S-ar putea să vă placă și
- Catalogo Sistemas Proteccion Piezas Desgaste Maquinaria Mineria Construccion MTGDocument66 paginiCatalogo Sistemas Proteccion Piezas Desgaste Maquinaria Mineria Construccion MTGJose MonteroÎncă nu există evaluări
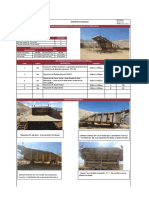
- Reporte de Trabajo Tolva de Volquete Cat 793D VQTC51 - 21-01-2021Document3 paginiReporte de Trabajo Tolva de Volquete Cat 793D VQTC51 - 21-01-2021Mario Conde VilcaÎncă nu există evaluări
- Rodillos Inferiores 4100XPCDocument2 paginiRodillos Inferiores 4100XPCFrancisco GonzalezÎncă nu există evaluări
- Escalera - Pala P&H 4100Document29 paginiEscalera - Pala P&H 4100Mario Conde VilcaÎncă nu există evaluări
- Draft Protocolo de Pruebas GET ERS 7495Document8 paginiDraft Protocolo de Pruebas GET ERS 7495Reyner Trelles Morán100% (1)
- Elementos Desgaste Flota Eeaa y Balde 994Document39 paginiElementos Desgaste Flota Eeaa y Balde 994nelsonÎncă nu există evaluări
- Informe de Reparacion General Del Cucharon Del Bulldozer D11TDocument19 paginiInforme de Reparacion General Del Cucharon Del Bulldozer D11TYonnyVargasQuispeÎncă nu există evaluări
- Recuperación de BaldesDocument30 paginiRecuperación de BaldesJesús Herbas GutierrezÎncă nu există evaluări
- Informe de Reparacion Bucket de Excvavadora 8110Document6 paginiInforme de Reparacion Bucket de Excvavadora 8110Planeamiento Antapaccay100% (2)
- Informe Inicial Reparacion Bulldozer, Brazo de Empuje y Barra Estabilizadora d11 FinalDocument11 paginiInforme Inicial Reparacion Bulldozer, Brazo de Empuje y Barra Estabilizadora d11 Finalwilfredo escobar gutierrezÎncă nu există evaluări
- Final Trabajo 4100Document24 paginiFinal Trabajo 4100Edwin Luis Shoke CunuranaÎncă nu există evaluări
- Diagrama de Gantt de Reparacion de Cucharon P&H 4100 STD 29-07-18Document1 paginăDiagrama de Gantt de Reparacion de Cucharon P&H 4100 STD 29-07-18Mario Conde VilcaÎncă nu există evaluări
- Pala Hitachi Ex5600 Partes PDFDocument1 paginăPala Hitachi Ex5600 Partes PDFangelÎncă nu există evaluări
- HOJA DE CONTROL - REPARACIÓN TOVAL 793D - Rev.0Document67 paginiHOJA DE CONTROL - REPARACIÓN TOVAL 793D - Rev.0Planeamiento Antapaccay100% (1)
- Curso Accesorios Herramientas Corte Get Maquinaria Pesada Ferreyros CaterpillarDocument42 paginiCurso Accesorios Herramientas Corte Get Maquinaria Pesada Ferreyros CaterpillarAle Fierro100% (1)
- 824H CommisioningDocument15 pagini824H CommisioningFredy Manrique Asto100% (1)
- Cambio de Tolva Camion Komatsu 730e #12 07-02-2015Document63 paginiCambio de Tolva Camion Komatsu 730e #12 07-02-2015Anonymous tV1FhZqC67% (3)
- Product Catalogue - Blasthole Drilling Spanish SmallDocument92 paginiProduct Catalogue - Blasthole Drilling Spanish SmallAlan Paul Calisaya Monzon67% (3)
- 06 Balde de Pala MecánicaDocument12 pagini06 Balde de Pala MecánicaCristian Segura Bidermann0% (1)
- Informe Final Bucket 1Document34 paginiInforme Final Bucket 1Carlos RosasÎncă nu există evaluări
- Baldes P&H PDFDocument52 paginiBaldes P&H PDFHernan100% (4)
- Avance 1Document20 paginiAvance 1Diego Urday Segura100% (1)
