IJSTE - International Journal of Science Technology & Engineering | Volume 2 | Issue 12 | June 2016
ISSN (online): 2349-784X
Abrasive Water Jet Machining - A Review on
Current Development
M. Rajyalakshmi
Assistant Professor
Department of Mechanical Engineering
PVP Siddhartha Institute of Technology, Vijayawada, Andhra
Pradesh
P. Suresh Babu
Principal
Department of Mechanical Engineering
Chalapathi Institute of Engineering and Technology, Lam,
Guntur, Andhra Pradesh, India
Abstract
Abrasive waterjet machining (AWJM) is one of the modern machining process for difficult to cut materials. It is an environment
friendly and relatively inexpensive process with reasonably high material removal rate. In all the machining processes the quality
of the work piece is depends on various design parameters. The process parameters which mainly affect the quality of cutting in
AWJM are Hydraulic pressure, traverse speed, stand-off distance, abrasive flow rate types of abrasive, etc., The quality
parameters considered in AWJM are Material Removal Rate (MRR), Surface Roughness (SR), Depth of Cut, kerf Characteristics
and Nozzle wear. Because of its varied advantages it is gaining more importance in recent time. Various statistical and modern
approaches are applied to optimize these process parameters to improve the performance characteristics. But most of the authors
considered common process parameters like hydraulic pressure, traverse speed, stand-off distance and abrasive flow rate. Other
parameters can also be considered for optimization, which influence the quality parameters. In the present paper an attempt is
made to review the research work carried out so far in the area of AWJM.
Keywords: AWJM, Process Parameters, Optimization
________________________________________________________________________________________________________
I.
INTRODUCTION
AWJM is a non-conventional machining process where material is removed by impact erosion of high pressure, high velocity of
water and mixed high velocity of abrasive grits on a work piece. Various benefits of AWJM made it as one of the modern
methods used in manufacturing industry for material processing. AWJM is widely used in the processing of materials such as
titanium, Inconel, steel, brass, aluminum, stone, glass and composites. As an advanced manufacturing technology, abrasive
waterjet (AWJ) cutting is being increasingly used in various industries. The operational aspects of AWJ machining consist of
polishing, drilling, turning, 3D machining and milling.
In recent years, a large amount of research has been carried out to understand the process and improve its performance. Being
a modern machining process, abrasive waterjet machining is yet to undergo sufficient perfection so that its fullest potential can
be obtained. In this paper a review on various research activities carried out in the past decade on AWJM is provided.
H. Hocheng et al. [1] discussed the feasibility of Abrasive water jet milling for Fiber reinforced plastics. They studied the
effect of process parameters on Material removal rate and surface roughness for single pass cutting using dimensional analysis
later extended the studies to multi pass cutting. D. Arola and Ramulu [2] used micro structural analysis and micro hardness
measurement to study the effect of material properties on surface integrity and texture. A macro geometrical cutting quality
evaluation of process factors for abrasive waterjet cutting is experimentally studied by Hloch et al. [20]. They obtained the level
quality as a function of the process parameters and regression equations by using analysis of variance (ANOVA). Zhu et al. [28]
found that, by using ductile erosion method, the precision surface machining can be carried out by AWJM with low pressure and
small erosion angle.
Pon Selvan et al. [43] considered surface roughness as a quality parameter. With design of experiments they set up the process
parameters for machining Aluminum. With experimentation they found that for good surface finish, more hydraulic pressure and
abrasive flow rate are required with low traverse speed and standoff distance. In turning with AWJ, the work piece is rotated
while the AWJ is traversed axially as well as radially to produce the required turned surface. Variation in local impact angle in
AWJ turning was discussed to predict the final diameter by Manu and Babu [25].Turning with abrasive waterjet has been
demonstrated as a viable process for difficult-to-machine materials by Fuat Kartal et al. [51]. Przemylaw [33] presented a new
method for the 3D sculpturing of various materials using a high pressure abrasive water jet. A mathematical model for shaping
the material, as well as the experimental testbed is proposed by him to test this novel approach. Metin Kk et al.[41] focused on
the surface roughness of AWJ cut surfaces and genetic expression programming (GEP) was proposed to predict surface
roughness in AWJ machining of 7075 Al alloy composites reinforced with Al2O3 particles. In the developed models,
characteristics of materials such as size and weight fraction of reinforcement particles, and depth of cut were considered as
model variables. The predicted results were compared with experimental results and found to be satisfactory. Many researchers
demonstrated the capability of AWJ technology for machining different types of materials by considering various combinations
of process parameters.
All rights reserved by www.ijste.org
428
Abrasive Water Jet Machining - A Review on Current Development
(IJSTE/ Volume 2 / Issue 12 / 078)
II. AWJM PROCESS FOR VARIOUS MATERIALS
Modern Composite Materials
Particle Reinforced Metal Matrix Composites (PRMMCs), Kevlar composite laminates and Polymer Matrix composites have
proved to be extremely difficult to machine using conventional manufacturing processes due to heavy tool wear. With
experimental investigations Wang [4] studied that AWJM is well suited for polymer matrix composites. Advanced machining
processes such as electro discharge machining, laser cutting and abrasive water jet (AWJ) machining techniques can also be used
for machining these composites. Muller et.al,[7] compared these processes and with experimentation they concluded that AWJ
cutting results in no thermal damage within the composite. Hybrid Taguchi method (TM) and Principal component analysis
(PCA) was used by Siddiqui et al.,[21] for assessing the AWJ machining performance by considering multiple quality
characteristics (MQC). The results are compared with experimental results and found satisfactory.
Advanced Ceramics Materials
Traditional machining processes are not suitable for processing of ceramics economically because of their high hardness and
strength. Hence, unconventional machining processes like lasers, ultrasonic machining, and electro discharge machining.
Although these processes have been successfully used for machining ceramics, each is associated with its own disadvantages.
Wang and Guo [11] presented a general guide for selection of cutting parameters for processing Alumina ceramic. Gulhane et
al.,[53] studied the effect of process parameters for machining hard and brittle materials like Ceramics using AWJM.
