S-ar putea să vă placă și
- Casting DefectDocument5 paginiCasting DefectSaurabhÎncă nu există evaluări
- XXXX Inj MOld Cost EstimationDocument23 paginiXXXX Inj MOld Cost EstimationAmitava DattaÎncă nu există evaluări
- NC CNC Machine ToolDocument50 paginiNC CNC Machine ToolShoaib MultaniÎncă nu există evaluări
- Interview QuestionDocument22 paginiInterview QuestionsugeshÎncă nu există evaluări
- Workflow of Injection Molding Simulation & Verification: Ffinno-Technologies-Co-LtdDocument6 paginiWorkflow of Injection Molding Simulation & Verification: Ffinno-Technologies-Co-Ltdluan_ba100% (1)
- Injection MouldingDocument7 paginiInjection MouldingAzizol WahabÎncă nu există evaluări
- Design of Family Mould Tool For Plastic BoxDocument4 paginiDesign of Family Mould Tool For Plastic BoxEditor IJTSRDÎncă nu există evaluări
- Casting TolerancesDocument1 paginăCasting TolerancesKumaraswamy ViswanathanÎncă nu există evaluări
- Product Design and DevelopmentDocument13 paginiProduct Design and DevelopmentGeorgiana BusuiocÎncă nu există evaluări
- Casting ChecklistDocument4 paginiCasting Checklistmihai90Încă nu există evaluări
- Unit-V Design of Moulds Molding PartsDocument8 paginiUnit-V Design of Moulds Molding Partsyuvaraj4509Încă nu există evaluări
- Die Casting Die Design - Runner, Gate, EtcDocument45 paginiDie Casting Die Design - Runner, Gate, EtcVig PankajÎncă nu există evaluări
- Chapter 34 - Types of Cost, Revenue and Profit, Short-Run and Long-Run ProductionDocument39 paginiChapter 34 - Types of Cost, Revenue and Profit, Short-Run and Long-Run ProductionPhuong DaoÎncă nu există evaluări
- Performance Apprasial ReportDocument5 paginiPerformance Apprasial ReportShami KantÎncă nu există evaluări
- 7 Points That Must Be Considered in Plastic Injection MoldingDocument10 pagini7 Points That Must Be Considered in Plastic Injection MoldingGiap NguyenÎncă nu există evaluări
- Compliance Sheet: Key SkillsDocument6 paginiCompliance Sheet: Key SkillsAnoop VAÎncă nu există evaluări
- Production and Costs: MP TP Units of LabourDocument11 paginiProduction and Costs: MP TP Units of LabourJoep MinderhoudÎncă nu există evaluări
- Instructions:: Any ExceptionsDocument3 paginiInstructions:: Any ExceptionsAkhmad FathoniÎncă nu există evaluări
- 2000 09 JIMT Cost Estimation Injection MoldingDocument11 pagini2000 09 JIMT Cost Estimation Injection MoldingVictor Villouta LunaÎncă nu există evaluări
- Mazatrol T-Plus Diagnostic Servo CodesDocument284 paginiMazatrol T-Plus Diagnostic Servo CodesMACKAY9999100% (8)
- Financial Statement AnalysisDocument61 paginiFinancial Statement Analysisrajesh shekarÎncă nu există evaluări
- Chap 1 - Injection MouldingDocument31 paginiChap 1 - Injection MouldingVikas MishraÎncă nu există evaluări
- Block InsertsDocument8 paginiBlock Insertsleaw81100% (1)
- Piercing DieDocument5 paginiPiercing DieJournalNX - a Multidisciplinary Peer Reviewed JournalÎncă nu există evaluări
- AnalysisOfDrill ToolLifeDocument17 paginiAnalysisOfDrill ToolLifeanilsamuel0077418Încă nu există evaluări
- Design For CastingDocument14 paginiDesign For CastingArtemis FowlÎncă nu există evaluări
- Advanced Assembly LearningDocument3 paginiAdvanced Assembly Learningsusil kumarÎncă nu există evaluări
- Segregation and Compositional Defects in CastingDocument14 paginiSegregation and Compositional Defects in CastingRupchanda BarmanÎncă nu există evaluări
- Effect of Binders On Ceramic MouldDocument6 paginiEffect of Binders On Ceramic MoulduzairmetallurgistÎncă nu există evaluări
- Injection Moulding Details&Notes 1Document24 paginiInjection Moulding Details&Notes 1Anonymous kkXmM40En2Încă nu există evaluări
- Marplex - Injection Moulding of ThermoplasticsDocument24 paginiMarplex - Injection Moulding of ThermoplasticsStarchyLittleOleMeÎncă nu există evaluări
