Contrat Des PhasesDocument5 paginiChapitre 4 Contrat Des PhasesAdel ZitouniÎncă nu există evaluări
- Chapitre 8 2 PDFDocument45 paginiChapitre 8 2 PDFTabka SouheilÎncă nu există evaluări
- TP1 Part-Design V5Document13 paginiTP1 Part-Design V5bobÎncă nu există evaluări
- Limer PDFDocument3 paginiLimer PDFMamou DeflaouiÎncă nu există evaluări
- Contrat PhaseDocument5 paginiContrat PhaseHafida EnnajiÎncă nu există evaluări
- Texte de L'Epreuve: 1.documents Remis Au CandidatDocument7 paginiTexte de L'Epreuve: 1.documents Remis Au Candidatgerard correa100% (1)
- Exercice PhythgoreDocument7 paginiExercice PhythgoreLaouridi MaachiÎncă nu există evaluări
- APEF FAD Fourreau Final 2020 - PartieDocument23 paginiAPEF FAD Fourreau Final 2020 - Partieعامر الشعيلي ولد شعبانÎncă nu există evaluări
- Cours Tolerances Geometriques eDocument5 paginiCours Tolerances Geometriques eBouabdellaoui saif ennasrÎncă nu există evaluări
- Partie 1Document4 paginiPartie 1Amal Hammami Ep SghaierÎncă nu există evaluări
- Chapitre 1 Procédés de DécoupageDocument11 paginiChapitre 1 Procédés de DécoupageWael Maatoug100% (1)
- TP 1 - Doc Synthèse CorrigéDocument23 paginiTP 1 - Doc Synthèse CorrigéOumayma AssefraouiÎncă nu există evaluări
- Chapitre 3 Fabrication Assistée Par Ordinateur 3 - Code GDocument49 paginiChapitre 3 Fabrication Assistée Par Ordinateur 3 - Code GAs ScofÎncă nu există evaluări
- Chap4 PliageDocument34 paginiChap4 Pliageisraalaya167Încă nu există evaluări
- PMOCN Doc ÉleveDocument16 paginiPMOCN Doc Élevedayzen jiffÎncă nu există evaluări
- Fiabilité, maintenance prédictive et vibration des machinesDe la EverandFiabilité, maintenance prédictive et vibration des machinesÎncă nu există evaluări
- 03 - Tolerances Geometriques 2013-3 (1dpp)Document23 pagini03 - Tolerances Geometriques 2013-3 (1dpp)didinedÎncă nu există evaluări
- VA N°9 Axe Stratégique Formation Des Formateurs Et Innovation Pédagogique MPDocument2 paginiVA N°9 Axe Stratégique Formation Des Formateurs Et Innovation Pédagogique MPaurelbayuxÎncă nu există evaluări
- 228358P01Document137 pagini228358P01MATOUMBA PAULIN0% (1)
- Formation de FormateursDocument3 paginiFormation de FormateursHanane Tounsi100% (1)
- Livre de Cours 2scDocument159 paginiLivre de Cours 2scmohaiii100% (1)
- Livre D Activite 2scDocument176 paginiLivre D Activite 2scmohaiiiÎncă nu există evaluări
- Formation de Formateurs Avec CGVDocument11 paginiFormation de Formateurs Avec CGVHanane TounsiÎncă nu există evaluări
- Formation de Formateurs Avec CGVDocument11 paginiFormation de Formateurs Avec CGVHanane TounsiÎncă nu există evaluări
- Cefor Guide Du Formateur Animation de Formation 2013Document29 paginiCefor Guide Du Formateur Animation de Formation 2013Hanane TounsiÎncă nu există evaluări
- Pier RegaudetDocument254 paginiPier RegaudetHanane TounsiÎncă nu există evaluări
- Formation de Formateurs FR 2010Document44 paginiFormation de Formateurs FR 2010Hanane TounsiÎncă nu există evaluări
- Formation de Formateurs Avec CGVDocument11 paginiFormation de Formateurs Avec CGVHanane TounsiÎncă nu există evaluări
- Pier RegaudetDocument254 paginiPier RegaudetHanane TounsiÎncă nu există evaluări
