S-ar putea să vă placă și
- The Ultimate GD&T Pocket Guide: 2nd EditionDocument2 paginiThe Ultimate GD&T Pocket Guide: 2nd EditionsrinivignaÎncă nu există evaluări
- Dimensioning and TolerancingDocument22 paginiDimensioning and TolerancingArnobÎncă nu există evaluări
- Optimization of Machining Time Using Feature Based Process PlanningDocument7 paginiOptimization of Machining Time Using Feature Based Process PlanningSuresh Rajagopal100% (1)
- 13 Symbols DrawingsDocument13 pagini13 Symbols DrawingsAlie AlbantaniÎncă nu există evaluări
- 1983 Machining SymbolsDocument18 pagini1983 Machining Symbolsanon_625429135Încă nu există evaluări
- Symbols in Technical Drawing and Engineering DrawingDocument10 paginiSymbols in Technical Drawing and Engineering DrawingGine AmisolaÎncă nu există evaluări
- Thread and Connection Identification Guide - MS-13-77 PDFDocument56 paginiThread and Connection Identification Guide - MS-13-77 PDFjochem_ligthartÎncă nu există evaluări
- Samyang Gear ReducerDocument6 paginiSamyang Gear Reducerjuliyanto88Încă nu există evaluări
- Fits TolerancesDocument26 paginiFits TolerancesHardeep Singh BaliÎncă nu există evaluări
- Mil STD 1877aDocument18 paginiMil STD 1877aMaría CamilaÎncă nu există evaluări
- Structural Steel LessonsDocument7 paginiStructural Steel LessonsIngeniero EstructuralÎncă nu există evaluări
- Shop Data - Fitting Layout For HVACDocument2 paginiShop Data - Fitting Layout For HVACDaniel AustinÎncă nu există evaluări
- 1 ToleranceDocument8 pagini1 ToleranceRaymond LO OtucopiÎncă nu există evaluări
- Flanges Fittings PDFDocument24 paginiFlanges Fittings PDFSalman KhanÎncă nu există evaluări
- Mechanical Design Data Book: Friction Clutches, Brakes, Belt Drives, Chain Drives, Bearings, GearsDocument69 paginiMechanical Design Data Book: Friction Clutches, Brakes, Belt Drives, Chain Drives, Bearings, Gearsvenugopalmanga100% (1)
- Zeiss Erosion ModuleDocument13 paginiZeiss Erosion ModulepakhiddeyasÎncă nu există evaluări
- 58 To Do ListDocument4 pagini58 To Do ListSunil KumarÎncă nu există evaluări
- Broaching PrsDocument41 paginiBroaching PrsParag PatelÎncă nu există evaluări
- Maryland Metrics Technical Data Chart TolerancesDocument1 paginăMaryland Metrics Technical Data Chart TolerancesMerimÎncă nu există evaluări
- Machining Processes Used To Produce Round Shapes: Turning and Hole MakingDocument40 paginiMachining Processes Used To Produce Round Shapes: Turning and Hole MakingAnonymous rYwUkp100% (1)
- SheetCam TNG Manual - LetterDocument160 paginiSheetCam TNG Manual - LetterSergio BricellaÎncă nu există evaluări
- Shop Manual Igx270 390 enDocument26 paginiShop Manual Igx270 390 enEdgarRetuertoÎncă nu există evaluări
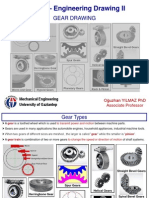
- ME 114 Engineering Drawing II Gear DrawingDocument12 paginiME 114 Engineering Drawing II Gear Drawingpradeep315Încă nu există evaluări
- Sheet Metal Cabinet Construction Patent from 1948Document8 paginiSheet Metal Cabinet Construction Patent from 1948jemanuelv100% (1)
- Tapers and Taper TurningDocument4 paginiTapers and Taper TurningSayanSanyalÎncă nu există evaluări
- JTA Light Weight Bevel Gearbox, Light Duty Bevel Gearbox, Smallest Aluminum 1 to 1 Ratio Miter Gearbox,Miniature Right Angle Gearbox,Micro Size Spiral Bevel Gearbox,Small 90 Degree Gearbox CatalogueDocument13 paginiJTA Light Weight Bevel Gearbox, Light Duty Bevel Gearbox, Smallest Aluminum 1 to 1 Ratio Miter Gearbox,Miniature Right Angle Gearbox,Micro Size Spiral Bevel Gearbox,Small 90 Degree Gearbox CatalogueWarren LeeÎncă nu există evaluări
- En 08 Mild Steel and Alloy Steels PropertiesDocument2 paginiEn 08 Mild Steel and Alloy Steels PropertiesSamratÎncă nu există evaluări
- ASTM A572 Grade 65: General Product DescriptionDocument1 paginăASTM A572 Grade 65: General Product DescriptionRichard AubertÎncă nu există evaluări