- Reparaciones de Balde y o Cambios de Porta Calzas Cargador 994K y 992KDocument65 paginiReparaciones de Balde y o Cambios de Porta Calzas Cargador 994K y 992KJavii Patiño100% (1)
- Matriz de Formatos de Planchas de Blindaje de Bucket LT2350 - Las BambasDocument3 paginiMatriz de Formatos de Planchas de Blindaje de Bucket LT2350 - Las BambasPlaneamiento AntapaccayÎncă nu există evaluări
- 02 Curso de Mantenimiento Komatsu Wa1200-3Document100 pagini02 Curso de Mantenimiento Komatsu Wa1200-3MARIO DEL PINO MUÑOZÎncă nu există evaluări
- Reparacion Bucket Excavadora PC350 07 DicDocument11 paginiReparacion Bucket Excavadora PC350 07 DicMaria Fernanda DelgadoÎncă nu există evaluări
- Estandar-Cambio Saddle Block-Dipper HandleDocument26 paginiEstandar-Cambio Saddle Block-Dipper HandleIvan CabanaÎncă nu există evaluări
- PTS-PH-MM083 Montaje de Tambor Hoist R9Document7 paginiPTS-PH-MM083 Montaje de Tambor Hoist R9maocaleirlÎncă nu există evaluări
- Pauta Reparacion Balde Pc-5500bh Sin Numpara Preparación de MaterialesDocument9 paginiPauta Reparacion Balde Pc-5500bh Sin Numpara Preparación de MaterialesMarión MichelleÎncă nu există evaluări
- Manual de Herramientas de CorteDocument808 paginiManual de Herramientas de CorteGary BC100% (1)
- Operacion y Mantenimiento WA1200-3 JAPAN O&M Spanish PDFDocument281 paginiOperacion y Mantenimiento WA1200-3 JAPAN O&M Spanish PDFEdin Raul Yalle Rafael100% (1)
- Presentation3 PalaDocument31 paginiPresentation3 PalaHENRY TORRESÎncă nu există evaluări
- RH90C-Kap-01 3663461 00 Es PDFDocument14 paginiRH90C-Kap-01 3663461 00 Es PDFFrank OrtizÎncă nu există evaluări
- Accesorios para Baldes y Palas - Catalogo - EsDocument43 paginiAccesorios para Baldes y Palas - Catalogo - EsAnonymous HYcvKeCC6FÎncă nu există evaluări
- Matriz de ComponentesDocument12 paginiMatriz de ComponentesLora GEÎncă nu există evaluări
- Infcond - Pitch Braces - Cuchesco - 495bi - Pat3Document4 paginiInfcond - Pitch Braces - Cuchesco - 495bi - Pat3Mario Conde VilcaÎncă nu există evaluări
- 4100 XPC - Manual de Mantenimiento - HOISTDocument98 pagini4100 XPC - Manual de Mantenimiento - HOISTFrancisco Javier González LópezÎncă nu există evaluări
- Curso Cambio de Componentes 7495 HRDocument77 paginiCurso Cambio de Componentes 7495 HRbends1408Încă nu există evaluări
- Instructivos de Barreton Cat 7495Document5 paginiInstructivos de Barreton Cat 7495juniorÎncă nu există evaluări
- Procedimiento Repararacion - Fisura Tornamesa (GGD825 (Andina)Document8 paginiProcedimiento Repararacion - Fisura Tornamesa (GGD825 (Andina)Rodrigo CarizÎncă nu există evaluări
- Conjunto Rueda TensoraDocument2 paginiConjunto Rueda TensorasebamarÎncă nu există evaluări
- Pa3 Fernando Planeamiento Estra PDFDocument10 paginiPa3 Fernando Planeamiento Estra PDFMario Zurita CamachoÎncă nu există evaluări
- Matriz de Formatos de Planchas de Blindaje de Bucket FS6060 - Las BambasDocument4 paginiMatriz de Formatos de Planchas de Blindaje de Bucket FS6060 - Las BambasPlaneamiento Antapaccay100% (3)
