S-ar putea să vă placă și
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- Design and Drawing of Irrigation StructuresDocument2 paginiDesign and Drawing of Irrigation StructuresnvemanÎncă nu există evaluări
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
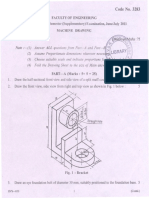
- Machine DrawingDocument2 paginiMachine DrawingnvemanÎncă nu există evaluări
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- Part-A: FA B.E. Iv/Iv (MJP) I Se AutomDocument1 paginăPart-A: FA B.E. Iv/Iv (MJP) I Se AutomnvemanÎncă nu există evaluări
- Management Information SystemsDocument2 paginiManagement Information SystemsnvemanÎncă nu există evaluări
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (400)
- 157 - Metallurgy and Material Science (Sem - I) (Supply)Document2 pagini157 - Metallurgy and Material Science (Sem - I) (Supply)nvemanÎncă nu există evaluări
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- KELOMPOK I Dexrazoxane (SHINee Farma)Document24 paginiKELOMPOK I Dexrazoxane (SHINee Farma)yustirahayuÎncă nu există evaluări
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- Review On Meat AnaloguesDocument23 paginiReview On Meat AnaloguesVarsha IthakshiÎncă nu există evaluări
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- What Do You Know About Starter CultureDocument37 paginiWhat Do You Know About Starter CultureThuỳ TrangÎncă nu există evaluări
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- 10kg Freeze Dryer SpecificationsDocument3 pagini10kg Freeze Dryer SpecificationsEduardo Franklin Vasquez HuamanÎncă nu există evaluări
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- OOD Ntegrity Andbook: Guide To Food Authenticity Issues and Analytical SolutionsDocument21 paginiOOD Ntegrity Andbook: Guide To Food Authenticity Issues and Analytical SolutionsFerryTimothyÎncă nu există evaluări
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Food Industry ProcessesDocument9 paginiFood Industry ProcessesCherry May Basinang-RamosÎncă nu există evaluări
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- PikalDocument1 paginăPikalksumanpharma8801100% (1)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- 脉冲电场预处理改善冻干植物材料的微观结构和松脆性:以草莓为例Document8 pagini脉冲电场预处理改善冻干植物材料的微观结构和松脆性:以草莓为例blk wtÎncă nu există evaluări
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (74)
- Collection, Processing and Drying of Crude DrugsDocument23 paginiCollection, Processing and Drying of Crude DrugsSunitha Katta67% (3)
- Food Drying - Food Dehydration and Safe Storage (PDFDrive)Document96 paginiFood Drying - Food Dehydration and Safe Storage (PDFDrive)Mila100% (3)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- Rotary Vane PZ - PK - PDocument6 paginiRotary Vane PZ - PK - PjohnysonycumÎncă nu există evaluări
- Las 3 Q4 Store MeatDocument9 paginiLas 3 Q4 Store MeatTrei OuxÎncă nu există evaluări
- Review ArticleDocument18 paginiReview Articleid.danlard5282Încă nu există evaluări
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (345)
- Caking Phenomena in Amorphous Food Powders: M. Aguilera, M. DD Valle and Marcus Ka LDocument7 paginiCaking Phenomena in Amorphous Food Powders: M. Aguilera, M. DD Valle and Marcus Ka LSYahira HAzwaniÎncă nu există evaluări
- Lyophilization of Pharmaceutical and Biological Products, Rey (2004)Document21 paginiLyophilization of Pharmaceutical and Biological Products, Rey (2004)Shenshen CaiÎncă nu există evaluări
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- Recent Development of Optimization of LyophilizationDocument15 paginiRecent Development of Optimization of LyophilizationBulent InanÎncă nu există evaluări
- Coffee Technology: Instant (Soluble) Coffee PlantsDocument4 paginiCoffee Technology: Instant (Soluble) Coffee PlantsTien NguyenÎncă nu există evaluări
- An Overview of The Recent Advances in Spray-Drying: Arun S. Mujumdar, Li-Xin Huang, Xiao Dong ChenDocument15 paginiAn Overview of The Recent Advances in Spray-Drying: Arun S. Mujumdar, Li-Xin Huang, Xiao Dong ChenJorge VallejosÎncă nu există evaluări
- Power Plant Engineering, PK NagDocument18 paginiPower Plant Engineering, PK NagMuket AgmasÎncă nu există evaluări
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- Evaluation of Physical Rheological Microbial and Organoleptic Properties of Meat Powder Produced by Refractance Window DryingDocument11 paginiEvaluation of Physical Rheological Microbial and Organoleptic Properties of Meat Powder Produced by Refractance Window DryingVerónica Sanabria DomínguezÎncă nu există evaluări
- Dorizoe Life Sciences LTD - Company BrochureDocument6 paginiDorizoe Life Sciences LTD - Company BrochureprashantsÎncă nu există evaluări
- A Review Drying Technology Trends and Applications in Postharvest ProcessingDocument10 paginiA Review Drying Technology Trends and Applications in Postharvest ProcessingFadli Ryan ArikundoÎncă nu există evaluări
- A Review Paper On Foam-Mat Drying of Fruits and Vegetables To Develop PowdersDocument3 paginiA Review Paper On Foam-Mat Drying of Fruits and Vegetables To Develop PowdersHitesh JethaniÎncă nu există evaluări
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- Freeze Dried Moringa Leaf by The Oz For Limited Time Only - Moringa FarmsDocument1 paginăFreeze Dried Moringa Leaf by The Oz For Limited Time Only - Moringa FarmsNicholas IanniccheriÎncă nu există evaluări
- Densidad Aparente SiiiDocument5 paginiDensidad Aparente SiiiYbeth RiveraÎncă nu există evaluări
- (Advances in Drying Science and Technology) Azharul Karim, Chung-Lim Law - Intermittent and Nonstationary Drying Technologies - Principles and Applications-CRC Press (2017)Document261 pagini(Advances in Drying Science and Technology) Azharul Karim, Chung-Lim Law - Intermittent and Nonstationary Drying Technologies - Principles and Applications-CRC Press (2017)Tunahan Erdem100% (1)
- Continuous Direct Dryers: Drying EquipmentDocument60 paginiContinuous Direct Dryers: Drying EquipmentNur AmaninaÎncă nu există evaluări
- 58 PDFDocument11 pagini58 PDFMay MethaweeÎncă nu există evaluări
- Determination of The Potential of Kamias (Averrhoa Bilimbi) Flowers For Tea DevelopmentDocument4 paginiDetermination of The Potential of Kamias (Averrhoa Bilimbi) Flowers For Tea DevelopmentMary Ann SalvatierraÎncă nu există evaluări
- Vacuum Pumps: For The Food IndustryDocument36 paginiVacuum Pumps: For The Food IndustryJ. Carlos Alvarez C.Încă nu există evaluări
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)