- Guide Pour La Formation Des Formateurs: Sous-Direction de La Santé de La ReproductionDocument13 paginiGuide Pour La Formation Des Formateurs: Sous-Direction de La Santé de La ReproductionHanane TounsiÎncă nu există evaluări
- Proposition D'une Démarche Pour Le Développement Et La Livraison D'un Curriculum de Formation IntégréDocument6 paginiProposition D'une Démarche Pour Le Développement Et La Livraison D'un Curriculum de Formation IntégréHanane TounsiÎncă nu există evaluări
- Proposition D'une Démarche Pour Le Développement Et La Livraison D'un Curriculum de Formation IntégréDocument6 paginiProposition D'une Démarche Pour Le Développement Et La Livraison D'un Curriculum de Formation IntégréHanane TounsiÎncă nu există evaluări
- Cef 2013-n8-9 035-040 FreDocument6 paginiCef 2013-n8-9 035-040 FreHanane TounsiÎncă nu există evaluări
- Proposition D'une Démarche Pour Le Développement Et La Livraison D'un Curriculum de Formation IntégréDocument6 paginiProposition D'une Démarche Pour Le Développement Et La Livraison D'un Curriculum de Formation IntégréHanane TounsiÎncă nu există evaluări
- Manuel Des Pompes (Draft)Document33 paginiManuel Des Pompes (Draft)YacoudimaÎncă nu există evaluări
- Assemblages Par Elements FiletesDocument14 paginiAssemblages Par Elements Filetesmaraghni_hassine7592Încă nu există evaluări
- Les Differents Classements FeuDocument4 paginiLes Differents Classements FeuImad achlihÎncă nu există evaluări
- TPFAO2 TournageDocument7 paginiTPFAO2 TournageBoutef El HachemiÎncă nu există evaluări
- Les Jauges Outils - 001 PDFDocument3 paginiLes Jauges Outils - 001 PDFStephane Durel Mbida100% (3)
- Livret5 AjustageDocument40 paginiLivret5 AjustageOualidÎncă nu există evaluări
- TMHFR Brochure Commerciale BT Lifter 12 PagesDocument12 paginiTMHFR Brochure Commerciale BT Lifter 12 PagesaldericÎncă nu există evaluări
- ALLURE Richard Le DroffDocument11 paginiALLURE Richard Le DroffCousquer JulienÎncă nu există evaluări
- PDFDocument16 paginiPDFSalahddin KhalilÎncă nu există evaluări
- Vocabulaire Lean ManufacturingDocument6 paginiVocabulaire Lean ManufacturingmguisseÎncă nu există evaluări
- Souvenirs D'un Outilleur, 1975, N 11 p.176-187 PDFDocument22 paginiSouvenirs D'un Outilleur, 1975, N 11 p.176-187 PDFArnaud JammetÎncă nu există evaluări
- ExecartsDocument9 paginiExecartsMedBenÎncă nu există evaluări
- 01 - Fraisage 2D Et DemiDocument17 pagini01 - Fraisage 2D Et DemiHamza TaoumiÎncă nu există evaluări
- Exam Prat TSMFM FF 09Document16 paginiExam Prat TSMFM FF 09Hamza NassibÎncă nu există evaluări
- Contact 151Document16 paginiContact 151Eric VeillonÎncă nu există evaluări
- Firmenich - 100 YerasDocument8 paginiFirmenich - 100 YerasAlex HahnÎncă nu există evaluări
- Broch AgeDocument4 paginiBroch AgematozoÎncă nu există evaluări
- ClavetageDocument6 paginiClavetageAbderrazak Miassar50% (2)
- SWT Product CatalogueDocument108 paginiSWT Product Catalogueslindelft-cool7056Încă nu există evaluări
- Calpiref Septembre 2013 PDFDocument14 paginiCalpiref Septembre 2013 PDFdeliverator40Încă nu există evaluări
- FischerDocument40 paginiFischerObada Al HarastaniÎncă nu există evaluări
- SolidCAM 2011 Guide de Démarrage ImachiningDocument26 paginiSolidCAM 2011 Guide de Démarrage ImachiningpapagayouÎncă nu există evaluări