- Pala de Cuerda EléctricaDocument24 paginiPala de Cuerda EléctricaEsteban V. A PadillaÎncă nu există evaluări
- PTS-P&H-DM014 Desmontaje de Cables de Levante REV.12Document14 paginiPTS-P&H-DM014 Desmontaje de Cables de Levante REV.12Ale CisternasÎncă nu există evaluări
- Angulo de Ataque BaldeDocument14 paginiAngulo de Ataque BaldeManuel Vargas100% (1)
- Rep 01-Mp-2016 Inspeccion Del Hoist 7495 Sh001Document9 paginiRep 01-Mp-2016 Inspeccion Del Hoist 7495 Sh001Cesar Marcello Cordova Guerrero100% (1)
- 1190E SP Servicio 733729Document937 pagini1190E SP Servicio 733729Pedro Mollo Vara100% (1)
- Armado 994f EspañolDocument512 paginiArmado 994f EspañolFelipeNicolasSilvaÎncă nu există evaluări
- Informe de Reparacion DM45E# 5Document5 paginiInforme de Reparacion DM45E# 5Training Tech online CeleminÎncă nu există evaluări
- Curso Los Filos Español PDFDocument154 paginiCurso Los Filos Español PDFISIDRO100% (1)
- 1006017-ALAMBRE 71V 116 (16 MM) INDURADocument2 pagini1006017-ALAMBRE 71V 116 (16 MM) INDURAErix Alcayaga GonzalezÎncă nu există evaluări
- Data de Medidas de TractoresDocument1 paginăData de Medidas de TractoresELMERÎncă nu există evaluări
- Informe de Inspeccion de Cucharon Actual Rev 01Document8 paginiInforme de Inspeccion de Cucharon Actual Rev 01Mario Conde Vilca100% (1)
- ssbp4987 48 03 All PDFDocument1.185 paginissbp4987 48 03 All PDFemiliojelvesÎncă nu există evaluări
- Ins-Man-Cmz-011 Cambio Sprocket Motriz Rev 1Document16 paginiIns-Man-Cmz-011 Cambio Sprocket Motriz Rev 1Juventud SalinasÎncă nu există evaluări
- Rueda GuíaDocument2 paginiRueda GuíaWilliam QuilicheÎncă nu există evaluări
- PT-9650-018 Desarme de Martillo Picador PD1 NV 8Document36 paginiPT-9650-018 Desarme de Martillo Picador PD1 NV 8PEDRO SEGOVIAÎncă nu există evaluări
- Atlas Copco PRO SPDocument70 paginiAtlas Copco PRO SPMilagros Lavado SánchezÎncă nu există evaluări
- BP Mangueras Gases A PresiónDocument2 paginiBP Mangueras Gases A PresiónManuel AlcántaraÎncă nu există evaluări
- Acelerador Electronico - Volkswagen PDFDocument24 paginiAcelerador Electronico - Volkswagen PDFFernando QSÎncă nu există evaluări
- Electro Diagnosis 1 PDFDocument164 paginiElectro Diagnosis 1 PDFpacobu128Încă nu există evaluări
- Kz1-I-Op-070 Cambio Transmisión y Convertidor de Torque Wa1200-3Document5 paginiKz1-I-Op-070 Cambio Transmisión y Convertidor de Torque Wa1200-3patricio_marcelo1976Încă nu există evaluări
- Accionamiento Del Freno HidraulicoDocument10 paginiAccionamiento Del Freno HidraulicoFrc BestÎncă nu există evaluări
- Electro Diagnosis 1 PDFDocument164 paginiElectro Diagnosis 1 PDFpacobu128Încă nu există evaluări
- O&m PC450LC-8 A10001-Up Gsam021901Document396 paginiO&m PC450LC-8 A10001-Up Gsam021901Anthony MartinezÎncă nu există evaluări
- Motor-1-Kd-Ftv ToyotaDocument45 paginiMotor-1-Kd-Ftv Toyotalic_narciso100% (27)
- CURSO CERRADO RG-DE-SGC 07 - 07 Informe Final PC5500D-6 PDFDocument6 paginiCURSO CERRADO RG-DE-SGC 07 - 07 Informe Final PC5500D-6 PDFpatricio_marcelo1976Încă nu există evaluări
- Manual Nissan Sistema Control Motor PDFDocument510 paginiManual Nissan Sistema Control Motor PDFedwin100% (7)