Granite
Owing to its unique characteristics, now a days granite has been widely used as dimensional stone in public and commercial
applications. The abrasive water jet (AWJ) is a new innovative tool for cutting rocks and rocklike materials. It can be used for
cutting, pre-weakening and drilling of rocks [55]. A hybrid approach is presented by Chakravarthy et al. [6] for cutting granite
economically with good efficiency of cut. The technology is a promising tool because of its distinctive features. These features
make the technology an environmentally friendly technique over other traditional cutting processes.
Glass
Glass products have applications in situations in which plastics and metals would fail and need to be part of designers repertoire.
Khan et.al [15] studied cutting of glass using various abrasive materials for effective cutting with AWJM. Fan et al. [27]
developed predictive mathematical models for the erosion rates in micro-hole drilling and micro-channel cutting on glasses with
an abrasive air jet. Ushasta Aich et al. [57] worked on two new approaches Simulated Annealing and Particle Swarm
Optimization for machining Boro silicate glass using AWJM. Initially two single objective optimization models are developed
for MRR and Depth of cut simultaneously. Experimental results obtained by machining Boro silicate glass using AWJ machining
are first modeled using statistical techniques and then verified using above evolutionary algorithms.
Alloys
Aluminum alloys and ferrous alloys are the materials which find many applications in modern industries. No. of researchers
studied the machining of those alloys using AWJM economically by optimizing the process parameters considering different
quality parameters. Asif Iqbal et al. [35] developed a full factorial design of experiments to investigate the effects of Various
process parameters upon three response variables, surface finish of cutting wear zone, percentage proportion of striation free
area, and maximum width of cut. Experimentations were conducted on two ductile materials AISI 4340 and Aluminum 2219. By
applying ANOVA it was found that different parameters are responsible for different quality parameters. Multi-criteria numerical
optimization was also performed in order to simultaneously optimize different combinations of performance measures. Dittrich
et al., [63] described the Machining of aluminum oxide Al2O3. A process design was being executed concerning productivity and
machining precision by using an analysis based on the method of the Design of Experiments (DoE).
III. MAJOR AREAS OF AWJM RESEARCH
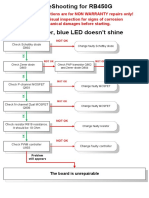
The efficiency of AWJM process depend on several parameters. They can be classified as Hydraulic, Abrasive, Work Material,
Nozzle, and cutting parameters as shown in fig.1.The AWJM research can be classified into two major areas namely AWJM
process modeling and optimization along with AWJM process monitoring and control.
AWJM process modeling and optimization
Modeling in AWJM helps us for understanding the complex process in a better way. Modeling studies are the scientific ways to
study and understand the system behaviors. The literature collected related to modeling and optimization of AWJM is mainly
based on statistical design of experiments (DOE) such as response surface method and Taguchi method. Few researchers
concentrated on modeling and optimization of AWJM through modern optimization techniques such as grey relational analysis
All rights reserved by www.ijste.org
429
Abrasive Water Jet Machining - A Review on Current Development
(IJSTE/ Volume 2 / Issue 12 / 078)
(GRA), genetic algorithm (GA), artificial neural network (ANN), fuzzy logic (FL), simulated annealing (SA), artificial bee
colony (ABC), etc.
Fig. 1: Classification of Process parameters influencing the AWJM
Different authors considered different parameters for their study but surface roughness, depth of cut, material removal rate,
kerf geometry and nozzle wear are often used as target parameters. The selection of suitable machining conditions for the AWJM
process is based on the analysis of various design parameters for different performance measures. The work carried out by
researchers on effects of combination of different process parameters on various quality parameters are discussed below.
Effect of the process parameters on surface roughness
M. A. Azmir et al. [12] calculated gray rational grade based on grey rational analysis to optimize the multiple performance
characteristics i.e., surface roughness at four different heights of a Kevlar composite laminate. To analyze the process parameters
such as hydraulic pressure, abrasive mass flow rate, standoff distance and traverse rate orthogonal array with grey rational
analysis is applied. The results thus obtained are validated through experimental results. Ahmet Hascalik et al. [14] studied the
effect of traverse speed on one of the difficult to cut materials Ti-6Al-4V alloy using AWJ machining by varying different speeds
60, 80, 120, 150, 200 and 250 mm/min to analyze surface geometry. The kerf geometries and micro structural features of the
machined surfaces are also studied and it is observed that jet traverse speed is significant parameter on surface texture. It is also
noticed that the kerf taper ratio and surface waviness increase with increasing traverse speed in chosen conditions. Experimental
study was carried by M.A. Azmir et al. [15] to assess the influence of process parameters on surface roughness in machining
glass fibre reinforced epoxy composites using abrasive water jet cutting. They developed an empirical model using Taguchis
method and ANOVA is used for optimizing the process parameters such as type of abrasive material, hydraulic pressure,
standoff distance and jet traverse rate. A mathematical model was also developed using piece wise linear regression to analyze
surface roughness in terms of process parameters.Azmir and Ahsan [23] studied effect of machining parameters such as abrasive
types, hydraulic pressure, standoff distance, abrasive flow rate, traverse rate and cutting orientation on surface roughness (Ra) by
using Taguchi's design of experiments and ANOVA for glass/epoxy composite laminate. Azlan mohd zan et al. [36] used two
modern approaches for verifying the effect of process parameters on surface roughness in machining AA 7075 Aluminum alloy
using AWJM. In this study five process parameters are analyzed for their effect on surface texture using Genetic algorithms and
simulated annealing. The experimental results are compared with regression analysis results and observed that the parameter
values suggested in these approaches are more relevant within the range of values obtained in experimentation.
Zohoor and Nourian [49] determined the effect of parameters on nozzle wear and its effect on surface roughness to develop
regression equations by using response surface methodology. Jurkovic et al., [47] conducted experimental research to find the
influence of process parameters on surface finish using orthogonal experiment plan and factorial design by machining two
different materials, stainless steel and aluminium alloy. Based on the obtained experimental results are compared with defined
mathematical models of surface roughness using different approaches and found satisfactory. Parmar et al., [58] discussed the
effect of process parameters on surface texture by machining three different materials. They modelled the parameters using
Taguchi and ANOVA. The experimental results were then compared with Minitab 16 at the end. Several researchers also work
on different parameters by using Taguchi method and regression analysis for the optimization of surface roughness on different
materials such as granite [6],AA7075Aluminum alloy [18].Modern evolution techniques like simulated annealing, Artificial
neural networks[32], Genetic Algorithms [5], cuckoo algorithm [50] are applied by various researchers to optimize the process
parameters. They have also compared the results with the actual machining and regression analysis.
