S-ar putea să vă placă și
- Banda Seleccionadora - CONTROLDocument11 paginiBanda Seleccionadora - CONTROLMark AntonyÎncă nu există evaluări
- Ficha Tecnica Pulsador PDFDocument2 paginiFicha Tecnica Pulsador PDFshelby621Încă nu există evaluări
- Control On Off de Un Sistema de TemperaturaDocument6 paginiControl On Off de Un Sistema de TemperaturaAndrea ChancusigÎncă nu există evaluări
- Actividad 3 Neumatica XDDocument5 paginiActividad 3 Neumatica XDCARLOS EDUARDO SANCHEZ OSORNIOÎncă nu există evaluări
- Introducción a la instrumentación industrial y normas ISA y SAMADocument9 paginiIntroducción a la instrumentación industrial y normas ISA y SAMADavid CaballeroÎncă nu există evaluări
- Practica Energías 1Document7 paginiPractica Energías 1Danny Paul Logroño SulcaÎncă nu există evaluări
- Guia de ElectroneumaticaDocument13 paginiGuia de ElectroneumaticaAnonymous Sn4cFFuLA1Încă nu există evaluări
- Diseño de un dosificador para la alimentación de cabrasDocument86 paginiDiseño de un dosificador para la alimentación de cabrasJuan De Dios RamirezÎncă nu există evaluări
- Elementos Automation StudioDocument11 paginiElementos Automation StudioEvelyn Rocha100% (1)
- Analisis de CircuitosDocument5 paginiAnalisis de CircuitosCristian Aldo Sanchez BurgoaÎncă nu există evaluări
- Usos P&IDs plantasDocument2 paginiUsos P&IDs plantasHector Arias100% (1)
- CLP U1. Control EléctricoDocument39 paginiCLP U1. Control EléctricoEduardo ZamudioÎncă nu există evaluări
- Proyecto Retirar Piezas ApiladasDocument10 paginiProyecto Retirar Piezas ApiladasAlejandra ACÎncă nu există evaluări
- Informe 555Document9 paginiInforme 555BladimirHidalgôÎncă nu există evaluări
- Marco TeóricoDocument7 paginiMarco TeóricoJessica Mejía100% (1)
- Informe TemporizadoresDocument11 paginiInforme Temporizadoresfer100% (1)
- Módulo Analógico Em235Document20 paginiMódulo Analógico Em235Ana AstorgaÎncă nu există evaluări
- Practica 3 Automatizados 2Document24 paginiPractica 3 Automatizados 2Juan ScratchÎncă nu există evaluări
- Elementos terminales o actuadores finales en robóticaDocument6 paginiElementos terminales o actuadores finales en robóticaCrizz AngelÎncă nu există evaluări
- Introducción A Los PLCDocument49 paginiIntroducción A Los PLCJoseph Sedano PeralesÎncă nu există evaluări
- Automatización del ensacado de cemento de 50 kg con PLC en planta cementeraDocument12 paginiAutomatización del ensacado de cemento de 50 kg con PLC en planta cementeraFelico AguirreÎncă nu există evaluări
- Comparadores Logicos DigtalesDocument5 paginiComparadores Logicos DigtalesDarwinÎncă nu există evaluări
- RoboticaDocument66 paginiRoboticaDiego Alexander Claure Hurtado0% (1)
- 01 Sistemas de ControlDocument42 pagini01 Sistemas de ControlYair CorredorÎncă nu există evaluări
- Elevador CanicasDocument7 paginiElevador CanicasJoséchu AnadónÎncă nu există evaluări
- Unidad 3. Control ElectroneumaticoDocument15 paginiUnidad 3. Control ElectroneumaticoBrenda Mabel Acosta CalderonÎncă nu există evaluări
- Anteproyecto - DISPENSADOR - FinalDocument17 paginiAnteproyecto - DISPENSADOR - FinalMaría Rosa TomapascaÎncă nu există evaluări
- Informe #7Document6 paginiInforme #7KevinÎncă nu există evaluări
- Marco TeoricoDocument2 paginiMarco TeoricoEduardo El Mejor100% (1)
- VENTAJAS DE LOS PLCsDocument2 paginiVENTAJAS DE LOS PLCsCristhian Carrion RojasÎncă nu există evaluări
- UNIDAD 3 Diseño de Elementos de Maquinas Mediante Heramientas ComputacionalesDocument7 paginiUNIDAD 3 Diseño de Elementos de Maquinas Mediante Heramientas ComputacionalesErik DwunitÎncă nu există evaluări
- Simulación PIDDocument4 paginiSimulación PIDAvtamarlaYadyatÎncă nu există evaluări
- Compuertas lógicas PLCDocument9 paginiCompuertas lógicas PLCDavid BaronÎncă nu există evaluări
- Automatización de Máquinas Eléctricas PDFDocument2 paginiAutomatización de Máquinas Eléctricas PDFJulioÎncă nu există evaluări
- CONCLUSION Simulacion PenultimoDocument2 paginiCONCLUSION Simulacion PenultimoStephania LuciaÎncă nu există evaluări
