S-ar putea să vă placă și
- Fundamentals of Drilling Engineering: MCQs and Workout Examples for Beginners and EngineersDe la EverandFundamentals of Drilling Engineering: MCQs and Workout Examples for Beginners and EngineersÎncă nu există evaluări
- Wellbore Departure DPA RioDocument32 paginiWellbore Departure DPA RioAdriana Rezende100% (1)
- Directional DrillingDocument32 paginiDirectional DrillingDante SchneiderÎncă nu există evaluări
- Directional Drilling MathDocument18 paginiDirectional Drilling MathSazzadul HossainÎncă nu există evaluări
- Bottom Hole Assembly and Mud Motor For Directional Drilling PDFDocument6 paginiBottom Hole Assembly and Mud Motor For Directional Drilling PDFmin thant100% (2)
- Well Engineering Level 1Document4 paginiWell Engineering Level 1SHOBHIT KUMARÎncă nu există evaluări
- CTD Liner Running & CementingDocument6 paginiCTD Liner Running & CementingAdel Ahmed AlkhaligyÎncă nu există evaluări
- Drilling 16 Inch Section - Best PracticesDocument2 paginiDrilling 16 Inch Section - Best PracticesYougchu Luan100% (1)
- Jars and Accelerators.Document10 paginiJars and Accelerators.gaddasalimÎncă nu există evaluări
- 45-Mud Hole CleaningDocument11 pagini45-Mud Hole CleaningFreddy Quintero100% (1)
- Evolution of Directional Drilling Since 1900Document7 paginiEvolution of Directional Drilling Since 1900Rafique ArisarÎncă nu există evaluări
- A Guide To Successful Backreaming - Real-Time Case Histories) - SPE-116555-PA-PDocument12 paginiA Guide To Successful Backreaming - Real-Time Case Histories) - SPE-116555-PA-PReginaldo de SousaÎncă nu există evaluări
- Drilling Bit DesignDocument14 paginiDrilling Bit DesignMajedur Rahman100% (1)
- BHA StabilizationDocument14 paginiBHA StabilizationenantioagaÎncă nu există evaluări
- Bit Running Guidelines PDFDocument39 paginiBit Running Guidelines PDFRyan LlanetaÎncă nu există evaluări
- DC Make-Up TorqueDocument5 paginiDC Make-Up TorquepatelsujanÎncă nu există evaluări
- Cge578 Chap 2 Oct 20 - Feb 21Document60 paginiCge578 Chap 2 Oct 20 - Feb 21Muhd EizadÎncă nu există evaluări
- Drilling TechniquesDocument9 paginiDrilling TechniquesHafiz DaudÎncă nu există evaluări
- Blowouts: "Blowouts Continue To Occur at About A Constant Rate... "Document18 paginiBlowouts: "Blowouts Continue To Occur at About A Constant Rate... "Muhammad ShahrukhÎncă nu există evaluări
- Windowmaster G2 Whipstock System With Glyphaloy AMT-Dressed Mills Created Window and Drilled Rathole in Single TripDocument1 paginăWindowmaster G2 Whipstock System With Glyphaloy AMT-Dressed Mills Created Window and Drilled Rathole in Single TripOgbadiboÎncă nu există evaluări
- Drilling Fluids For Drilling of Geothermal Wells - Hagen HoleDocument8 paginiDrilling Fluids For Drilling of Geothermal Wells - Hagen HoleAdil AytekinÎncă nu există evaluări
- Roller Reamer PresentationDocument18 paginiRoller Reamer Presentationmbhadel0% (1)
- Drilling AnalysisDocument36 paginiDrilling Analysisgplese0Încă nu există evaluări
- Casing Drilling - Wellbore StabilityDocument6 paginiCasing Drilling - Wellbore StabilityJenny100% (1)