Effect of the process parameters on depth of cut
Chakravarthy and Babu [5] presented a new approach, based on the principles of fuzzy logic and Genetic Algorithm (GA) for
selection of optimal process parameters in Abrasive Water Jet (AWJ) cutting of granite to any predetermined depth. Wang and
Guo [8] developed a semi-empirical model for predicting the depth of jet penetration in AWJ Machining of polymer matrix
composites by using full factorial experimental design. They showed that the model gives sufficient predictions and can also be
used for process planning. An experimental study of the depth of cut in multi pass abrasive waterjet (AWJ) cutting of alumina
ceramics with controlled nozzle oscillation has been presented using Taguchi method by Wang [13] and predictive models for
the depth of cut have been developed. He showed that the combined use of multi pass and nozzle oscillation cutting techniques
All rights reserved by www.ijste.org
430
Abrasive Water Jet Machining - A Review on Current Development
(IJSTE/ Volume 2 / Issue 12 / 078)
can significantly increase the depth of cut as compared to single pass cutting. ANN model combined with genetic algorithm
(GA), i.e. neuro-genetic approach, is proposed by Srinivasu and Babu [17] for prediction of depth of cut by considering the
diameter of focusing nozzle along with the controllable process parameters such as water pressure, abrasive flow rate, jet traverse
rate. A new predictive model for the depth of cut in abrasive waterjet (AWJ) was developed by Wang [24] for contouring of
alumina ceramics using a dimensional analysis technique. Experimental verification of the modal gave adequate predictions of
the cutting performance measure with about 1% average error. An experimental data set was used by Kolahan and Khajavi, [26]
to assess the influence of abrasive water jet (AWJ) process parameters on depth of cut in cutting 6063-T6 aluminum alloy.
Taguchi method and regression modeling were used in order to establish the relationships between input and output parameters.
The proposed model was embedded into a Simulated Annealing (SA) algorithm to optimize the AWJ process parameters.
Computational results prove the effectiveness of the proposed model and optimization procedure. Several authors also work on
the optimization of process parameters such as water pressure, nozzle traverse speed, abrasive flow rate, standoff distance and
abrasive size by using Taguchi method and regression analysis for various materials such as granite [37], Stainless steel [38] and
Cast Iron [39].
Effects of the process parameter on kerf geometry
Wang [3] presented an experimental investigation of the machinability and kerf characteristics of metal matrix composite sheets
under abrasive waterjet. He has developed regression equation for top kerf width and kerf taper angle in terms of water jet
pressure, nozzle traverse speed, standoff distance. Shanmugam et al., [22] investigated experimentally to minimize or eliminate
the kerf taper in AWJ cutting of alumina ceramics by using a kerf-taper compensation technique. They found that compensation
angle has more significant effect on kerf Taper. Srinivasu et al., [29] studied the influence of kinematic operating parameters on
the kerf geometry for machining complex shapes using AWJM. They analyzed kerf generation mechanism under multi-pass jet
erosion to get control over erosion depth in multi-pass machining and with experimentation they established a good basis for
developing strategies for controlled 3D AWJ machining of complex shapes. Shanmugam and Masood [31] presented an
investigation on the kerf taper angle generated by abrasive waterjet (AWJ) technique to machine two types of composites: epoxy
pre-impregnated graphite woven fabric and glass epoxy. For industrial application they have shown that the kerf taper can be
predicted and can be compensated during the design and process planning stage. ANN was applied by Vaxevanidis et al. [34] to
optimize the kerf geometry and surface roughness on transformation induced plasticity (TRIP) steel sheet. From the results they
observed that the proposed ANN model can satisfactorily predict the surface roughness and the mean kerf in AWJM. Karakurt et
al. [40] worked on effects of process parameters such as traverse speed, abrasive flow rate, standoff distance water pressure and
the material properties (i.e. textural properties) of the granites on the kerf angle by using Taguchi method. The most significant
process factors influencing the kerf angle of the granites have been statistically determined. Cosansu and Cogun [46] investigated
experimentally the cutting performance outputs (kerf taper angle) of colemanite powder as abrasive in abrasive waterjet cutting
(AWJC) with varying traverse rate and abrasive flow rate and compared it with the garnet for Al7075 material, marble, glass,
Ti6Al4V and a composite material. ANOVA is used to evaluate the data obtained to determine the significance of process
parameters on kerf characteristics by Vishal Gupta et al. [62]. The results revealed that the most significant factor affecting the
top kerf width, the kerf taper angle was the nozzle transverse speed.
Effect of the process parameters on material removal rate
Experimental results were analyzed using ANOVA to assess material removal rate (MRR) by Leeladhar Nagdeve et al. [44]
using Taguchi method for Aluminum. From the analysis it was observed that water pressure is the most significant factor on
MRR followed by standoff distance, abrasive flow rate and traverse rate. Aultrin et al., [45] presented a fuzzy logic based
modelling technique to optimize MRR and surface finish utilizing GA. The quality parameters are predicted for different
combinations of process parameters. Satyanarayana and Srikar [56] attempted Taguchi Grey Relational Analysis for multi
response optimization of MRR and Kerf Width simultaneously. Mahesh et al.[59] attempted Fuzzy Modelling with GA to
optimize the MRR by proper selection of process parameter in AWJM. They modelled the process parameters using fuzzy with
experimental data set to predict depth of cut, then it is embedded to GA to maximize the MRR. Zohourkari et al., [60]
investigated the effect of process parameters on MRR for AWJ turning. A five-level central composite rotatable experimental
design (CCRD) is used to find out the effects of parameters and their interaction is analyzed with ANOVA. The response
surfaces for MRR were obtained fitting a second-order polynomial function. The effect of five process parameters on MRR and
SR of the element named Copper Iron alloy which is cut by abrasive waterjet cutting machine was experimentally done and
analysed by Jai Aultrin et al. [61]. The process parameters were modelled using response surface methodology, it was found that
water pressure, abrasive flow rate, orifice diameter, nozzle diameter and standoff distance have significant effect on the MRR
and SR.