- Robotica ScaraDocument7 paginiRobotica ScaraFernandoÎncă nu există evaluări
- Arquitectura de Red Abierta de RockwellDocument20 paginiArquitectura de Red Abierta de RockwellReech Dirt EpÎncă nu există evaluări
- Ventajas de La Instrumentación VirtualDocument5 paginiVentajas de La Instrumentación VirtualJaime Josue Armendariz LopezÎncă nu există evaluări
- Identificación de Las Partes de Un PLCDocument10 paginiIdentificación de Las Partes de Un PLClarmmxÎncă nu există evaluări
- Proyecto Automatizacion InvernaderoDocument75 paginiProyecto Automatizacion Invernaderomarieladelabarra100% (1)
- Unidad 1 Automatización y RobóticaDocument37 paginiUnidad 1 Automatización y RobóticaAlejandro LunaÎncă nu există evaluări
- Tutorial-Sensores ActuadoresDocument38 paginiTutorial-Sensores ActuadoresJoseLuisMesaMurciaÎncă nu există evaluări
- 1.8.-Sistde Nivel de LíqytermicoDocument31 pagini1.8.-Sistde Nivel de LíqytermicoLeinerIvanÎncă nu există evaluări
- Automatización industrial: controladores lógicos, PLC y campos de aplicaciónDocument27 paginiAutomatización industrial: controladores lógicos, PLC y campos de aplicaciónCarlos GaytanÎncă nu există evaluări
- Ejercicios de análisis gráfico de velocidad en mecanismosDocument3 paginiEjercicios de análisis gráfico de velocidad en mecanismosCesar Vasquez PerezÎncă nu există evaluări
- Diseño de tablero eléctrico para control de motor trifásicoDocument4 paginiDiseño de tablero eléctrico para control de motor trifásicoGabriel AcevedoÎncă nu există evaluări
- Linea de Tiempo de La AutomatizacionDocument3 paginiLinea de Tiempo de La AutomatizacionNoe Adan Sánchez HernándezÎncă nu există evaluări
- Responsabilidad Por La CalidadDocument9 paginiResponsabilidad Por La Calidadjhota280Încă nu există evaluări
- Reloj DigitalDocument15 paginiReloj DigitalGomer Guevara TitoÎncă nu există evaluări
- Movicon 11 Monitoring Vision and ControlDocument17 paginiMovicon 11 Monitoring Vision and ControlLeo DolzÎncă nu există evaluări
- Cuestionario de La Primera Unidad Sistemas CiberfisicosDocument12 paginiCuestionario de La Primera Unidad Sistemas CiberfisicosFabian Rivas PaucarÎncă nu există evaluări
- Control StationDocument8 paginiControl StationCristian QuerubinÎncă nu există evaluări
- Practica1 AutoDocument6 paginiPractica1 AutoByronXGuillinMÎncă nu există evaluări
- Práctica 5 - Compuertas Lógicas en Circuito IntegradoDocument13 paginiPráctica 5 - Compuertas Lógicas en Circuito IntegradoCCHÎncă nu există evaluări
- Arranque Directo Con Inversion de GiroDocument8 paginiArranque Directo Con Inversion de GiroMiguel ZPÎncă nu există evaluări
- Secuencias Bifurcadas yDocument6 paginiSecuencias Bifurcadas yAlan Uriel Amador RodriguezÎncă nu există evaluări
- Gestión Y Emprendimiento: Perfil de ProyectoDocument7 paginiGestión Y Emprendimiento: Perfil de ProyectoAlexander IturraldeÎncă nu există evaluări
- Reporte de Práctica Diseño U4Document12 paginiReporte de Práctica Diseño U4Angel GarciaÎncă nu există evaluări
- Curso de Manufactura AditivaDocument147 paginiCurso de Manufactura AditivamanueldstarkÎncă nu există evaluări
- Char QueDocument3 paginiChar QueJhael Miranda RojasÎncă nu există evaluări
- 4.1. Cálculos Potencias para Los EjesDocument32 pagini4.1. Cálculos Potencias para Los EjesJhael Miranda RojasÎncă nu există evaluări
- BotulismoDocument6 paginiBotulismoJhael Miranda RojasÎncă nu există evaluări
- Proceso de Elaboración Del Yogurt FrutadoDocument11 paginiProceso de Elaboración Del Yogurt FrutadoJhael Miranda Rojas50% (2)
- BotulismoDocument6 paginiBotulismoJhael Miranda RojasÎncă nu există evaluări
- Vid RiosDocument14 paginiVid RiosJhael Miranda RojasÎncă nu există evaluări
- Fertilizantes NPKDocument9 paginiFertilizantes NPKJhael Miranda Rojas100% (1)
- 06 SukakollusDocument24 pagini06 SukakollusJulio Luis Guzman MarañonÎncă nu există evaluări
- Fertilizantes NPKDocument9 paginiFertilizantes NPKJhael Miranda Rojas100% (1)
