S-ar putea să vă placă și
- FLooding FactorDocument20 paginiFLooding FactorHoàng Minh ÁiÎncă nu există evaluări
- Aspen Exchanger Design and Rating Shell & Tube V8.8: Overall PerformanceDocument1 paginăAspen Exchanger Design and Rating Shell & Tube V8.8: Overall PerformanceHoàng Minh ÁiÎncă nu există evaluări
- Script File To Calculate The Fugacity of A Mixture Based On TheDocument5 paginiScript File To Calculate The Fugacity of A Mixture Based On TheHoàng Minh ÁiÎncă nu există evaluări
- 4.1 16163070-BOM - 01 CommentedDocument3 pagini4.1 16163070-BOM - 01 CommentedHoàng Minh ÁiÎncă nu există evaluări
- CLCDocument3 paginiCLCHoàng Minh ÁiÎncă nu există evaluări
- Aspen Exchanger Design and Rating Shell & Tube V8.8: Overall PerformanceDocument1 paginăAspen Exchanger Design and Rating Shell & Tube V8.8: Overall PerformanceHoàng Minh ÁiÎncă nu există evaluări
- HFHFDocument37 paginiHFHFHoàng Minh ÁiÎncă nu există evaluări
- Info RASCHIG Super Ring 250Document24 paginiInfo RASCHIG Super Ring 250Hoàng Minh ÁiÎncă nu există evaluări
- FLoodingDocument17 paginiFLoodingHoàng Minh ÁiÎncă nu există evaluări
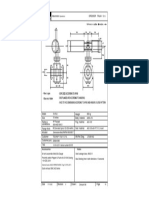
- E5006 ModelDocument1 paginăE5006 ModelHoàng Minh ÁiÎncă nu există evaluări
- FLoodingDocument4 paginiFLoodingHoàng Minh ÁiÎncă nu există evaluări
- 02APCOVDocument48 pagini02APCOVHoàng Minh ÁiÎncă nu există evaluări
- 20/01/2018 17:43 MATLAB Command Window 1 of 1Document1 pagină20/01/2018 17:43 MATLAB Command Window 1 of 1Hoàng Minh ÁiÎncă nu există evaluări
- BVBVDocument67 paginiBVBVHoàng Minh ÁiÎncă nu există evaluări
- Optimized Gas Treating, Inc PDFDocument1 paginăOptimized Gas Treating, Inc PDFHoàng Minh ÁiÎncă nu există evaluări
- Dresser Italia S.R.L.: MasoneilanDocument1 paginăDresser Italia S.R.L.: MasoneilanHoàng Minh ÁiÎncă nu există evaluări
- NCNCDocument2 paginiNCNCHoàng Minh ÁiÎncă nu există evaluări
- READMEDocument4 paginiREADMEHoàng Minh ÁiÎncă nu există evaluări
- EML PumpDocument6 paginiEML PumpJordan Alejandro CoronaÎncă nu există evaluări
- GDGDFDocument8 paginiGDGDFHoàng Minh ÁiÎncă nu există evaluări
- Optimized Gas Treating, IncDocument1 paginăOptimized Gas Treating, IncHoàng Minh ÁiÎncă nu există evaluări
- Profit Controller Design Considerations: Process SolutionsDocument41 paginiProfit Controller Design Considerations: Process SolutionsHoàng Minh ÁiÎncă nu există evaluări
- 03RMPCODocument58 pagini03RMPCOHoàng Minh ÁiÎncă nu există evaluări
- Dresser Italia S.R.L.: MasoneilanDocument1 paginăDresser Italia S.R.L.: MasoneilanHoàng Minh ÁiÎncă nu există evaluări
- GPSADocument13 paginiGPSAMuhammadÎncă nu există evaluări
- Find The Best Licensing Option For Your Business - WangDocument36 paginiFind The Best Licensing Option For Your Business - WangHoàng Minh ÁiÎncă nu există evaluări
- Profit Controller - Implementation Course 4516: Process SolutionsDocument5 paginiProfit Controller - Implementation Course 4516: Process SolutionsHoàng Minh ÁiÎncă nu există evaluări
- Seal 1Document6 paginiSeal 1Hoàng Minh ÁiÎncă nu există evaluări
- Ese 00528 enDocument36 paginiEse 00528 enHoàng Minh ÁiÎncă nu există evaluări
- Api ListDocument2 paginiApi ListHoàng Minh Ái50% (2)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (73)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (120)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- Comprehensive Soup ProjectDocument98 paginiComprehensive Soup ProjectSachin Soni63% (8)
- Park Ch. 1 - A1000 - Spring13Document21 paginiPark Ch. 1 - A1000 - Spring13lingyeeÎncă nu există evaluări
