S-ar putea să vă placă și
- B.introdução Metal2Document26 paginiB.introdução Metal2eduardo_umÎncă nu există evaluări
- Dissertação LeanManufacturing Luís Vieira 52593Document95 paginiDissertação LeanManufacturing Luís Vieira 52593Luiz Guilherme Joana PatríciaÎncă nu există evaluări
- 9 Defeitos Resolucao ProblemasDocument177 pagini9 Defeitos Resolucao Problemaseduardo_umÎncă nu există evaluări
- 5 Contracao Arrefecimento EmpenoDocument140 pagini5 Contracao Arrefecimento Empenoeduardo_umÎncă nu există evaluări
- Comentarios Livros PolimerosDocument118 paginiComentarios Livros Polimeroseduardo_umÎncă nu există evaluări
- 2AnaliseDimensionamentoDetalhamentoemAco (Pos)Document80 pagini2AnaliseDimensionamentoDetalhamentoemAco (Pos)Gabriel PortoÎncă nu există evaluări
- Transferência de Calor - Convecção PDFDocument17 paginiTransferência de Calor - Convecção PDFjoeantoniÎncă nu există evaluări
- Panasonic SC Akx16lb KDocument89 paginiPanasonic SC Akx16lb Kdaniel.reyesbaez48Încă nu există evaluări
- Memória de Cálculo - VIga Içamento Ponteira de Dutos ChaminéDocument50 paginiMemória de Cálculo - VIga Içamento Ponteira de Dutos Chaminéjaderson Tonon100% (1)
- Tricalc Normativas 1000PDocument170 paginiTricalc Normativas 1000Pcarlosjr1969Încă nu există evaluări
- NBR 7198 - 1993 - Projeto e Execução de Instalações Prediais de Água Quente - Procedimento PDFDocument6 paginiNBR 7198 - 1993 - Projeto e Execução de Instalações Prediais de Água Quente - Procedimento PDFIgorLopesDiasÎncă nu există evaluări
- TCC - EletrotécnicaDocument15 paginiTCC - Eletrotécnicauendersontt12Încă nu există evaluări
- FisicaDocument5 paginiFisicalorispeaceÎncă nu există evaluări
- Ed 8° SemestreDocument15 paginiEd 8° SemestrekelenoliveiraÎncă nu există evaluări
- Relatório de Aula Prática ResistoresDocument15 paginiRelatório de Aula Prática ResistoresVictor GuirraÎncă nu există evaluări
- Aula - Dim Mancais de DeslizamentoDocument34 paginiAula - Dim Mancais de Deslizamentohelton_bsbÎncă nu există evaluări
- Resistividade Do Solo em Relação A Umidade e Temperatura AmbienteDocument14 paginiResistividade Do Solo em Relação A Umidade e Temperatura AmbientediomarlimaÎncă nu există evaluări
- Resumo-Eletro-I-1S-2022-para P2-3Document120 paginiResumo-Eletro-I-1S-2022-para P2-3Stefhani Dos SantosÎncă nu există evaluări
- Escoamentos em Sólidos ParticuladosDocument6 paginiEscoamentos em Sólidos ParticuladosHelena MartinsÎncă nu există evaluări
- Anexo 2-07 Lote 07 Leilao 01 2023 Rev1Document16 paginiAnexo 2-07 Lote 07 Leilao 01 2023 Rev1ScandellÎncă nu există evaluări
- Gabarito - Exercà Cios - Ligaà à o Iã NicaDocument2 paginiGabarito - Exercà Cios - Ligaà à o Iã NicaClaudio MarapeÎncă nu există evaluări
- Ligas MetálicasDocument54 paginiLigas MetálicasAnonymous hj68hZmoÎncă nu există evaluări
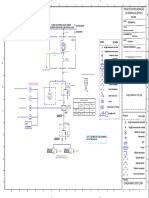
- Diagrama Unifilar - 8,04Document1 paginăDiagrama Unifilar - 8,04Leonardo Flavio Silva LimaÎncă nu există evaluări
- 03 - Escoamento de FluidosDocument24 pagini03 - Escoamento de FluidosEricUriosÎncă nu există evaluări
- Química - Rumoaoita - Química GeralDocument6 paginiQuímica - Rumoaoita - Química GeralQuímica_Moderna100% (1)
- Fenômenos de Transporte - Aula 4Document26 paginiFenômenos de Transporte - Aula 4Liana Franco PadilhaÎncă nu există evaluări
- Defeitos de InjecaoDocument4 paginiDefeitos de InjecaoAlan MartinsÎncă nu există evaluări
- Aula 7Document47 paginiAula 7Giovanna ArévaloÎncă nu există evaluări
- Aula Mod - BernoulliDocument42 paginiAula Mod - BernoulliPaloma Dondo Tonello PedroÎncă nu există evaluări
- Curso Solda Ponto - Body Assembly Eng'g (By Martini)Document91 paginiCurso Solda Ponto - Body Assembly Eng'g (By Martini)Weslley ChagasÎncă nu există evaluări
- Apresentação NR 10 40h Parte 1Document117 paginiApresentação NR 10 40h Parte 1SHE ECOLABÎncă nu există evaluări
- Aula 6 MOSFETs de PotênciaDocument68 paginiAula 6 MOSFETs de Potênciaadson barretoÎncă nu există evaluări
- Apostila de Fenomenos de TransporteDocument59 paginiApostila de Fenomenos de TransporteMasharu KawamotoÎncă nu există evaluări
- A Historia Do Motor CCDocument3 paginiA Historia Do Motor CCAlisson MarquesÎncă nu există evaluări
- NBR 14323 2011Document77 paginiNBR 14323 2011José Jéferson Rêgo SilvaÎncă nu există evaluări