Effect of the process parameters on nozzle wear
Nozzle wear in the abrasive water jet environment is affected by nozzle geometric and material parameters as well as AWJ
system parameters. Nanduri et al. [9] studied the phenomenon of nozzle wear in the abrasive waterjet environment. The effect of
nozzle geometry such as bore eccentricity, nozzle length, inlet depth, inlet angle and nozzle diameters on wear have been
investigated. Experimental studies carried out by Jegaraj and Babu [16] to investigate the influence of orifice and focusing tube
bore variation on the performance of abrasive waterjets in cutting 6063-T6 aluminum alloy. They used Taguchis design of
experiments and analysis of variance (ANOVA) to analyze the performance. Fuzzy approach is also used to generate the suitable
set of process parameters for the empirical equations.
All rights reserved by www.ijste.org
431
Abrasive Water Jet Machining - A Review on Current Development
(IJSTE/ Volume 2 / Issue 12 / 078)
AWJM Process Monitoring and Control
Mohan and Kovacevic [10] analyzed thermal energy distribution in the work piece cut with abrasive waterjet (AWJ) using the
technique of infrared thermography through isotherms and line scans for nozzle wear monitoring. Valek et al. [30] proposed
surface geometric parameters for advanced quality control of abrasive waterjet technology according to the results obtained by
means of non-contact optical shadow method. Hloch et al. [42] discussed the analysis of vibrations generated during the AWJ
machining of AISI309 with frequency spectrum. Controlled factor involved in experiment was abrasive mass flow rate with
values 250 and 400 g/with constant rate of speed 100 mm/min. Hreha et al. [48] studied the causes of arising vibration and
acoustic emission, course of vibration and acoustic emission in AWJM using frequency spectrum. Data were collected by touch
sensors within controlled experiment, in which the AWJ technology for cutting alloy steel was used. During the experiments,
some input factors were changed and measured parameters were subjected to different types of analysis using specialized
software. Obtained data provide information about vibration and acoustic emission spectrum and enable us to find a dependency
between the surface topography of cut materials and the emission spectrum of the accompanying physical phenomena arising
during the AWJ process. Patel and Shaikh [52] proposed the calibration of abrasive flow control system mounted on an Abrasive
Waterjet Machine, with which, it could be possible to modify the existing or develop a new abrasive flow control system for the
accurate control of the abrasive flow with desired characteristics. Hloch et al. [54] investigated accompanying physical process,
vibration, arising from the abrasive waterjet cutting of stainless steel. In case of frequency analysis the significant amplitude
growth in low frequency spectrum parts was observed. With the change of the abrasive mass flow rate the amplitude shift within
the frequency spectrum occurred. Special attention was given to the RMS value with the individual frequencies.
IV. SCOPE FOR FUTURE WORK
The discussions in the previous sections show the major research areas in AWJM. Researchers have contributed in different
directions but due to complex nature of the process, a lot of work is still required to be done. The work presented here is an
overview of recent developments of AWJM. From above the future research studies may be done as discussed below:
Apart from cutting, AWJM is also suitable for various precise machining processes. The AWJM process has sought the
benefits of combining with other material removal methods to further expand its applications. In most of the research work,
mainly traverse speed, waterjet pressure, standoff distance, abrasive grit size and abrasive flow rate have been taken into account.
Very little work has been reported on effect of nozzle size and orifice diameter. Most of the research on optimization has been
carried out on process parameters for improvement of a single quality characteristic such as depth of cut, surface roughness,
material removal rate, kerf geometry. No much research was presented on nozzle wear. Research may be carried on the
optimization for the power consumption, dimension accuracy and multi-objective optimization of AWJM process.
REFERENCES
[1]
[2]
[3]
[4]
[5]
[6]
[7]
[8]
[9]
[10]
[11]
[12]
[13]
[14]
[15]
[16]
H. Hocheng, H. Y. Tasi, J. J. Shiue and B. Wang, Feasibility study of Abrasive water jet milling of Fiber Rein forced Plastics Journal of manufacturing
science and engineering , 1997, Vol.119, PP 133-142
D. Arola and M. Ramulu, Material removal in abrasive waterjet machining of metals Surface integrity and Texture, Wear, 1997,Vol.210, PP 50-58
J. Wang, A study of abrasive waterjet cutting of metallic coated sheet steels International Journal of Machine Tools and Manufacture, 1999, Vol.39, pp.
855-870.
Jun Wang, A machinability study of polymer matrix composites using abrasive waterjet cutting technology, Journal of Materials Processing Technology,
1999, Vol.94/1, pp. 30-35.
P. Sitarama Chakravarthy and N. Ramesh Babu, A New Approach for Selection of Optimal Process Parameters in Abrasive Water Jet Cutting Materials
and Manufacturing Processes, 1999, Vol. 14, No. 4, pp581-600,
P. Sitarama Chakravarthy and N. Ramesh Babu, A hybrid approach for selection of optimal process parameters in abrasive water jet cutting Journal of
Engineering Manufacture, 2000, vol. 214, pp 781-791.
F. Muller and J. Monaghan, Non-conventional machining of particle reinforced metal matrix composite, International Journal of Machine Tools and
Manufacture, 2000, Volume 40, pp 13511366.
J. Wang and D.M. Guo, A predictive depth of penetration model for abrasive waterjet cutting of polymer matrix composites, Journal of Materials
Processing Technology, 2002, Vol. 121/2-3, pp. 390-394.
Madhusarathi Nanduri, David G. Taggart and Thomas J. Kim, The effects of system and geometric parameters on abrasive waterjet nozzle wear
,International Journal of Machine Tools and Manufacture, 2002, Volume 42, pp 615623.
R. S. Mohan, A. W. Momber and R. Kovacevic, Energy Dissipation Control in Hydro-Abrasive Machining Using Quantitative Acoustic Emission The
International Journal of Advanced Manufacturing Technology, 2002, Volume 20, pp 397-406.
J. Wang and D.M. Guo, The cutting performance in multi pass abrasive waterjet machining of industrial ceramics, Journal of Materials Processing
Technology, 2003, Volume 133/3, pp 371377.
M. A. Azmir, A.K. Ahsan, A. Rahmah, M.M. Noor and A.A. Aziz, Optimization Of Abrasive Waterjet Machining Process Parameters Using Orthogonal
Array With Grey Relational Analysis, Regional Conference on Engineering Mathematics, Mechanics, Manufacturing & Architecture (EM3ARC) 2007,pp
21-30.