- The Mechanical and Microstructural Study of Welded Aa7075 Using Different Filler MetalsDocument17 paginiThe Mechanical and Microstructural Study of Welded Aa7075 Using Different Filler MetalsIndra SetiyadiÎncă nu există evaluări
- Heavy Mechanical ComplexDocument67 paginiHeavy Mechanical ComplexSyed Bukhari100% (1)
- 7-Manual Process Planning (AMS May13 - 13) PDFDocument24 pagini7-Manual Process Planning (AMS May13 - 13) PDFtadele10Încă nu există evaluări
- IFMA Product ManualDocument8 paginiIFMA Product ManualIbnu AndhikaÎncă nu există evaluări
- MI-1220 XL Manual 2008Document115 paginiMI-1220 XL Manual 2008James BanksÎncă nu există evaluări
- Manual 4MDocument118 paginiManual 4MJoão Manoel Bruna GarciaÎncă nu există evaluări
- Module 2 - Welding and Cutting Proccess PDFDocument148 paginiModule 2 - Welding and Cutting Proccess PDFTuhoyito TarahaoÎncă nu există evaluări
- Drawing Standards AnsiDocument24 paginiDrawing Standards AnsiTheo SeriyeÎncă nu există evaluări
- Common Parts Residential FurnacesDocument41 paginiCommon Parts Residential Furnacesnegmass0% (1)
- Caixa Jogocilada PDFDocument1 paginăCaixa Jogocilada PDFvivianeÎncă nu există evaluări
- Drilling Speeds and FeedsDocument1 paginăDrilling Speeds and FeedsLe Hoang HiepÎncă nu există evaluări
- Amperage ChartDocument1 paginăAmperage ChartNikunj KumarÎncă nu există evaluări
- DWG 415-011 REV 3Document7 paginiDWG 415-011 REV 3jonodo89Încă nu există evaluări
- Lead Screw Vs Ball ScrewDocument11 paginiLead Screw Vs Ball ScrewalexÎncă nu există evaluări
- DIN Fittings and TubesDocument92 paginiDIN Fittings and TubesJosé A. RamírezÎncă nu există evaluări
- Welding Code, or AWS D1.1, Structural Welding Code-Steel) To The Construction Division, MaterialsDocument10 paginiWelding Code, or AWS D1.1, Structural Welding Code-Steel) To The Construction Division, MaterialsDak KaizÎncă nu există evaluări
- Production ProgramDocument48 paginiProduction ProgramCarlos MarquezÎncă nu există evaluări
- Die Set Engineering Handbook and CatalogDocument144 paginiDie Set Engineering Handbook and CatalogEduardo Medel50% (2)
- Certified Manufacturing Engineer A Complete Guide - 2020 EditionDe la EverandCertified Manufacturing Engineer A Complete Guide - 2020 EditionÎncă nu există evaluări
- Failure Mode Effects And Criticality Analysis A Complete Guide - 2020 EditionDe la EverandFailure Mode Effects And Criticality Analysis A Complete Guide - 2020 EditionEvaluare: 2 din 5 stele2/5 (1)
- Construction Master IV Calculator Ug4045e BDocument54 paginiConstruction Master IV Calculator Ug4045e BThomas Christoph50% (2)
- Material Estimator Calculator - User ManualDocument40 paginiMaterial Estimator Calculator - User ManualHevely NewmanÎncă nu există evaluări
- Sec 102Document104 paginiSec 102Squi DgamedÎncă nu există evaluări
- Guide to Calculator FunctionsDocument35 paginiGuide to Calculator FunctionsAnneliese RotheÎncă nu există evaluări
- Initial Design M3SP5Document50 paginiInitial Design M3SP5Firstface LastbookÎncă nu există evaluări
- Schulung - CNC Programming enDocument91 paginiSchulung - CNC Programming enMUSTAFA osmanoğluÎncă nu există evaluări
- Sr270x College English ManualDocument41 paginiSr270x College English Manualbasuratfe1679Încă nu există evaluări
- HP 25 OwnersHandbookDocument132 paginiHP 25 OwnersHandbookdfberquoÎncă nu există evaluări
- Doheny 6590-ManualDocument6 paginiDoheny 6590-Manualbuckeyemarv967100% (1)
- Allied Drilling-Selection-GuideDocument1 paginăAllied Drilling-Selection-Guidebuckeyemarv967Încă nu există evaluări
- AlliedMachine Media AlliedMasterPageImages Support Literature Pdffiles A30-TAS - PDF ExtDocument160 paginiAlliedMachine Media AlliedMasterPageImages Support Literature Pdffiles A30-TAS - PDF ExtDante AristaÎncă nu există evaluări
- Line Bore Documentation 33 PDFDocument1 paginăLine Bore Documentation 33 PDFbuckeyemarv967Încă nu există evaluări
- CNC ProgrammingDocument529 paginiCNC Programmingbroll_undomiel93% (30)
