S-ar putea să vă placă și
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- ContentDocument49 paginiContentJuri JurieÎncă nu există evaluări
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- UsbFix ReportDocument8 paginiUsbFix ReportJuri JurieÎncă nu există evaluări
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- The Components of ElevatorDocument12 paginiThe Components of ElevatorJuri JurieÎncă nu există evaluări
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Graph LabDocument3 paginiGraph LabJuri JurieÎncă nu există evaluări
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- Components of ElevatorDocument3 paginiComponents of ElevatorJuri JurieÎncă nu există evaluări
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (400)
- Essay Assignment-Part PayaDocument15 paginiEssay Assignment-Part PayaJuri JurieÎncă nu există evaluări
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- Simulation ThirdwaveDocument3 paginiSimulation ThirdwaveJuri JurieÎncă nu există evaluări
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- O F O M C: N The Undamentals of Rthogonal Etal UttingDocument1 paginăO F O M C: N The Undamentals of Rthogonal Etal UttingJuri JurieÎncă nu există evaluări
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- Attaway Cecil R 196812 PHD 256450 PDFDocument192 paginiAttaway Cecil R 196812 PHD 256450 PDFJuri JurieÎncă nu există evaluări
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (74)
- Attaway Cecil R 196812 PHD 256450 PDFDocument192 paginiAttaway Cecil R 196812 PHD 256450 PDFJuri JurieÎncă nu există evaluări
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- Determination of Temperature Distribution in The Cutting Zone PDFDocument8 paginiDetermination of Temperature Distribution in The Cutting Zone PDFJuri JurieÎncă nu există evaluări
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
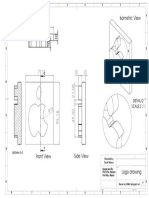
- Isometric View Top View: Detail D Scale 2: 1Document1 paginăIsometric View Top View: Detail D Scale 2: 1Juri JurieÎncă nu există evaluări
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- Analysis of Statically Determinate 2D Pin-Jointed Trusses: SyllabusDocument2 paginiAnalysis of Statically Determinate 2D Pin-Jointed Trusses: SyllabusilhammkaÎncă nu există evaluări
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- Venting Requirement According To Api 2000, Seventh Edition, Mar 2014Document5 paginiVenting Requirement According To Api 2000, Seventh Edition, Mar 2014sahirprojectsÎncă nu există evaluări
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (345)
- Grade 11 March Test 2024Document9 paginiGrade 11 March Test 2024happydayzdovely57Încă nu există evaluări
- PHY131 hw7Document5 paginiPHY131 hw7younghoon.jungÎncă nu există evaluări
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- Lecture 3 Buoyancy and StabilityDocument21 paginiLecture 3 Buoyancy and StabilityKokoy Mae Straw100% (1)
- UnderwaterDocument18 paginiUnderwaterusuariodocaceteÎncă nu există evaluări
- Modelling in Geotechnics - Script: Prof. Sarah SpringmanDocument175 paginiModelling in Geotechnics - Script: Prof. Sarah Springmanrathastore7991Încă nu există evaluări
- Influence Lines For Statically Determinate StructuresDocument196 paginiInfluence Lines For Statically Determinate StructuresMvg Net100% (1)
- Literature ReviewDocument29 paginiLiterature ReviewAzmil Fishol67% (3)
- P.A Hilton LTD Instruction Manual HTM25 Gear Train ApparatusDocument22 paginiP.A Hilton LTD Instruction Manual HTM25 Gear Train ApparatusAlex AndrangoÎncă nu există evaluări
- Functional Analysis of Tube Chain Conveyors. Part 1: General Design and Calculation PrinciplesDocument11 paginiFunctional Analysis of Tube Chain Conveyors. Part 1: General Design and Calculation PrinciplesHarish KumarÎncă nu există evaluări
- PLAXIS-3D Dam StabilityDocument20 paginiPLAXIS-3D Dam Stabilityjimmysatanco100% (1)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- Home Take Individual ExaminationDocument3 paginiHome Take Individual ExaminationTamrat GezahgneÎncă nu există evaluări
- SPT Correlation For Unit WeightDocument2 paginiSPT Correlation For Unit WeightBilly Otniel100% (5)
- Chemistry 21b Spectroscopy - Lecture # 5: Rotation of Polyatomic MoleculesDocument9 paginiChemistry 21b Spectroscopy - Lecture # 5: Rotation of Polyatomic MoleculesMddl2aÎncă nu există evaluări
- Metal Structure and Bonding in MaterialsDocument95 paginiMetal Structure and Bonding in MaterialsTeptep GonzalesÎncă nu există evaluări
- Chap5-3 - Sediment TransportDocument19 paginiChap5-3 - Sediment TransportDarya MemonÎncă nu există evaluări
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- Progress Report Week#9 UlubeluDocument6 paginiProgress Report Week#9 UlubelutiantaufikÎncă nu există evaluări
- NFEM Ch01 PDFDocument15 paginiNFEM Ch01 PDFmadhuÎncă nu există evaluări
- ShaftDocument8 paginiShaftshaafiqueÎncă nu există evaluări
- Physics Practice ProblemsDocument9 paginiPhysics Practice ProblemsreaÎncă nu există evaluări
- Lesson 5 332acDocument12 paginiLesson 5 332acSrinivasa Rao DÎncă nu există evaluări
- Control SystemsDocument96 paginiControl SystemsDr. Gollapalli NareshÎncă nu există evaluări
- AASHTO Designation T 298-99 (2010NDocument13 paginiAASHTO Designation T 298-99 (2010NMosa TalebiÎncă nu există evaluări
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- Examples 4Document18 paginiExamples 4Krisha Ann M. MendozaÎncă nu există evaluări
- Popcorn Relay Race: 1 Law of ThermodynamicsDocument2 paginiPopcorn Relay Race: 1 Law of ThermodynamicsJohn Osborne0% (1)
- Cooling BladesDocument35 paginiCooling BladesdbÎncă nu există evaluări
- FEM Box GirderDocument14 paginiFEM Box GirderShishir Kumar NayakÎncă nu există evaluări
- 1 Background - The 2D Distinct Element MethodDocument36 pagini1 Background - The 2D Distinct Element MethodRakshit MishraÎncă nu există evaluări
- Lab Report - CHM02 - CO3 - Virtual Lab - Determining Heat Capacity of A Calorimeter - Grp2Document7 paginiLab Report - CHM02 - CO3 - Virtual Lab - Determining Heat Capacity of A Calorimeter - Grp2Antonio AbanoÎncă nu există evaluări