- Lathe Machine FormulaDocument5 paginiLathe Machine Formulaaman srivastavaÎncă nu există evaluări
- Split Core Current Transformers - Newtek Eletricals, CTS, PTS, Digital MetersDocument12 paginiSplit Core Current Transformers - Newtek Eletricals, CTS, PTS, Digital MetersNewtek ElectricalsÎncă nu există evaluări
- Metal Injection MouldingDocument1 paginăMetal Injection Mouldingkranthi1992Încă nu există evaluări
- Ai 11Document141 paginiAi 11Juan100% (1)
- Mould Maintenance A KumarDocument40 paginiMould Maintenance A KumarprashanthÎncă nu există evaluări
- 62 Design Specification For Gauges EnglishDocument17 pagini62 Design Specification For Gauges EnglishShawn WaltzÎncă nu există evaluări
- Get A Free Injection Molded Part Quote From Proto Labs - ProtoQuote DemoDocument4 paginiGet A Free Injection Molded Part Quote From Proto Labs - ProtoQuote DemoДушан ТомићÎncă nu există evaluări
- Sheet Metal WorkingDocument23 paginiSheet Metal WorkingSujit MishraÎncă nu există evaluări
- Computerized Manufacturing Planning Systems (Computerized Production)Document15 paginiComputerized Manufacturing Planning Systems (Computerized Production)Aravind IlangoÎncă nu există evaluări
- NX Mold DesignDocument3 paginiNX Mold DesignNguyễn Thế Quang DũngÎncă nu există evaluări
- Mold Material: H13 P20 Mirror Polish Texture H13 P20Document1 paginăMold Material: H13 P20 Mirror Polish Texture H13 P20Jyoti KaleÎncă nu există evaluări
- Proto Labs Whitepaper PDFDocument15 paginiProto Labs Whitepaper PDFSugarboy3 SurÎncă nu există evaluări
- CNC Machining Designing For SpeedDocument9 paginiCNC Machining Designing For SpeedjaimeÎncă nu există evaluări
- Aluminium Mold BasesDocument20 paginiAluminium Mold BasessferrandÎncă nu există evaluări
- Powder Metallurgy - Chapter 16Document43 paginiPowder Metallurgy - Chapter 16xharpreetxÎncă nu există evaluări
- Analysis To Optimizing Inventory Management in Dies-Mold Making Factory by Partial Least Square (PLS) Case Study: ABC CompanyDocument3 paginiAnalysis To Optimizing Inventory Management in Dies-Mold Making Factory by Partial Least Square (PLS) Case Study: ABC CompanyInternational Journal of Innovative Science and Research TechnologyÎncă nu există evaluări
- Study On The Mechanism of Force Calculations in Flow Forming A ReviewDocument8 paginiStudy On The Mechanism of Force Calculations in Flow Forming A ReviewIAEME PublicationÎncă nu există evaluări
- Die Casting ProcessDocument35 paginiDie Casting ProcessgarciarodrigoÎncă nu există evaluări
- 111th Metalcasting Congress NadcaDocument12 pagini111th Metalcasting Congress NadcaMehwishYasmenÎncă nu există evaluări
- NX CAM Training - Basic and AdvancedDocument8 paginiNX CAM Training - Basic and AdvancedSagarPatilÎncă nu există evaluări
- GD&TDocument70 paginiGD&TKarthi KeyanÎncă nu există evaluări
- Injection MoldingDocument24 paginiInjection Moldinggunawan_ubÎncă nu există evaluări
- Assembly Process A Complete Guide - 2020 EditionDe la EverandAssembly Process A Complete Guide - 2020 EditionÎncă nu există evaluări
- Production Planning A Complete Guide - 2021 EditionDe la EverandProduction Planning A Complete Guide - 2021 EditionÎncă nu există evaluări
- Design For Manufacture And Assembly A Complete Guide - 2020 EditionDe la EverandDesign For Manufacture And Assembly A Complete Guide - 2020 EditionÎncă nu există evaluări
- System of Fuel SupplyDocument28 paginiSystem of Fuel SupplyJM PraveenÎncă nu există evaluări
- List of Student For Various Committees For Fest: DecorationDocument2 paginiList of Student For Various Committees For Fest: DecorationteekamÎncă nu există evaluări
- List of Student For Various Committees For Fest: DecorationDocument2 paginiList of Student For Various Committees For Fest: DecorationteekamÎncă nu există evaluări