- Emporio de EnergíaDocument7 paginiEmporio de EnergíaNicole PérezÎncă nu există evaluări
- Analisis de Conflictos CondorhuainDocument37 paginiAnalisis de Conflictos CondorhuainRosy Flores RomeroÎncă nu există evaluări
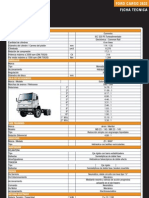
- FichaTecnica Ford CargoDocument2 paginiFichaTecnica Ford Cargonorbertopercara100% (4)
- Formulas para Trabajo Energia y PotenciaDocument1 paginăFormulas para Trabajo Energia y PotenciaANABEL SANCHEZ LÓPEZÎncă nu există evaluări
- ACTIVIDAD 8 Taller CircuitosDocument7 paginiACTIVIDAD 8 Taller CircuitosJuan Pablo Deutsch RinconÎncă nu există evaluări
- Técnicas de Análisis Del Aceite para Motores Diésel de Alta PotenciaDocument39 paginiTécnicas de Análisis Del Aceite para Motores Diésel de Alta Potenciaenrique rojasÎncă nu există evaluări
- Descarga en Vertedero Creager - Con 6 Puntos - BlacioDocument14 paginiDescarga en Vertedero Creager - Con 6 Puntos - BlacioLeandroBlacioÎncă nu există evaluări
- Dermowipe Gel AntibacterialDocument14 paginiDermowipe Gel AntibacterialAlejandro MartinezÎncă nu există evaluări
- Prevención de incendios: Conoce las causas y cómo evitarlosDocument57 paginiPrevención de incendios: Conoce las causas y cómo evitarlosJulieth AngelÎncă nu există evaluări
- Diseño y Construccion de Un Generador UltrasonicoDocument12 paginiDiseño y Construccion de Un Generador UltrasonicoIvànn NuñezÎncă nu există evaluări
- Guía Aspen de Hysys V 2006.5 3vDocument42 paginiGuía Aspen de Hysys V 2006.5 3vAlberto Llanos MilanÎncă nu există evaluări
- Determinación de cloro libre y total en aguaDocument4 paginiDeterminación de cloro libre y total en aguaJose VÎncă nu există evaluări
- Puesta en obra del concreto: etapas clave del proceso de fabricaciónDocument160 paginiPuesta en obra del concreto: etapas clave del proceso de fabricaciónArturo Car Roj100% (1)
- t16 Metabolismo CelularDocument21 paginit16 Metabolismo CelularMalena WaldorfÎncă nu există evaluări
- Proyecto de Regasificación de Gas Natural LicuadoDocument712 paginiProyecto de Regasificación de Gas Natural LicuadoJulio Morales100% (1)
- Carpetas de RodadoDocument11 paginiCarpetas de RodadoYamil Angel Gonzalez Morales100% (1)
- Borme A 2015 245 09Document9 paginiBorme A 2015 245 09Jonatas cassianoÎncă nu există evaluări
- Apuntes Andres Rubio EspinosaDocument13 paginiApuntes Andres Rubio EspinosaAlex Baylon CruzÎncă nu există evaluări
- Pedrollo VXC 30-50 de 3HPDocument4 paginiPedrollo VXC 30-50 de 3HPRocío LauraÎncă nu există evaluări
- Dictamen 73170 - 13 Sobre Permiso Circulación ElectrónicoDocument4 paginiDictamen 73170 - 13 Sobre Permiso Circulación ElectrónicoMario Campos PobleteÎncă nu există evaluări
- Cinética de Las Reacciones Del ElectrodoDocument3 paginiCinética de Las Reacciones Del ElectrodoAlberto Carlos Peña ArizpeÎncă nu există evaluări
- Electrica Cinco - 19 - 11 - 2022Document1 paginăElectrica Cinco - 19 - 11 - 2022Jaset GarciaÎncă nu există evaluări
- Data-Egresos-Zona FrancaDocument8 paginiData-Egresos-Zona Francajuan.nÎncă nu există evaluări
- Trabajo Práctico Unidad 3 KLEINER DANIELADocument3 paginiTrabajo Práctico Unidad 3 KLEINER DANIELADaniela Kleiner100% (1)
- EnsayoDocument6 paginiEnsayoMARIBEL SANTIAGO MORGANÎncă nu există evaluări
- Informe de pasantía en mantenimiento eléctricoDocument2 paginiInforme de pasantía en mantenimiento eléctricoJuan Angel Gallardo VazquezÎncă nu există evaluări
- 2.3.3 Propiedades de Mezcla de Gases Ideales-DimsDocument11 pagini2.3.3 Propiedades de Mezcla de Gases Ideales-DimsIvan SolisÎncă nu există evaluări
- Curso Administración Contratos Obras PúblicasDocument46 paginiCurso Administración Contratos Obras PúblicasWILTERJAVIERÎncă nu există evaluări
- Resistores Con Configuración en SerieDocument3 paginiResistores Con Configuración en SerieMaria Ines Argumedo Ortega100% (2)
- Capitulo 3 Cartas Dinamometricas-1Document35 paginiCapitulo 3 Cartas Dinamometricas-1EMORY RONALD OCHOA AJATAÎncă nu există evaluări