J. Wang, Predictive depth of jet penetration models for abrasive waterjet cutting of alumina ceramics, International Journal of Mechanical Sciences,
2007, Vol. 49/3, pp 306316
Ahmet Hascalik , Ulas Caydas, Hakan Gurun , Effect of traverse speed on abrasive waterjet machining of Ti6Al4V alloy, Materials & Design, 2007,
Vol. 28, pp 19531957.
A.A. Khan and M.M. Haque Performance of different abrasive materials during abrasive water jet machining of glass, Journal of Materials Processing
Technology, 2007, Vol. 191, pp 404407.
J. John Rozario Jegaraj and N. Ramesh Babu, A soft computing approach for controlling the quality of cut with abrasive waterjet cutting system
experiencing orifice and focusing tube wear, Journal of Materials Processing Technology, 2007, Vol. 185, pp 217227.
All rights reserved by www.ijste.org
432
Abrasive Water Jet Machining - A Review on Current Development
(IJSTE/ Volume 2 / Issue 12 / 078)
[17] D.S. Srinivasu and N. Ramesh Babu, A neuro-genetic approach for selection of process parameters in abrasive waterjet cutting considering variation in
diameter of focusing nozzle Journal of Applied Soft Computing, 2008, Vol. 8, pp 809819.
[18] Ulas Caydas et. al., A study on surface roughness in abrasive waterjet machining process using artificial neural networks and regression analysis method
journal of materials processing technology 202 (2008) 574582.
[19] M.A. Azmir and A.K. Ahsan, Investigation on glass/epoxy composite surfaces machined by abrasive water jet machining, journal of materials processing
technology, 2008, Vol. 198, pp 122128
[20] Sergej HLOCH, Stanislav FABIAN, and Miroslav RIMR, Design Of Experiments Applied On Abrasive Waterjet Factors Sensitivity Identification,
Nonconventional Technologies Review no. 2/2008, pp 49-57
[21] Tauseef Uddin Siddiqui and Mukul Shukla, Experimental investigation and Hybrid Multi-response Robust Parameter Design in Abrasive Water Jet
Machining of Aircraft grade Layered Composites, IJAEA, 2008, Vol. 1, Issue 5, 2008, pp.39-48.
[22] D.K. Shanmugam, J. Wang and H. Liu, Minimisation of kerf tapers in abrasive waterjet machining of alumina ceramics using a compensation technique ,
International Journal of Machine Tools and Manufacture, 2008, Vol. 48, pp 15271534.
[23] M.A. Azmir and A.K. Ahsan, A study of abrasive water jet machining process on glass/epoxy composite laminate, Journal of Materials Processing
Technology, 2009, Vol. 209, pp 61686173.
[24] J. Wang, A new model for predicting the depth of cut in abrasive waterjet contouring of alumina ceramics, Journal of Materials Processing Technology,
2009, Vol. 209, pp 23142320.
[25] R. Manu and N. Ramesh Babu, An erosion-based model for abrasive waterjet turning of ductile materials, Wear, 2009, Vol. 266, pp 10911097.
[26] Farhad Kolahan and A. Hamid Khajavi, A statistical approach for predicting and optimizing depth of cut in AWJ machining for 6063-T6 Al alloy, World
Academy of Science, Engineering and Technology, 2009, Vol. 3, pp 138-141.
[27] J.M. Fan, C.Y.Wang and J. Wang, Modeling the erosion rate in micro abrasive air jet machining of glasses, Wear, 2009, Vol. 266, pp 968974.
[28] H.T.Zhu, C.Z.Huang, J.Wang, Q.L.Li and C.L.Che, Experimental study on abrasive waterjet polishing for hardbrittle materials, International Journal of
Machine Tools and Manufacture, 2009, Vol. 49, pp 569578.
[29] D.S. Srinivasu, D.A.Axinte, P.H.Shipway and J.Folkes, Influence of Kinematic Operating Parameters on Kerf Geometry in Abrasive Water Jet Machining
of Silicon Carbide Ceramics, International Journal of Machine Tools and Manufacture, 2009, Vol. 49, pp 10771088.
[30] Jan Valek, Sergej Hloch and Draan Kozak, Surface geometric parameters proposal for the advanced control of abrasive waterjet technology,
International Journal of Advanced Manufacturing Technology, 2009, Vol. 41, pp 323-328.
[31] D.K. Shanmugam and S.H. Masood, An investigation on kerf characteristics in abrasive water jet cutting of layered composites, Journal of Materials
Processing Technology, 2009, Vol. 209, pp 38873893.
[32] Lei Yuyong Tang Puhua Jiang Daijun Liu Kefu, Artificial neural network model of abrasive water jet cutting stainless steel process International
Conference on Mechanic Automation and Control Engineering (MACE), IEEE, 2010, pp 26-28.
[33] Przemyslaw J. Borkowski, Application of Abrasive-Water Jet Technology for Material Sculpturing, Transactions of the Canadian Society for Mechanical
Engineering, 2010, Vol. 34, pp 389-400.
[34] N. M. Vaxevanidis, A. Markopoulos and G. Petropoulos, Artificial Neural Network Modeling of Surface Quality Characteristics in Abrasive Water Jet
Machining of Trip Steel Sheet, Journal of Artificial Intelligence in Manufacturing Research, 2010, pp79-99
[35] Asif IQBAL, Naeem U DAR and Ghulam HUSSAIN, Optimization of Abrasive Water Jet Cutting of Ductile Materials, Journal of Wuhan University of
Technology-Mater. Sci. Ed. 2011, Volume 26, Issue 1, pp 88-92.
[36] Azlan Mohd Zain, Habibollah Haron, Safian Sharif,Genetic Algorithm and Simulated Annealing to estimate optimal process parameters of the abrasive
waterjet machining, Engineering with Computers, 2011, Vol. 27, pp 251259
[37] M. Chithirai Pon Selvan and Dr. N. Mohana Sundara Raju, Assessment of Process Parameters in Abrasive Waterjet Cutting of Granite International
Conference on Trends in Mechanical and Industrial Engineering (ICTMIE'2011) Bangkok , 2011, pp 140-144.