- T-A I Nser T GR Ades: HSS (CPM - M4) Super Cobal T (CPM - T15)Document1 paginăT-A I Nser T GR Ades: HSS (CPM - M4) Super Cobal T (CPM - T15)buckeyemarv967Încă nu există evaluări
- Owner/Operator Manual Manuel Du Propriétaire/Utilisateur: ModelsDocument38 paginiOwner/Operator Manual Manuel Du Propriétaire/Utilisateur: Modelsbuckeyemarv967Încă nu există evaluări
- Calmotion Usbcnc Mazak 5 3mDocument6 paginiCalmotion Usbcnc Mazak 5 3mbuckeyemarv967Încă nu există evaluări
- NX SimulationDocument20 paginiNX Simulationbuckeyemarv96750% (2)
- 001 KMT Sys Eng2Document357 pagini001 KMT Sys Eng2buckeyemarv967Încă nu există evaluări
- Craftsman TractorDocument68 paginiCraftsman Tractorbuckeyemarv967Încă nu există evaluări
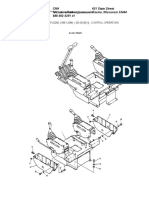
- Control OperatorsDocument3 paginiControl OperatorsAnonymous cS9UMvhBqÎncă nu există evaluări
- Is 733 1983Document21 paginiIs 733 1983pandey008Încă nu există evaluări
- AISI 1015: Digest DDocument2 paginiAISI 1015: Digest DGovinda RajÎncă nu există evaluări
- 11kv and LV Pin InsulatorsDocument1 pagină11kv and LV Pin InsulatorsMosa Elnaid ElnaidÎncă nu există evaluări
- Joints (Qw-402) DetailsDocument3 paginiJoints (Qw-402) DetailsNaqqash SajidÎncă nu există evaluări
- Alu ENDocument44 paginiAlu ENlelixÎncă nu există evaluări
- Programmable Macro Language (Basic) FunDocument46 paginiProgrammable Macro Language (Basic) FunVinit DhandeÎncă nu există evaluări
- Micro Flat BrochureDocument34 paginiMicro Flat BrochureAvinash KumarÎncă nu există evaluări
- Gia Cong CokhiDocument55 paginiGia Cong CokhitranngÎncă nu există evaluări
- Komet Milling TurningDocument132 paginiKomet Milling Turningstore.hrÎncă nu există evaluări
- Te CoDocument235 paginiTe CoColban Ovidiu AlexandruÎncă nu există evaluări
- ALPHA® OM-350 Lead-Free Solder PasteDocument2 paginiALPHA® OM-350 Lead-Free Solder PasteHallTRCÎncă nu există evaluări
- Tips for TLE Majors on Electricity, Drafting, Woodworking & MoreDocument7 paginiTips for TLE Majors on Electricity, Drafting, Woodworking & MoreJethro Apolinar BaladingÎncă nu există evaluări
- D2 Tool Steel - Heat Treatment Process PDFDocument3 paginiD2 Tool Steel - Heat Treatment Process PDFGayathriRajasekaranÎncă nu există evaluări
- Slide Sheet and Drilling ParameterDocument3 paginiSlide Sheet and Drilling ParameterFajar HidayatÎncă nu există evaluări
- Tugas Si SadeDocument25 paginiTugas Si SadeNabil SatriaÎncă nu există evaluări
- The Differences Between R and PT: Tapered Outernal ThreadDocument1 paginăThe Differences Between R and PT: Tapered Outernal ThreadKolin LeeÎncă nu există evaluări
- Iec E27Document1 paginăIec E27Ricardo ValenciaÎncă nu există evaluări
- Metric: Hex Nut Style 2 Class 12Document1 paginăMetric: Hex Nut Style 2 Class 12Ankit LonareÎncă nu există evaluări
- Machine Tool LINE-UP (Eng)Document40 paginiMachine Tool LINE-UP (Eng)Mohamed Essam MohamedÎncă nu există evaluări
- Turner: 3 SemesterDocument54 paginiTurner: 3 SemesterirshadÎncă nu există evaluări
- Navsea S9074-Aq-Gib-010-248Document137 paginiNavsea S9074-Aq-Gib-010-248Brenno Moura MouraÎncă nu există evaluări
- Module 3 - Locating and Clamping Methods PDFDocument90 paginiModule 3 - Locating and Clamping Methods PDFSaksham SetiaÎncă nu există evaluări
- Pemrograman NCDocument3 paginiPemrograman NCPurwadyaziÎncă nu există evaluări
- Graseras DixonDocument1 paginăGraseras DixonNoel BermudezÎncă nu există evaluări
- LS-600NP Concrete Pump Parts ManualDocument34 paginiLS-600NP Concrete Pump Parts ManualJosette Fallas ArayaÎncă nu există evaluări
- Precise Universal Lathe TC600Document12 paginiPrecise Universal Lathe TC600Salar SalahiÎncă nu există evaluări
- IVECO ML120E21 Bez Mostova, Kočnica-Parts CatalogueDocument660 paginiIVECO ML120E21 Bez Mostova, Kočnica-Parts CatalogueAnto BanašÎncă nu există evaluări
- Carpentry Grade 9 Quiz 2 2022 2023Document2 paginiCarpentry Grade 9 Quiz 2 2022 2023Michelle Sadao100% (1)
- Filler Metal Selection GuideDocument2 paginiFiller Metal Selection GuideMehta Mehul100% (1)