S-ar putea să vă placă și
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (894)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (587)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (73)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- Professor Bad Trip: Lesson I Analysis (Handout) - José Martínez - UT Austin (Spring 2019)Document2 paginiProfessor Bad Trip: Lesson I Analysis (Handout) - José Martínez - UT Austin (Spring 2019)Jose G MartinezÎncă nu există evaluări
- BeneathEve Sky, RalphDocument3 paginiBeneathEve Sky, Ralphedisoned9987100% (1)
- U.S. Patent 2,683,388, Entitled "Pickup Device For Stringed Instruments" To Keller, Issued 1954.Document4 paginiU.S. Patent 2,683,388, Entitled "Pickup Device For Stringed Instruments" To Keller, Issued 1954.Anonymous a7S1qyXÎncă nu există evaluări
- Planet of The ApesDocument7 paginiPlanet of The Apesdunhallin6633Încă nu există evaluări
- La Guitare Friederich Et Leipp Bulletin Gam 92 - EnglishDocument18 paginiLa Guitare Friederich Et Leipp Bulletin Gam 92 - EnglishVlad100% (1)
- Violin Level 1 PDFDocument39 paginiViolin Level 1 PDFThaísSantanaÎncă nu există evaluări
- Astacap Viola RepertoireDocument28 paginiAstacap Viola RepertoireCarlos Guadarrama100% (2)
- U.S. Patent 7,461,424, Entitled "Method and Apparatus For A Pillow Including Foam Pieces of Various Sizes", Issued 2008.Document7 paginiU.S. Patent 7,461,424, Entitled "Method and Apparatus For A Pillow Including Foam Pieces of Various Sizes", Issued 2008.Anonymous a7S1qyXÎncă nu există evaluări
- U.S. Patent 9,462,902, Entitled "Health Pillow", Issued Oct. 11, 2016.Document14 paginiU.S. Patent 9,462,902, Entitled "Health Pillow", Issued Oct. 11, 2016.Anonymous a7S1qyXÎncă nu există evaluări
- U.S. 7,586,029, Entitled "GUITAR AND STRAP FOR PLAYING IN A STANDING CONFIGURATION", 2009.Document10 paginiU.S. 7,586,029, Entitled "GUITAR AND STRAP FOR PLAYING IN A STANDING CONFIGURATION", 2009.Anonymous a7S1qyXÎncă nu există evaluări
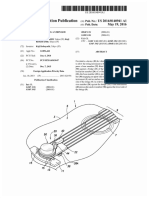
- U.S. Patent Pub. 2016-140941A1, Entitled, "Device For Vibrating A Stringed Instrument", To Kobayashi, May 19, 2016.Document22 paginiU.S. Patent Pub. 2016-140941A1, Entitled, "Device For Vibrating A Stringed Instrument", To Kobayashi, May 19, 2016.Anonymous a7S1qyXÎncă nu există evaluări
- U.S. Pat. App. 2005/0211,052, Entitled "Guitar Having A Metal Plate Insert", Pub. 2005.Document12 paginiU.S. Pat. App. 2005/0211,052, Entitled "Guitar Having A Metal Plate Insert", Pub. 2005.Duane BlakeÎncă nu există evaluări
- U.S. Patent 9,024,171, Entitled, Sensor Assembly For Stringed Musical Instruments, To Actodyne General, March 5, 2015 PDFDocument15 paginiU.S. Patent 9,024,171, Entitled, Sensor Assembly For Stringed Musical Instruments, To Actodyne General, March 5, 2015 PDFAnonymous a7S1qyXÎncă nu există evaluări
- U.S. Pat. Pub. 2010/0154,620, Entitled "Optical Pickup For A Musical Instrument" Pub. 2010.Document20 paginiU.S. Pat. Pub. 2010/0154,620, Entitled "Optical Pickup For A Musical Instrument" Pub. 2010.Anonymous a7S1qyXÎncă nu există evaluări
- U.S. Pat. App. 2012/0258051, Entitled "Multistrata Nanoparticles", Published Oct. 11, 2012.Document16 paginiU.S. Pat. App. 2012/0258051, Entitled "Multistrata Nanoparticles", Published Oct. 11, 2012.Anonymous a7S1qyXÎncă nu există evaluări