[38] M. Chithirai Pon Selvan and Dr. N. Mohana Sundara Raju, Assessment of Process Parameters in Abrasive Waterjet Cutting of Stainless Steel,
International Journal of Advances in Engineering & Technology, 2011, Vol. 1, pp.34-40.
[39] M. Chithirai Pon Selvan and Dr. N. Mohana Sundara Raju, Effects of Process Parameters on Depth of Cut in Abrasive Waterjet Cutting of Cast Iron,
International Journal of Scientific & Engineering Research,2011, Vol. 2, pp 1-5.
[40] Izzet Karakurt, Gokhan Aydin and Kerim Aydiner, Analysis of Kerf Angle of the Granite Machined by Abrasive Water Jet (AWJ), Indian Journal of
Engineering and materials sciences, 2011, Vol. 18, pp 435-442.
[41] Metin Kk, Erdogan Kanca and mer Eyerciolu, Prediction of surface roughness in abrasive water jet machining of particle reinforced MMCs using
genetic expression programming, International Journal of Advanced Manufacturing Technology, 2011, Volume 55, pp 955-968.
[42] Sergej HLOCH, Vincent PERZEL, Pavol HREHA, Hakan TOZAN and Jan VALICEK, Vibration as A Source of Information for Abrasive Waterjet
Monitoring, Journal of Naval Science and Engineering,2011, Vol.7 , No.1, pp. 71-85
[43] M. Chithirai Pon Selvan, N. Mohana Sundara Raju and H. K. Sachidananda, Effects of process parameters on surface roughness in abrasive waterjet
cutting of aluminum Front. Mech. Eng. 2012, Vol. 7, pp 439444.
[44] Leeladhar Nagdeve, Vedansh Chaturvedi and Jyoti Vimal, Implementation of Taguchi Approach For Optimization of Abrasive Water Jet Machining
Process Parameters, International Journal of Instrumentation, Control And Automation (IJICA), 2012, Vol.1, pp 9-13.
[45] K.S. Jai Aultrin, M. dev Anand, and P. Jerald Jose, Modeling the cutting Process and cutting Performance in Abrasive water jet machining using Genetic
Fuzzy Approach, International Conference on Modeling Optimization and Computing (ICMOC-2012), Procedia Engineering, 2012, Vol. 38, pp 4013
4020.
[46] Gulay Cosansu and Can Cogun,An investigation on use of colemanite powder as abrasive in abrasive waterjet cutting (AWJC), Journal of Mechanical
Science and Technology, 2012, Vol. 26, pp 2371-2380.
[47] Zoran Jurkovic, Mladen Perinic, Sven Maricic, Milenko Sekulic, and Vesna Mandic Application Of Modeling And Optimization Methods in Abrasive
Water Jet Machining, Journal of Trends in the Development of Machinery and Associated Technology, 2012, Vol. 16, No.1, pp 59-62.
[48] Pavol Hreha, Sergej Hloch and Vincent Perel, Analysis of Acoustic Emission Recorded During Monitoring of Abrasive Waterjet Cutting of Stainless
Steel AISI 309,Tehniki vjesnik, 2012, Vol 19, pp 355-359
[49] Mehdi Zohoor and S. Hadi Nourian, Development of an algorithm for optimum control process to compensate the nozzle wear effect in cutting the hard
and tough material using abrasive water jet cutting process, The International Journal of Advanced Manufacturing Technology, 2012, Vol. 61, Issue 9-12,
pp 1019-1028.
[50] Azizah Mohamad, Azlan Mohd Zain, Nor Erne Nazira Bazin and Amirmudin Udin, A process prediction model based on Cuckoo algorithm for abrasive
waterjet machining, Journal of Intelligent Manufacturing, published first online, 2013 , Vol. 26, Issue 6, 2015, pp 1247-1252.
[51] Fuat Kartal and Hasan Gokkaya, Turning with abrasive water jet machining a review, International Journal Engineering Science and Technology, 2013,
vol.3, pp 113-122.
[52] S. R. Patel and Dr. A. A. Shaik, Control and measurement of abrasive flow rate in an Abrasive Waterjet Machine, International Journal of Innovative
Research in Science, Engineering and Technology, 2013, Vol. 2, Issue 12, pp 7675-7679.
[53] U. D. Gulhane, P. P. Patkar, P. P. Toraskar, S. P. Patil and A. A. Patil, Analysis of Abrasive Jet Machining Parameters on MRR And Kerf Width of Hard
and Brittle Materials Like Ceramic, International Journal of Design and Manufacturing, 2013, Vol. 4, Issue 1, pp. 51-58.
All rights reserved by www.ijste.org
433
Abrasive Water Jet Machining - A Review on Current Development
(IJSTE/ Volume 2 / Issue 12 / 078)
[54] Sergej Hloch and Alessandro Ruggiero, Online Monitoring and Analysis of Hydro abrasive Cutting by Vibration, Advances in Mechanical Engineering,
2013, Vol. 2013, pp 1-10.
[55] Izzet Karakurt, Gokhan Aydin and Kerim Aydiner, An investigation on the kerf width in abrasive waterjet cutting of granitic rocks, Arabian Journal of
Geosciences, 2014, Vol. 7, pp 2923-2932
[56] B. Satyanarayana and G. Srikar, Optimization of Abrasive Water Jet Machining Process Parameters Using Taguchi Grey Relational Analysis (TGRA),
Proceedings of 13th IRF International Conference, 2014, pp135-140.
[57] Ushasta Aich, Simul Banerjee and Asish Bandyopadhyay, Multi-objective optimization of abrasive water jet machining responses by simulated annealing
and particle swarm, Int. J. Mechatronics and Manufacturing Systems,2014, Vol. 7, No. 1, pp 38-59.
[58] Chirag M Parmar, Pratik K Yogi and Trilok D Parmar, Optimization of Abrasive Water Jet Machine Process Parameter for AL-6351 using Taguchi
Method, International Journal of Advance Engineering and Research Development (IJAERD),2014, Vol. 1, Issue 5, pp 1-8.
[59] Mahesh Todkar, and Jyoti Patkure, Fuzzy Modelling And GA Optimization for Optimal Selection of Process Parameters to Maximize MRR in Abrasive
Water Jet Machining, International Journal on Theoretical and Applied Research in Mechanical Engineering, 2014, Vol. 3, Issue 1, pp 9-16.