- List of Student For Various Committees For Fest: DecorationDocument2 paginiList of Student For Various Committees For Fest: DecorationteekamÎncă nu există evaluări
- List of Student For Various Committees For Fest: DecorationDocument2 paginiList of Student For Various Committees For Fest: DecorationteekamÎncă nu există evaluări
- List of Student For Various Committees For Fest: DecorationDocument2 paginiList of Student For Various Committees For Fest: DecorationteekamÎncă nu există evaluări
- Manual Book GSK MilingDocument438 paginiManual Book GSK MilingEKO SUNGKONOÎncă nu există evaluări
- Technical Threading Chart 2015Document1 paginăTechnical Threading Chart 2015D_D_76Încă nu există evaluări
- Catia Syllabus-2017 - 18 AitDocument3 paginiCatia Syllabus-2017 - 18 Aitarun chandranÎncă nu există evaluări
- AssignmentDocument18 paginiAssignmentKsdroyÎncă nu există evaluări
- SolidCAM 2020 Mold MachiningDocument121 paginiSolidCAM 2020 Mold MachiningatulppradhanÎncă nu există evaluări
- Me 1923 Compound Condensing EngineDocument33 paginiMe 1923 Compound Condensing EngineHoracio AlvarezÎncă nu există evaluări
- Chapter 1-IntroductionDocument66 paginiChapter 1-IntroductionAhmad DawabshehÎncă nu există evaluări
- Non-Traditional Machining: Laser Beam Machining (LBM)Document17 paginiNon-Traditional Machining: Laser Beam Machining (LBM)Satish SatiÎncă nu există evaluări
- Basic CNC Programming V2Document76 paginiBasic CNC Programming V2nuzul hamdaniÎncă nu există evaluări
- Product Attribute Ref. Value: Part NumberDocument2 paginiProduct Attribute Ref. Value: Part NumberGuang ChenzÎncă nu există evaluări
- Actcut ENGDocument4 paginiActcut ENGSameer A AthaleyÎncă nu există evaluări
- TUU 1250 2018 EN Electron.Document4 paginiTUU 1250 2018 EN Electron.Khhg AgddsÎncă nu există evaluări
- Pm0uk19 Dmu DMC Monoblock Series PDF Data PDFDocument48 paginiPm0uk19 Dmu DMC Monoblock Series PDF Data PDFDaniel Alin IosifÎncă nu există evaluări
- Prototype Design and Manufacturing Manual Mech 350Document64 paginiPrototype Design and Manufacturing Manual Mech 350Siham Marssilin100% (1)
- Nigel Warburton - Cum Sa Gandim Corect Si EficientDocument221 paginiNigel Warburton - Cum Sa Gandim Corect Si EficientRoxanita RoxÎncă nu există evaluări
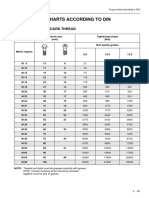
- 2.3 Torque Charts According To Din: 2.3.1 Metric Standard ThreadDocument3 pagini2.3 Torque Charts According To Din: 2.3.1 Metric Standard Threadamplefex medinaÎncă nu există evaluări
- 7560 MSF Method S-1 - Rev. 1Document41 pagini7560 MSF Method S-1 - Rev. 1Bala MuruganÎncă nu există evaluări
- Lathe Diagram With ExplanationDocument3 paginiLathe Diagram With ExplanationEnrico959Încă nu există evaluări
- Catalogue Porta 2012Document41 paginiCatalogue Porta 2012Porta_ChucksÎncă nu există evaluări
- Benchman 4000 WIN ManualDocument250 paginiBenchman 4000 WIN ManualAndres LlerenaÎncă nu există evaluări
- Self-Tapping Screw Size Chart Pan-Head-Self-Tapping-ScrewsDocument1 paginăSelf-Tapping Screw Size Chart Pan-Head-Self-Tapping-ScrewsyahsooyÎncă nu există evaluări
- ITR ReportDocument10 paginiITR ReportSpotify 123Încă nu există evaluări
- Lathe Machine and Its OperationsDocument16 paginiLathe Machine and Its OperationsLokesh PatilÎncă nu există evaluări
- Mt11065 - NX6 9 2008 Fixed Axis Techniques Student Guide PDFDocument172 paginiMt11065 - NX6 9 2008 Fixed Axis Techniques Student Guide PDFVũ Thanh Hùng ĐặngÎncă nu există evaluări
- REMS Katalog 2013 GBRoP - Stand 2013-03-07Document224 paginiREMS Katalog 2013 GBRoP - Stand 2013-03-07Stelian Olaru100% (1)
- Surface Roughness Analysis in Milling of Stainless Steel Under Different Cooling Conditions.Document79 paginiSurface Roughness Analysis in Milling of Stainless Steel Under Different Cooling Conditions.Rohit PatyaraÎncă nu există evaluări
- Ucmp Model Set BDocument2 paginiUcmp Model Set BSAMUEL SANJAY RAJA R MECHÎncă nu există evaluări