- U.S. Pat. App. 2005/0211,052, Entitled "Guitar Having A Metal Plate Insert", Pub. 2005.Document12 paginiU.S. Pat. App. 2005/0211,052, Entitled "Guitar Having A Metal Plate Insert", Pub. 2005.Duane BlakeÎncă nu există evaluări
- Patent WO-2015/173732A1, Entitled "Preamplification System For An Acoustic Guitar", Nov. 19, 2015.Document57 paginiPatent WO-2015/173732A1, Entitled "Preamplification System For An Acoustic Guitar", Nov. 19, 2015.Anonymous a7S1qyXÎncă nu există evaluări
- US Patent 1,915,858, Entitled "Method and Apparatus For The Production of Music" To Inventor, Miessner, 1933.Document9 paginiUS Patent 1,915,858, Entitled "Method and Apparatus For The Production of Music" To Inventor, Miessner, 1933.Anonymous a7S1qyXÎncă nu există evaluări
- U.S. Patent 3,826,171, Entitled Guitar String, Issued 1974.Document4 paginiU.S. Patent 3,826,171, Entitled Guitar String, Issued 1974.Anonymous a7S1qyXÎncă nu există evaluări
- U.S. Patent 8,853,517, Entitled Musical Instrument Pickup, To George Dixon, Dated Oct. 7, 2014 PDFDocument38 paginiU.S. Patent 8,853,517, Entitled Musical Instrument Pickup, To George Dixon, Dated Oct. 7, 2014 PDFAnonymous a7S1qyXÎncă nu există evaluări
- U.S. Patent 2,911,871, Entitled "Magnetic Pickup Device" To Charles Schultz, Issued 1959.Document4 paginiU.S. Patent 2,911,871, Entitled "Magnetic Pickup Device" To Charles Schultz, Issued 1959.Anonymous a7S1qyXÎncă nu există evaluări
- U.S. Reexam Patent 20070, Entitled "Electric Translating Device For Stringed Instruments" To Lesti, Issued 1935.Document7 paginiU.S. Reexam Patent 20070, Entitled "Electric Translating Device For Stringed Instruments" To Lesti, Issued 1935.Anonymous a7S1qyXÎncă nu există evaluări
- Great Britain B Patent 588178A, Entitled "Electro-Magnetic Pick-Up For Stringed Musical Instruments" Dated 1946.Document4 paginiGreat Britain B Patent 588178A, Entitled "Electro-Magnetic Pick-Up For Stringed Musical Instruments" Dated 1946.Anonymous a7S1qyXÎncă nu există evaluări
- US Patent 2,294,861, Entitled "Electrical Pickup For Stringed Instruments" To Inventor Fuller (Assignee Owner Gibson, Inc.), Issued 1940.Document4 paginiUS Patent 2,294,861, Entitled "Electrical Pickup For Stringed Instruments" To Inventor Fuller (Assignee Owner Gibson, Inc.), Issued 1940.Anonymous a7S1qyXÎncă nu există evaluări
- French Patent 990405A, Entitled "Electric Piano" Dated 1949.Document13 paginiFrench Patent 990405A, Entitled "Electric Piano" Dated 1949.Anonymous a7S1qyXÎncă nu există evaluări
- U.S. Patent 5,932,827, Entitled "Sustainer For Musical Instrument", To Osborne, Aug. 3, 1999.Document58 paginiU.S. Patent 5,932,827, Entitled "Sustainer For Musical Instrument", To Osborne, Aug. 3, 1999.Anonymous a7S1qyXÎncă nu există evaluări
- US7692080-Fret Wire With Bending Notches-2008Document4 paginiUS7692080-Fret Wire With Bending Notches-2008Duane BlakeÎncă nu există evaluări
- U.S. Patent 3,085,460, Entitled "Portable Electronic Musical Instruments", Issued 1963.Document3 paginiU.S. Patent 3,085,460, Entitled "Portable Electronic Musical Instruments", Issued 1963.Anonymous a7S1qyXÎncă nu există evaluări
- U.S. Patent 8,886,584, Recommendation of Media Content, Issued 2014.Document24 paginiU.S. Patent 8,886,584, Recommendation of Media Content, Issued 2014.Anonymous a7S1qyXÎncă nu există evaluări
- U.S. Patent 3,624,264, Entitled "Vibration Detection" To Lazarus, Issued 1971.Document5 paginiU.S. Patent 3,624,264, Entitled "Vibration Detection" To Lazarus, Issued 1971.Anonymous a7S1qyXÎncă nu există evaluări
