S-ar putea să vă placă și
- Manual Software FastCamDocument33 paginiManual Software FastCamEDISON ESCALANTE VILCA100% (2)
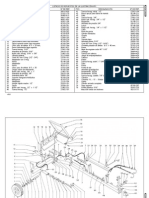
- Despiece Compresor Aire MK-103Document2 paginiDespiece Compresor Aire MK-103REINALDO GONZALEZ100% (2)
- Manual Fast CamDocument290 paginiManual Fast Camf_a_k100% (1)
- Manual Calibración WipsDocument40 paginiManual Calibración WipsJulioRomero100% (1)
- Medicion Del Calado AxialDocument12 paginiMedicion Del Calado AxialSthiden Sanabria ChaconÎncă nu există evaluări
- Lamina NegraDocument5 paginiLamina NegraVladimirÎncă nu există evaluări
- Acero F36Document3 paginiAcero F36usetrelewÎncă nu există evaluări
- ANTIDESGASTsolucionaldesgaste PDFDocument40 paginiANTIDESGASTsolucionaldesgaste PDFLeonardo SarriaÎncă nu există evaluări
- ChaveterosDocument1 paginăChaveterospitcabÎncă nu există evaluări
- FastCAM SPANISH PDFDocument290 paginiFastCAM SPANISH PDFPablo AndresÎncă nu există evaluări
- Codigos CNC Centroid.Document15 paginiCodigos CNC Centroid.LuisAngelPerez67% (3)
- Picador ADocument34 paginiPicador AVictor FriasÎncă nu există evaluări
- IE 11250 220M NEO NEXT Manual ColorDocument24 paginiIE 11250 220M NEO NEXT Manual ColorEfi Junin MotosÎncă nu există evaluări
- Fastnest SpanishDocument143 paginiFastnest SpanishJaime Fernando Dávalos CastellónÎncă nu există evaluări
- Acoplamientos RUPEXDocument24 paginiAcoplamientos RUPEXpablodugalÎncă nu există evaluări
- Especificaciones Torno UratsaDocument2 paginiEspecificaciones Torno UratsaMauri RangelÎncă nu există evaluări
- Autotrack 1200-4Document1 paginăAutotrack 1200-4Osvaldo LópezÎncă nu există evaluări
- Acotado de Un Eje Segun Su Proceso de MecanizadoDocument7 paginiAcotado de Un Eje Segun Su Proceso de MecanizadoDiego CorreaÎncă nu există evaluări
- Manual Mantenimiento Preventivo PDFDocument92 paginiManual Mantenimiento Preventivo PDFDalma De La CruzÎncă nu există evaluări
- CNC-Programación Manual en Control FANUC Oi Mate Tc.Document10 paginiCNC-Programación Manual en Control FANUC Oi Mate Tc.Smah Hams M100% (1)
- Catalogo MitsubishiDocument138 paginiCatalogo MitsubishiGabo García GranizoÎncă nu există evaluări
- Manual EsDocument51 paginiManual EsMario Alfaro Cano100% (1)
- Manual de Fecha Fabricacion RodamientosDocument3 paginiManual de Fecha Fabricacion RodamientosDavid Ricardo Concha ZeaÎncă nu există evaluări
- Ejercicio de MacrosDocument5 paginiEjercicio de MacrosJULIAN DAVID BALANTA CASTROÎncă nu există evaluări
- MB 1700 Manual de Operacion PDFDocument56 paginiMB 1700 Manual de Operacion PDFerickÎncă nu există evaluări
- Oleohidraulica 1Document103 paginiOleohidraulica 1jorgekichi100% (1)
- Torno Manual INGLESDocument140 paginiTorno Manual INGLESMetalurgica Aparicio100% (1)
- Buje "QD"Document8 paginiBuje "QD"ToCaronte0% (1)
- 2014-08 - Reporte de END - Eje CHancadora HP500 - Minera CondestableDocument10 pagini2014-08 - Reporte de END - Eje CHancadora HP500 - Minera CondestablecesarÎncă nu există evaluări
- Catalogo NOLLMANNDocument50 paginiCatalogo NOLLMANNmirco10% (1)
- Micro PittingDocument2 paginiMicro PittingOscar ZeladaÎncă nu există evaluări
- Manual Del Propietario A20 v02 CCDocument970 paginiManual Del Propietario A20 v02 CCSergioÎncă nu există evaluări
- Rod IlloDocument13 paginiRod IlloBryan RomeroÎncă nu există evaluări
- Poleas DucasseDocument23 paginiPoleas DucasseGLADYSÎncă nu există evaluări