- 3 1BasicMathDocument43 pagini3 1BasicMathAliÎncă nu există evaluări
- Drill Bits: Habiburrohman AbdullahDocument54 paginiDrill Bits: Habiburrohman AbdullahHamis RamadhaniÎncă nu există evaluări
- Core Drilling and Coring Tools: F Conventional Coring F Wireline (WL) - Coring F New Coring TechniqueDocument10 paginiCore Drilling and Coring Tools: F Conventional Coring F Wireline (WL) - Coring F New Coring TechniqueMarcos SobreiroÎncă nu există evaluări
- Well Drilling DesignDocument26 paginiWell Drilling DesignMajedur Rahman100% (1)
- Formation Pressure While Drilling Technology - Game Changer in Drilling Overpressured ReservoirsDocument6 paginiFormation Pressure While Drilling Technology - Game Changer in Drilling Overpressured ReservoirsJamalÎncă nu există evaluări
- SPE-37054-MS (Bit Torque Calculation) PDFDocument9 paginiSPE-37054-MS (Bit Torque Calculation) PDFWindy MartdianzahÎncă nu există evaluări
- Perf - Presentation AiymDocument32 paginiPerf - Presentation AiymNaief Javaheri100% (1)
- Drilling and Completion Egy Petroleum Engineer PDFDocument208 paginiDrilling and Completion Egy Petroleum Engineer PDFRahma MejriÎncă nu există evaluări
- Drilling Problems N Drilling OptimizationDocument68 paginiDrilling Problems N Drilling Optimizationngecus67% (3)
- TestsDocument10 paginiTestsShakeel AhmedÎncă nu există evaluări
- 1) Anusha A/P Nagaih 2) Melinda Mallini A/P Loudersamy 3) Sangeetha A/P Balaram 4) Vinohthinii A/P R Tamilselvan 5) Youssif SamiDocument17 pagini1) Anusha A/P Nagaih 2) Melinda Mallini A/P Loudersamy 3) Sangeetha A/P Balaram 4) Vinohthinii A/P R Tamilselvan 5) Youssif Samitashh raoÎncă nu există evaluări
- Stuck Pipe PreventionDocument20 paginiStuck Pipe PreventionDavid Ortega100% (1)
- Completion EngineeringDocument44 paginiCompletion EngineeringFa TehÎncă nu există evaluări
- Liner Running, Setting & Cementing ProceduresDocument43 paginiLiner Running, Setting & Cementing Proceduresarez muhammedÎncă nu există evaluări
- Formation Pressure For Well DesignDocument20 paginiFormation Pressure For Well DesignadeniyiÎncă nu există evaluări
- Drilling With Casing Promises Major BenefitsDocument12 paginiDrilling With Casing Promises Major BenefitsRaul Alberto Miranda LoayzaÎncă nu există evaluări
- Open Hole Side TrackingDocument8 paginiOpen Hole Side Trackingmyounis82Încă nu există evaluări
- Reference Guide: Directional DrillingDocument67 paginiReference Guide: Directional DrillingRakhmad HanifÎncă nu există evaluări
- Stuck Pipe PreventionDocument64 paginiStuck Pipe PreventionmmbatainehÎncă nu există evaluări
- Kick-Off Techniques: Hassan AlemiDocument52 paginiKick-Off Techniques: Hassan Alemimagoankit50% (2)
- Documents - MX How To Run and Cement Liners Part 1.PDFDocument6 paginiDocuments - MX How To Run and Cement Liners Part 1.PDFKhaledFekairÎncă nu există evaluări
- SPE-143623-MS-Torque and Drag Software Model Comparison Impact On Application and Calibration of Field DataDocument11 paginiSPE-143623-MS-Torque and Drag Software Model Comparison Impact On Application and Calibration of Field DataHassaanAhmedÎncă nu există evaluări