[60] Iman Zohourkari, Mehdi Zohoor, and Massimiliano Annoni, Investigation of the Effects of Machining Parameters on Material Removal Rate in Abrasive
Waterjet Turning, Advances in Mechanical Engineering, 2014, Vol. 2014, pp 1-11
[61] K.S. Jai Aultrin and M. Dev Anand, Optimization of Machining Parameters in AWJM Process for a Copper Iron Alloy Using RSM and Regression
Analysis, International Journal of Emerging Engineering Research and Technology,2014, Vol. 2, Issue 5, PP 19-34.
[62] Vishal Gupta, P.M. Pandey, Mohinder Pal Garg, Rajesh Khanna and N.K.Batra, Minimization of Kerf Taper Angle and Kerf Width Using Taguchis
Method in Abrasive Water Jet Machining of Marble, Procedia Materials Science, 2014, Vol.6, pp 140149.
[63] M. Dittrich, M. Dix, M. Kuhla, B. Palumbo, F. Tagliaferri, Process Analysis of Water Abrasive Fine Jet Structuring of Ceramic Surface via Design of
Experiment, Procedia CIRP, 2014, Vol. 14, pp 442447.
All rights reserved by www.ijste.org
434
S-ar putea să vă placă și
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (119)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (587)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2219)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (894)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (73)
- Understanding Power Dynamics and Developing Political ExpertiseDocument29 paginiUnderstanding Power Dynamics and Developing Political Expertisealessiacon100% (1)
- NACE CIP Part II - (6) Coatings For Industry - (Qs - As)Document23 paginiNACE CIP Part II - (6) Coatings For Industry - (Qs - As)Almagesto QuenayaÎncă nu există evaluări
- Workflowy - 2. Using Tags For NavigationDocument10 paginiWorkflowy - 2. Using Tags For NavigationSteveLangÎncă nu există evaluări
- Designers' Guide To Eurocode 7 Geothechnical DesignDocument213 paginiDesigners' Guide To Eurocode 7 Geothechnical DesignJoão Gamboias100% (9)
- Production of Formaldehyde From MethanolDocument200 paginiProduction of Formaldehyde From MethanolSofia Mermingi100% (1)
- Adverb Affirmation Negation LessonDocument4 paginiAdverb Affirmation Negation LessonMire-chan Bacon100% (1)
- FPGA Implementation of High Speed Floating Point Mutliplier Using Log Based DesignDocument4 paginiFPGA Implementation of High Speed Floating Point Mutliplier Using Log Based DesignIJSTEÎncă nu există evaluări
- Enriching Gum Disease Prediction Using Machine LearningDocument6 paginiEnriching Gum Disease Prediction Using Machine LearningIJSTEÎncă nu există evaluări
- Optimization of Overall Efficiency Using Facilities Planning in Ropp Cap Making IndustryDocument8 paginiOptimization of Overall Efficiency Using Facilities Planning in Ropp Cap Making IndustryIJSTEÎncă nu există evaluări
- Design and Analysis of Magneto Repulsive Wind TurbineDocument7 paginiDesign and Analysis of Magneto Repulsive Wind TurbineIJSTEÎncă nu există evaluări
- Optimum Placement of DG Units Using CPF MethodDocument6 paginiOptimum Placement of DG Units Using CPF MethodIJSTEÎncă nu există evaluări
- Development of Relationship Between Saturation Flow and Capacity of Mid Block Section of Urban Road - A Case Study of Ahmedabad CityDocument6 paginiDevelopment of Relationship Between Saturation Flow and Capacity of Mid Block Section of Urban Road - A Case Study of Ahmedabad CityIJSTEÎncă nu există evaluări
- Multipurpose Scheme of Workshop Exhaust System For Ventilation and Electrical Power GenerationDocument9 paginiMultipurpose Scheme of Workshop Exhaust System For Ventilation and Electrical Power GenerationIJSTEÎncă nu există evaluări
- Automatic Generation Control in Three-Area Power System Operation by Using "Particle Swarm Optimization Technique"Document8 paginiAutomatic Generation Control in Three-Area Power System Operation by Using "Particle Swarm Optimization Technique"IJSTEÎncă nu există evaluări
- Partial Replacement of Fine Aggregate With Iron Ore Tailings and Glass PowderDocument7 paginiPartial Replacement of Fine Aggregate With Iron Ore Tailings and Glass PowderIJSTEÎncă nu există evaluări
- A Mixture of Experts Model For ExtubationDocument4 paginiA Mixture of Experts Model For ExtubationIJSTEÎncă nu există evaluări
- Optimization of Treatability by FACCO For Treatment of Chemical Industry EffluentDocument9 paginiOptimization of Treatability by FACCO For Treatment of Chemical Industry EffluentIJSTEÎncă nu există evaluări
- A Radar Target Generator For Airborne TargetsDocument8 paginiA Radar Target Generator For Airborne TargetsIJSTEÎncă nu există evaluări
- RFID Based Toll Gate AccessDocument5 paginiRFID Based Toll Gate AccessIJSTEÎncă nu există evaluări
- Effect of RIB Orientation in Isogrid Structures: Aerospace ApplicationsDocument9 paginiEffect of RIB Orientation in Isogrid Structures: Aerospace ApplicationsIJSTEÎncă nu există evaluări
- A Comprehensive Survey of Techniques/Methods For Content Based Image Retrieval SystemDocument6 paginiA Comprehensive Survey of Techniques/Methods For Content Based Image Retrieval SystemIJSTEÎncă nu există evaluări
- A Cloud Based Healthcare Services For Remote PlacesDocument4 paginiA Cloud Based Healthcare Services For Remote PlacesIJSTEÎncă nu există evaluări
- App-Based Water Tanker Booking, Monitoring & Controlling SystemDocument6 paginiApp-Based Water Tanker Booking, Monitoring & Controlling SystemIJSTEÎncă nu există evaluări
- The Bicycle As A Mode Choice - A Gendered ApproachDocument4 paginiThe Bicycle As A Mode Choice - A Gendered ApproachIJSTEÎncă nu există evaluări