- 96-8750 Spanish Lathe APDocument364 pagini96-8750 Spanish Lathe APPepe Hdz100% (1)
- Manual MM 252Document24 paginiManual MM 252Noe Eulalio Torres PadillaÎncă nu există evaluări
- WWW OlympianpowerDocument13 paginiWWW OlympianpowerGustavo TecheiraÎncă nu există evaluări
- CNC 8055 T. Solución de Errores. Ref.1507Document100 paginiCNC 8055 T. Solución de Errores. Ref.1507Frank Ortolá SoriaÎncă nu există evaluări
- Maquinas CizallaDocument71 paginiMaquinas CizallaPedro pérezÎncă nu există evaluări
- 7 Mantenimiento de Bombas - Robert Te Lintelo - YamadaDocument35 pagini7 Mantenimiento de Bombas - Robert Te Lintelo - YamadaJuan Pablo100% (1)
- Cabezal Procesadora H424Document191 paginiCabezal Procesadora H424Maquina G100% (1)
- Listado Serv Publ SCT Septiembre 2022 Completo PDFDocument25 paginiListado Serv Publ SCT Septiembre 2022 Completo PDFRené MedelÎncă nu există evaluări
- ST Electric Shoe Brake Manual - SpanishDocument53 paginiST Electric Shoe Brake Manual - SpanishJose FernandezÎncă nu există evaluări
- Diseñor de Maquinaria Agricola en Solidworks PDFDocument156 paginiDiseñor de Maquinaria Agricola en Solidworks PDFfernando100% (1)
- Brocas para MachuelosDocument1 paginăBrocas para MachuelosRicardoRivasÎncă nu există evaluări
- 06-Correas Trapeciales GoodyearDocument23 pagini06-Correas Trapeciales GoodyearJose Manuel Turanzas PellicoÎncă nu există evaluări
- Montaje y Desmontaje Reductor Con Anillo de Contraccion SewDocument2 paginiMontaje y Desmontaje Reductor Con Anillo de Contraccion SewchallapixÎncă nu există evaluări
- Manual Compresor TraducidoDocument28 paginiManual Compresor TraducidoAgustin DakerÎncă nu există evaluări
- Manual Reducido Fastcam ManilecDocument20 paginiManual Reducido Fastcam ManilecRoberto MedinaÎncă nu există evaluări
- Guia de MasterCam - Irving Camacho - MyPFDocument19 paginiGuia de MasterCam - Irving Camacho - MyPFIrving CamachoÎncă nu există evaluări
- Práctica 11 Torno CNCDocument22 paginiPráctica 11 Torno CNCJosecarlos GomezmancillaÎncă nu există evaluări
- 15 Problemas Diversos Con SolucionesDocument15 pagini15 Problemas Diversos Con SolucionesPilar García SímbalaÎncă nu există evaluări
- Torno CNCDocument7 paginiTorno CNChunt191Încă nu există evaluări
- Guia Fresado MCAM2018Document25 paginiGuia Fresado MCAM2018Juan Carlos BurgosÎncă nu există evaluări
- PRAC3Document10 paginiPRAC3Oscar GaliciaÎncă nu există evaluări
- ASYCamDocument11 paginiASYCamMarianoÎncă nu există evaluări
- Cuestionario 2 Manufactura AvanzadaDocument7 paginiCuestionario 2 Manufactura AvanzadaJABGE FANÎncă nu există evaluări
- Manual de Programacion en Sinumerik 802sDocument14 paginiManual de Programacion en Sinumerik 802sMarques RodriguezÎncă nu există evaluări
- Práctica 2. Procesos de Corte de Materiales UNAMDocument8 paginiPráctica 2. Procesos de Corte de Materiales UNAMAlejandro Garcia PerezÎncă nu există evaluări
- Practica Toolpaths TornoDocument4 paginiPractica Toolpaths TornoAntonio SantoyoÎncă nu există evaluări
- Tienda de RegalosDocument31 paginiTienda de RegalosLau Espinosa100% (1)
- Documento Formal de RequerimientosDocument13 paginiDocumento Formal de RequerimientosDaniel Alvarez HernandezÎncă nu există evaluări
- Algoritmo AriesDocument6 paginiAlgoritmo AriesgelopasÎncă nu există evaluări
- CV Steve Junnior Covos VillarDocument5 paginiCV Steve Junnior Covos VillarGrupo Agunsa0% (1)