- Pipe StickingDocument21 paginiPipe StickingMarco100% (1)
- 01-Section 02 Drilling Fluids Functions PDFDocument11 pagini01-Section 02 Drilling Fluids Functions PDFLazharÎncă nu există evaluări
- 15 Fishing ToolsDocument15 pagini15 Fishing ToolsRizki RamadhanÎncă nu există evaluări
- Section 08 - Tripping & Backreaming PracticesDocument70 paginiSection 08 - Tripping & Backreaming PracticesMohamed Ahmed AlyÎncă nu există evaluări
- Special Problems During DrillingDocument60 paginiSpecial Problems During DrillingDanian PrimasatryaÎncă nu există evaluări
- OMNI Roller ReamerDocument2 paginiOMNI Roller ReamerCaptain NematollahiÎncă nu există evaluări
- Drilling Supervisor: Passbooks Study GuideDe la EverandDrilling Supervisor: Passbooks Study GuideÎncă nu există evaluări
- Measurement While Drilling: Signal Analysis, Optimization and DesignDe la EverandMeasurement While Drilling: Signal Analysis, Optimization and DesignÎncă nu există evaluări
- Formulas and Calculations for Drilling OperationsDe la EverandFormulas and Calculations for Drilling OperationsÎncă nu există evaluări
- Fundamentals and Applications of Bionic Drilling FluidsDe la EverandFundamentals and Applications of Bionic Drilling FluidsÎncă nu există evaluări
- Wave Propagation in Drilling, Well Logging and Reservoir ApplicationsDe la EverandWave Propagation in Drilling, Well Logging and Reservoir ApplicationsÎncă nu există evaluări
- Applied Gaseous Fluid Drilling Engineering: Design and Field Case StudiesDe la EverandApplied Gaseous Fluid Drilling Engineering: Design and Field Case StudiesÎncă nu există evaluări
- Tap Drill CalculatorDocument1 paginăTap Drill CalculatorSasan AbbasiÎncă nu există evaluări
- Assistant Barge Supervisor 9-16-04Document3 paginiAssistant Barge Supervisor 9-16-04Sasan AbbasiÎncă nu există evaluări
- LaMOT RD CatalogDocument20 paginiLaMOT RD CatalogSasan Abbasi0% (1)
- Logan Welded Cup Junk SubsDocument2 paginiLogan Welded Cup Junk SubsSasan AbbasiÎncă nu există evaluări
- 77 3001 TypeDDocument8 pagini77 3001 TypeDSasan AbbasiÎncă nu există evaluări
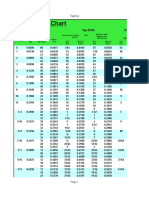
- Drill and Tap Chart: Screw Size Tap Drills Clearance Hole DrillsDocument7 paginiDrill and Tap Chart: Screw Size Tap Drills Clearance Hole DrillsSasan AbbasiÎncă nu există evaluări
- 1930PA enDocument1 pagină1930PA enSasan Abbasi100% (1)
- Guide To Contamination StandardsDocument8 paginiGuide To Contamination StandardsCarlos MejíaÎncă nu există evaluări
- oEeufSNWgZLzvE3jPkfBFeDfP PDFDocument30 paginioEeufSNWgZLzvE3jPkfBFeDfP PDFSasan AbbasiÎncă nu există evaluări
- Corrosion AllowanceDocument35 paginiCorrosion AllowanceReni Mutiara Sari50% (2)
- Guide To Contamination StandardsDocument8 paginiGuide To Contamination StandardsCarlos MejíaÎncă nu există evaluări
- oEeufSNWgZLzvE3jPkfBFeDfP PDFDocument30 paginioEeufSNWgZLzvE3jPkfBFeDfP PDFSasan AbbasiÎncă nu există evaluări