- Wireless Information Process and Power Transfer in Single-User OFDM SystemDocument6 paginiWireless Information Process and Power Transfer in Single-User OFDM SystemIJSTEÎncă nu există evaluări
- Comparative Study and Analysis of PCC Beam and Reinforced Concrete Beam Using GeogridDocument7 paginiComparative Study and Analysis of PCC Beam and Reinforced Concrete Beam Using GeogridIJSTEÎncă nu există evaluări
- An Implementation and Design A Customized Advanced Image Editor Using Image Processing in MatlabDocument5 paginiAn Implementation and Design A Customized Advanced Image Editor Using Image Processing in MatlabIJSTEÎncă nu există evaluări
- Onerider The Bike TaxiDocument3 paginiOnerider The Bike TaxiIJSTEÎncă nu există evaluări
- Interstage Construction Techniques For Mass Gain: An OverviewDocument5 paginiInterstage Construction Techniques For Mass Gain: An OverviewIJSTEÎncă nu există evaluări
- Optimizing Turning Process For EN43 by Taguchi Method Under Various Machining ParametersDocument4 paginiOptimizing Turning Process For EN43 by Taguchi Method Under Various Machining ParametersIJSTEÎncă nu există evaluări
- Using The Touch-Screen Images For Password-Based Authentication of IlliteratesDocument6 paginiUsing The Touch-Screen Images For Password-Based Authentication of IlliteratesIJSTEÎncă nu există evaluări
- Technology Advancement For Abled PersonDocument9 paginiTechnology Advancement For Abled PersonIJSTEÎncă nu există evaluări
- Duplicate Detection Using AlgorithmsDocument3 paginiDuplicate Detection Using AlgorithmsIJSTEÎncă nu există evaluări
- Research On Storage Privacy Via Black Box and Sanitizable SignatureDocument6 paginiResearch On Storage Privacy Via Black Box and Sanitizable SignatureIJSTEÎncă nu există evaluări
- An Implementation of Maximum Power Point Tracking Algorithms For Photovoltaic Systems Using Matlab and Arduino Based RTOS SystemDocument5 paginiAn Implementation of Maximum Power Point Tracking Algorithms For Photovoltaic Systems Using Matlab and Arduino Based RTOS SystemIJSTEÎncă nu există evaluări
- EMI: English As A Medium of Instruction: A New Methodology To Teach English As A Foreign LanguageDocument18 paginiEMI: English As A Medium of Instruction: A New Methodology To Teach English As A Foreign Languagepaola suarezÎncă nu există evaluări
- Ivy DLP 2nd Quart CotDocument4 paginiIvy DLP 2nd Quart CotJhim CaasiÎncă nu există evaluări
- Math 101Document3 paginiMath 101Nitish ShahÎncă nu există evaluări
- Understanding Otdr Understanding-otdr-po-fop-tm-aePo Fop TM AeDocument1 paginăUnderstanding Otdr Understanding-otdr-po-fop-tm-aePo Fop TM AeAgus RiyadiÎncă nu există evaluări
- Company Profile HighlightsDocument7 paginiCompany Profile HighlightsRaynald HendartoÎncă nu există evaluări
- A Sample of Directory or Instruction:: World Temperatures February 16Document1 paginăA Sample of Directory or Instruction:: World Temperatures February 16eksaÎncă nu există evaluări
- Packing, Transportation and Marketing of Ornamental FishesDocument16 paginiPacking, Transportation and Marketing of Ornamental Fishesraj kiranÎncă nu există evaluări
- Rules For Assigning Activity Points: Apj Abdul Kalam Technological UniversityDocument6 paginiRules For Assigning Activity Points: Apj Abdul Kalam Technological UniversityAnonymous KyLhn6Încă nu există evaluări
- U-PJT WASHER-MD SimpleUX WEB SSEC-01 EU EnglishDocument76 paginiU-PJT WASHER-MD SimpleUX WEB SSEC-01 EU EnglishszerenguettiÎncă nu există evaluări
- Proposed - TIA - 1392 - NFPA - 221Document2 paginiProposed - TIA - 1392 - NFPA - 221Junior TorrejónÎncă nu există evaluări
- Managerial Performance Evaluation ProceduresDocument3 paginiManagerial Performance Evaluation Procedures1robcortesÎncă nu există evaluări
- Philippine Popular Culture in HEIsDocument9 paginiPhilippine Popular Culture in HEIsNokie TunayÎncă nu există evaluări
- How To Approach To Case Study Type Questions and MCQsDocument4 paginiHow To Approach To Case Study Type Questions and MCQsKushang ShahÎncă nu există evaluări
- CA Module Franklin Gari RDocument28 paginiCA Module Franklin Gari RFranklin GariÎncă nu există evaluări
- RB450G Trouble ShootingDocument9 paginiRB450G Trouble Shootingjocimar1000Încă nu există evaluări
- Country Wing Auto-Mobile GarageDocument25 paginiCountry Wing Auto-Mobile GarageDmitry PigulÎncă nu există evaluări
- Non-Destructive Examination & Standard CF Acceptance For - Forgsd - Pipe Work Stub PiecesDocument2 paginiNon-Destructive Examination & Standard CF Acceptance For - Forgsd - Pipe Work Stub PiecesveeramalaiÎncă nu există evaluări
- Pop-Up SystemDocument4 paginiPop-Up Systemkothat82Încă nu există evaluări
- 1993 - Kelvin-Helmholtz Stability Criteria For Stratfied Flow - Viscous Versus Non-Viscous (Inviscid) Approaches PDFDocument11 pagini1993 - Kelvin-Helmholtz Stability Criteria For Stratfied Flow - Viscous Versus Non-Viscous (Inviscid) Approaches PDFBonnie JamesÎncă nu există evaluări
- Electromagnetic Braking SystemDocument14 paginiElectromagnetic Braking SystemTanvi50% (2)
- The Influence of Teleworking On Performance and Employees Counterproductive BehaviourDocument20 paginiThe Influence of Teleworking On Performance and Employees Counterproductive BehaviourCHIZELUÎncă nu există evaluări
- Documentation For UStarDocument26 paginiDocumentation For UStarthunder77Încă nu există evaluări
- BA 302 Lesson 3Document26 paginiBA 302 Lesson 3ピザンメルビンÎncă nu există evaluări
- ResumeDocument5 paginiResumeSaeed SiriÎncă nu există evaluări