- Taller Desarrollo de Software EducativoDocument44 paginiTaller Desarrollo de Software EducativoBravo Darwin RodrigoÎncă nu există evaluări
- Ccs Arreglos y Manejo de PuertosDocument40 paginiCcs Arreglos y Manejo de PuertosMario Andres Caceres Nocera100% (1)
- Tarea Académica 1-ContratacionesDocument2 paginiTarea Académica 1-ContratacionesJohanita EscobedoÎncă nu există evaluări
- Como Auditar Los Procesos de La Alta Direccion RevDocument2 paginiComo Auditar Los Procesos de La Alta Direccion RevPaola CalderonÎncă nu există evaluări
- EJERCICIOS de Estructuras Lógicas REPETITIVASDocument32 paginiEJERCICIOS de Estructuras Lógicas REPETITIVASHJDGYF63% (71)
- SGSST.F.52 REGISTRO DE ENTREGA RIT Trujillo NovDocument1 paginăSGSST.F.52 REGISTRO DE ENTREGA RIT Trujillo NovCesar Agusto Cisneros CordovaÎncă nu există evaluări
- Plan de Gestión de CalidadDocument5 paginiPlan de Gestión de CalidadJhonatan Gustavo Miranda Higinio100% (2)
- Forma Exponencial de Un Número ComplejoDocument11 paginiForma Exponencial de Un Número ComplejoK'anchaq RamArÎncă nu există evaluări
- Revista Electrónica y Servicio No. 171Document52 paginiRevista Electrónica y Servicio No. 171felorozco100% (4)
- CPC 100 Ordering Information ESPDocument29 paginiCPC 100 Ordering Information ESPhdariotzÎncă nu există evaluări
- Tarea 6. Latch y FlancosDocument9 paginiTarea 6. Latch y FlancosAngel Osvaldo Richard peñaÎncă nu există evaluări
- Algoritmo Ida 8puzzleDocument2 paginiAlgoritmo Ida 8puzzlesonia araujoÎncă nu există evaluări
- Actividad 4 Servicio Al ClienteDocument2 paginiActividad 4 Servicio Al ClienteHENRY VELEZ100% (1)
- Mecánica IDocument2 paginiMecánica IValeriaÎncă nu există evaluări
- Declaración de Aplicabilidad - SOA - FNGDocument8 paginiDeclaración de Aplicabilidad - SOA - FNGDaniel BernalÎncă nu există evaluări
- Articulo Cientifico CompiladoresDocument3 paginiArticulo Cientifico CompiladoresJorge Antonio Linares VeraÎncă nu există evaluări
- Definición y Concepto de Base de Datos, Solange Silva MelendezDocument13 paginiDefinición y Concepto de Base de Datos, Solange Silva Melendez090427jÎncă nu există evaluări
- Seguridad en SQL Server 2000 30052004Document6 paginiSeguridad en SQL Server 2000 30052004Samuel MayÎncă nu există evaluări
- Taller Turnitin-Pedro GuzmanDocument48 paginiTaller Turnitin-Pedro Guzmanabel100% (3)
- Diseño de Un Sistema de Seguimiento Solar de Un EjeDocument4 paginiDiseño de Un Sistema de Seguimiento Solar de Un EjeFidel Trejo OrozcoÎncă nu există evaluări
- Talleres de Cisco CCNA1 - Cálculo de Subredes IPv4 9.1.4Document10 paginiTalleres de Cisco CCNA1 - Cálculo de Subredes IPv4 9.1.4Anibal VegaÎncă nu există evaluări
- Aplicaciones de Las Propiedades Matriciales A Una Matriz de 4x4Document8 paginiAplicaciones de Las Propiedades Matriciales A Una Matriz de 4x4Peter ArguetaÎncă nu există evaluări
- Paso 3 Resumen EjecutivoDocument12 paginiPaso 3 Resumen EjecutivoByron GutierrezÎncă nu există evaluări
- Iniciacion de La Estadistica Maira MancillaDocument10 paginiIniciacion de La Estadistica Maira Mancillamaira mancillaÎncă nu există evaluări
- Ccna 1 Chapter 7 v5 RespuestasDocument8 paginiCcna 1 Chapter 7 v5 RespuestasAPPS , LIBROS , JUEGOS ETCÎncă nu există evaluări
- Scripts en Linux 01Document66 paginiScripts en Linux 01Mario RoblesÎncă nu există evaluări