- U.S. Patent 2,094,771, Composition of Matter, 1937.Document4 paginiU.S. Patent 2,094,771, Composition of Matter, 1937.Anonymous a7S1qyXÎncă nu există evaluări
- U.S. Patent 6,797,871, Entitled "Pick and Method", To Adkin, Dated 2004.Document14 paginiU.S. Patent 6,797,871, Entitled "Pick and Method", To Adkin, Dated 2004.Anonymous a7S1qyXÎncă nu există evaluări
- U.S. Patent 3,085,460, Entitled "Portable Electronic Musical Instruments", Issued 1963.Document3 paginiU.S. Patent 3,085,460, Entitled "Portable Electronic Musical Instruments", Issued 1963.Anonymous a7S1qyXÎncă nu există evaluări
- U.S. Patent 2,094,771, Composition of Matter, 1937.Document4 paginiU.S. Patent 2,094,771, Composition of Matter, 1937.Anonymous a7S1qyXÎncă nu există evaluări
- Music Cordillera and AetaDocument4 paginiMusic Cordillera and AetaJoan Arica JuanÎncă nu există evaluări
- Turkish Folk Music Instruments ExplainedDocument3 paginiTurkish Folk Music Instruments ExplainedBryan PitkinÎncă nu există evaluări
- Musicalinstruments 161125052925Document45 paginiMusicalinstruments 161125052925Claire PerolÎncă nu există evaluări
- Month 1Document22 paginiMonth 1kai georgeÎncă nu există evaluări
- V-System IntroductionDocument5 paginiV-System Introductionarstrick9Încă nu există evaluări
- Orchestral CompositionDocument18 paginiOrchestral CompositionShawn Blank100% (1)
- Mapeh 6 Worksheets PDFDocument147 paginiMapeh 6 Worksheets PDFMark Abalos100% (4)
- Armenian Music in DiasporaDocument10 paginiArmenian Music in DiasporaKevork KechichianÎncă nu există evaluări
- Bach Cello Suite For Uke PDFDocument42 paginiBach Cello Suite For Uke PDFRuddy Rivera100% (14)
- Ultimate Guitar Grade 1Document67 paginiUltimate Guitar Grade 1Jorge Almi100% (1)
- Percussion: Percussion Instruments Made of WoodDocument5 paginiPercussion: Percussion Instruments Made of WoodRosal Del Rosario VicenteÎncă nu există evaluări
- Fabian, Lara - Je T'aimeDocument48 paginiFabian, Lara - Je T'aimeSebastián LetieriÎncă nu există evaluări
- The Definitive Guide To Music Notation: Sir Simon RattleDocument8 paginiThe Definitive Guide To Music Notation: Sir Simon RattleRenata Louh13% (8)
- Lesson 3: Korean MusicDocument29 paginiLesson 3: Korean MusicJhen AdranedaÎncă nu există evaluări
- North African Music ArticleDocument12 paginiNorth African Music ArticleAlison Cooper-WhiteÎncă nu există evaluări
- Learn About Instrumental MusicDocument5 paginiLearn About Instrumental Musicnemia macabingkilÎncă nu există evaluări
- Euler's Dissertation on SoundDocument17 paginiEuler's Dissertation on SoundryanromaÎncă nu există evaluări
- FilmMusic Essay PDFDocument6 paginiFilmMusic Essay PDFJackÎncă nu există evaluări
- Mapeh Test PaperDocument1 paginăMapeh Test Paper4K's GraphicsÎncă nu există evaluări
- 1559693765-Perlman 04 IntonationDocument2 pagini1559693765-Perlman 04 IntonationirenaÎncă nu există evaluări
- ARIA GUITARS 01eng - Om PDFDocument6 paginiARIA GUITARS 01eng - Om PDFFrank Boz0% (1)
- The Bass Player's Companion: A G Uide To S Ound, C Oncepts, and T Echnique For The E Lectric BassDocument55 paginiThe Bass Player's Companion: A G Uide To S Ound, C Oncepts, and T Echnique For The E Lectric BassBassman BronÎncă nu există evaluări
- II Scope and Sequence Orchestra 1 27 2015Document1 paginăII Scope and Sequence Orchestra 1 27 2015api-271957074Încă nu există evaluări
- UntitledDocument68 paginiUntitledapi-210427398Încă nu există evaluări