- oEeufSNWgZLzvE3jPkfBFeDfP PDFDocument30 paginioEeufSNWgZLzvE3jPkfBFeDfP PDFSasan AbbasiÎncă nu există evaluări
- Cylinder To Regulator AdaptorsDocument2 paginiCylinder To Regulator AdaptorsSasan AbbasiÎncă nu există evaluări
- Bit Breakers PDFDocument2 paginiBit Breakers PDFSasan AbbasiÎncă nu există evaluări
- Ifu 5902152 Emgy DSCNT DviceDocument12 paginiIfu 5902152 Emgy DSCNT DviceSasan AbbasiÎncă nu există evaluări
- (Highly Deviated and Horizontal Wells) : Pre-Recorded Sheet Keep This Data Sheet Current at All TimesDocument7 pagini(Highly Deviated and Horizontal Wells) : Pre-Recorded Sheet Keep This Data Sheet Current at All TimesSasan AbbasiÎncă nu există evaluări
- BOP Dimensions 13stackDocument3 paginiBOP Dimensions 13stackSasan AbbasiÎncă nu există evaluări
- Rig MoveDocument10 paginiRig MoveSasan AbbasiÎncă nu există evaluări
- Optimist Tuning GuideDocument9 paginiOptimist Tuning GuideSasan AbbasiÎncă nu există evaluări
- Hard Versus Soft Shut inDocument15 paginiHard Versus Soft Shut inAgus AlexandriÎncă nu există evaluări
- Bit Breakers PDFDocument2 paginiBit Breakers PDFSasan AbbasiÎncă nu există evaluări
- Pipe Racking System OJTDocument20 paginiPipe Racking System OJTDanang PrasetioÎncă nu există evaluări
- Bit Breakers PDFDocument2 paginiBit Breakers PDFSasan AbbasiÎncă nu există evaluări
- Draw WorksDocument32 paginiDraw WorksSasan AbbasiÎncă nu există evaluări
- 0080A-60.3118 PublicationDocument1 pagină0080A-60.3118 PublicationSasan AbbasiÎncă nu există evaluări
- U BOP Variable Bore Rams: BOP Size and Working Pressure (Psi) Pipe Size Range Ram Subassembly Ram Body Packer Top SealDocument1 paginăU BOP Variable Bore Rams: BOP Size and Working Pressure (Psi) Pipe Size Range Ram Subassembly Ram Body Packer Top SealSasan AbbasiÎncă nu există evaluări
- Imperial U.S. - SI/Metric - Mixed Units (Imperial and Metric)Document1 paginăImperial U.S. - SI/Metric - Mixed Units (Imperial and Metric)OSCAR BUSTOSÎncă nu există evaluări
- Diverter SDocument12 paginiDiverter SSasan AbbasiÎncă nu există evaluări
- 4 - Figures and Tables - Fluid FlowDocument22 pagini4 - Figures and Tables - Fluid FlowCarlosCD17Încă nu există evaluări
- Drill String Design 4.11Document23 paginiDrill String Design 4.11Ryan Tan Ping Yi100% (1)
- A 211Document1 paginăA 211AnuranjanÎncă nu există evaluări
- DS-1 VOL 3 - Drill Stem Inspection - Fifth Edition 2020 (012-013)Document2 paginiDS-1 VOL 3 - Drill Stem Inspection - Fifth Edition 2020 (012-013)DYLAN FELIPE RAMIREZ CORTES0% (1)
- Varco BJ Catalog - Rotary & Hoisting Tools - Parts & AssembliesDocument109 paginiVarco BJ Catalog - Rotary & Hoisting Tools - Parts & AssembliesSetyohdWÎncă nu există evaluări
- Oil & Gas - Essential Quiz QuestionsDocument12 paginiOil & Gas - Essential Quiz QuestionsPooja BiddappaÎncă nu există evaluări
- 1404 - Arctic DP 4 Pages - VfinalDocument4 pagini1404 - Arctic DP 4 Pages - Vfinalsajithv78Încă nu există evaluări
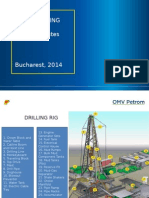
- List of Components of Oil Drilling RigsDocument7 paginiList of Components of Oil Drilling RigsJennifer Màrtin100% (5)