- Calamity and Disaster Preparedness Chapter IXDocument34 paginiCalamity and Disaster Preparedness Chapter IXANGEL ALBERTÎncă nu există evaluări
- Commented (JPF1) : - The Latter Accused That Rizal HasDocument3 paginiCommented (JPF1) : - The Latter Accused That Rizal HasLor100% (1)
- Rodents and Sectional Title ComplexDocument2 paginiRodents and Sectional Title ComplexFredSmith777Încă nu există evaluări
- OSCE Pediatric Dentistry Lecture-AnswersDocument40 paginiOSCE Pediatric Dentistry Lecture-AnswersR MÎncă nu există evaluări
- Recovery in TrainingDocument7 paginiRecovery in TrainingAnonymous 92hWDcÎncă nu există evaluări
- Practical Approach To Electron Beam Dosimetry at Extended SSDDocument10 paginiPractical Approach To Electron Beam Dosimetry at Extended SSDAhmet Kürşat ÖzkanÎncă nu există evaluări
- NOTIFIER ERCES-Bi-Directional Amplifier Systems (BDA) Webinar 6-4-2019Document50 paginiNOTIFIER ERCES-Bi-Directional Amplifier Systems (BDA) Webinar 6-4-2019culeros1Încă nu există evaluări
- Facebow Tech Spec Gen LRDocument1 paginăFacebow Tech Spec Gen LRrojÎncă nu există evaluări
- Profometer 5brochureDocument2 paginiProfometer 5brochureLKBB Fakultas TeknikÎncă nu există evaluări
- Technical Reference For Water Conservation in Cooling TowersDocument41 paginiTechnical Reference For Water Conservation in Cooling TowersDorn GalamarÎncă nu există evaluări
- Tara FeminismDocument3 paginiTara FeminismDushyant Nimavat100% (1)
- Indian MaDocument1 paginăIndian MaAnass LyamaniÎncă nu există evaluări
- B 700 FDocument25 paginiB 700 FMohammed HdyliÎncă nu există evaluări
- SM Electrical Guidelines: General Notes:: Site HereDocument1 paginăSM Electrical Guidelines: General Notes:: Site HereNathaniel DreuÎncă nu există evaluări
- Ship Captain's Medical Guide - 22nd EdDocument224 paginiShip Captain's Medical Guide - 22nd EdcelmailenesÎncă nu există evaluări
- I. Choose The Meaning of The Underlined Words Using Context CluesDocument4 paginiI. Choose The Meaning of The Underlined Words Using Context CluesMikko GomezÎncă nu există evaluări
- Pulverizers: By: G. RamachandranDocument140 paginiPulverizers: By: G. Ramachandranshivshankar prajapatiÎncă nu există evaluări
- Marine Turtle Survey Along The Sindh CoastDocument106 paginiMarine Turtle Survey Along The Sindh CoastSyed Najam Khurshid100% (1)
- Mercury II 5000 Series Encoders: High Performance Encoders With Digital OutputDocument21 paginiMercury II 5000 Series Encoders: High Performance Encoders With Digital OutputRatnesh BafnaÎncă nu există evaluări
- Les Essences D'amelie BrochureDocument8 paginiLes Essences D'amelie BrochuresayonarasÎncă nu există evaluări
- WAUZZZ8K0BA159120Document10 paginiWAUZZZ8K0BA159120Vedad VedaddÎncă nu există evaluări
- Switching Power Supply Design: A Concise Practical Handbook: February 2022Document5 paginiSwitching Power Supply Design: A Concise Practical Handbook: February 2022Juan Gil RocaÎncă nu există evaluări
- Hazard Risk Assessment of Roof of The Mazanine Floor..Document15 paginiHazard Risk Assessment of Roof of The Mazanine Floor..Akhtar BahramÎncă nu există evaluări
- Tom Kenyon - ImmunityDocument9 paginiTom Kenyon - ImmunityDren Hoti100% (2)
- Crew Resource Management Phil O'DonnellDocument39 paginiCrew Resource Management Phil O'DonnellMostafaÎncă nu există evaluări
- LabExercise2 PoriferaDocument13 paginiLabExercise2 PoriferaMarvin I. Delos SantosÎncă nu există evaluări
- 50-Article Text-116-1-10-20191113Document6 pagini50-Article Text-116-1-10-20191113Annisa FauziahÎncă nu există evaluări
- Msds M-Toluoyl ChlorideDocument4 paginiMsds M-Toluoyl ChloridecrisÎncă nu există evaluări