- Trispiral XT39Document1 paginăTrispiral XT39Cerón Niño SantiagoÎncă nu există evaluări
- Technical Specifications New Premium 5" OD Drill Pipe, S-135, NC-50 Conn'sDocument2 paginiTechnical Specifications New Premium 5" OD Drill Pipe, S-135, NC-50 Conn'sمحمد المحموديÎncă nu există evaluări
- Sec 1Document20 paginiSec 1vanthodcÎncă nu există evaluări
- Arun CV PDFDocument5 paginiArun CV PDFArun SidharthÎncă nu există evaluări
- Catatan Bab 1 (1.5-1.10)Document12 paginiCatatan Bab 1 (1.5-1.10)Aulia RamadhanÎncă nu există evaluări
- DRILLING RIG & EquipmentDocument74 paginiDRILLING RIG & Equipmentbratugeorgealin71% (7)
- Steel Drill Collars: Quality Control and Ultrasonic Inspection Precision BoringDocument19 paginiSteel Drill Collars: Quality Control and Ultrasonic Inspection Precision BoringAshba13Încă nu există evaluări
- 5.5 Inch 24.70 VX54 6625 4000 2 (Landing String)Document2 pagini5.5 Inch 24.70 VX54 6625 4000 2 (Landing String)humberto Nascimento100% (1)
- Drillpipe 3.500 G 105 2.438 ID 15.5ppf NC38Document1 paginăDrillpipe 3.500 G 105 2.438 ID 15.5ppf NC38german131418Încă nu există evaluări
- 5.500 s135 FH DSTJ Drill Pipe Rental Saltire EnergyDocument3 pagini5.500 s135 FH DSTJ Drill Pipe Rental Saltire EnergyDefi Jodi PermanaÎncă nu există evaluări
- HT and XT Running and Handling SeminarDocument38 paginiHT and XT Running and Handling SeminarNhoj AicragÎncă nu există evaluări
- For Reference Only: Drill Pipe Performance Characteristics ©Document3 paginiFor Reference Only: Drill Pipe Performance Characteristics ©alekz89Încă nu există evaluări
- TEMA 5 - Columna de Perf. 1Document40 paginiTEMA 5 - Columna de Perf. 1rafael0j0moreno0rÎncă nu există evaluări
- 3 Drilling Fluid Volumes - SPDocument25 pagini3 Drilling Fluid Volumes - SPmaria del pilar GuevaraÎncă nu există evaluări
- 5.5in Hwdp Ht55质量文件包裹模板Document20 pagini5.5in Hwdp Ht55质量文件包裹模板zhaibo666Încă nu există evaluări
- NS 1 Specification Numbers NS1 A4Document3 paginiNS 1 Specification Numbers NS1 A4islam atifÎncă nu există evaluări
- WS41-53 DPPSDocument3 paginiWS41-53 DPPSRocard NgomaÎncă nu există evaluări
- MI Plan For NDC Expected Order Date 05-06-2018 Rev 1 With VF50 - String 3Document29 paginiMI Plan For NDC Expected Order Date 05-06-2018 Rev 1 With VF50 - String 3EduardÎncă nu există evaluări
- TTRD Og CCS PDFDocument102 paginiTTRD Og CCS PDFJan Arild SkappelÎncă nu există evaluări
- Surge and Swab Pressure: Select CriteriaDocument2 paginiSurge and Swab Pressure: Select CriteriaSyed IrtazaÎncă nu există evaluări
- Spe 128129 MSDocument13 paginiSpe 128129 MSmohamedabbas_us3813Încă nu există evaluări
- Performance Sheet Drill Pipe: Pipe Body: Tubular AssemblyDocument2 paginiPerformance Sheet Drill Pipe: Pipe Body: Tubular AssemblyGarcia C L AlbertoÎncă nu există evaluări
- A Guide To Successful Backreaming - Real-Time Case Histories) - SPE-116555-PA-PDocument12 paginiA Guide To Successful Backreaming - Real-Time Case Histories) - SPE-116555-PA-PReginaldo de SousaÎncă nu există evaluări