- ABB Manual Servicio Motor Eléctrico PDFDocument146 paginiABB Manual Servicio Motor Eléctrico PDFpatricio_marcelo1976Încă nu există evaluări
- Electricidad 24voltDocument102 paginiElectricidad 24voltpatricio_marcelo1976Încă nu există evaluări
- ABB Manual Servicio Motor Eléctrico PDFDocument146 paginiABB Manual Servicio Motor Eléctrico PDFpatricio_marcelo1976Încă nu există evaluări
- Hidráulica BásicaDocument69 paginiHidráulica Básicapatricio_marcelo1976Încă nu există evaluări
- 2005 Sorento Owners Manual EN PDFDocument287 pagini2005 Sorento Owners Manual EN PDFpatricio_marcelo1976Încă nu există evaluări
- Electricidad 24voltDocument102 paginiElectricidad 24voltpatricio_marcelo1976Încă nu există evaluări
- Presentacion Pc6oo-8Document15 paginiPresentacion Pc6oo-8patricio_marcelo19760% (1)
- Alimentación de Combustible DieselDocument36 paginiAlimentación de Combustible Dieseleduardorojas007Încă nu există evaluări
- 2005 Sorento Owners Manual EN PDFDocument287 pagini2005 Sorento Owners Manual EN PDFpatricio_marcelo1976Încă nu există evaluări
- 02 5 Sistema ElectrónicoDocument4 pagini02 5 Sistema Electrónicopatricio_marcelo1976Încă nu există evaluări
- Tecnologaenmotores Gasolineenginediagnosismododecompatibilidad 131022114105 Phpapp01 PDFDocument273 paginiTecnologaenmotores Gasolineenginediagnosismododecompatibilidad 131022114105 Phpapp01 PDFcarlos antonioÎncă nu există evaluări
- Trasmisision Automatica Optima Carens 2 y Carnival FL (Sedona)Document68 paginiTrasmisision Automatica Optima Carens 2 y Carnival FL (Sedona)Ahamed Delmon Ramos Vanegas100% (1)
- Hidráulica BásicaDocument69 paginiHidráulica Básicapatricio_marcelo1976Încă nu există evaluări
- A Cro No Pedia 012011Document1.792 paginiA Cro No Pedia 012011David ParariÎncă nu există evaluări
- Hydraulic SymbolsDocument11 paginiHydraulic Symbolspatricio_marcelo1976Încă nu există evaluări
- Manual Taller Tractor Cadenas Bulldozer D375a5 Vhms Komatsu PDFDocument804 paginiManual Taller Tractor Cadenas Bulldozer D375a5 Vhms Komatsu PDFRoussel Florez ZuloagaÎncă nu există evaluări
- Manual de Operación y Mantención en Español D375 A - 5 PDFDocument272 paginiManual de Operación y Mantención en Español D375 A - 5 PDFpatricio_marcelo1976Încă nu există evaluări
- Manual Apoyo Motor 170E3 PDFDocument181 paginiManual Apoyo Motor 170E3 PDFpatricio_marcelo1976Încă nu există evaluări
- 02 4 Sistema EGRDocument44 pagini02 4 Sistema EGRpatricio_marcelo1976Încă nu există evaluări
- Manual de Operación y Mantención WA 500 - 3 PDFDocument269 paginiManual de Operación y Mantención WA 500 - 3 PDFpatricio_marcelo1976100% (2)
- 2021 08 20 Clase de Teoria de Radiadores 5 m1Document23 pagini2021 08 20 Clase de Teoria de Radiadores 5 m1Valerio NavarreteÎncă nu există evaluări
- Plan de Negocios - LlanteriaDocument2 paginiPlan de Negocios - LlanteriaPablo GuerraÎncă nu există evaluări
- Laboratorio Memoria RAMDocument8 paginiLaboratorio Memoria RAMGabriel Fernando SuarezÎncă nu există evaluări
- Whirpool Secadora Lavadora Industrial ManualDocument27 paginiWhirpool Secadora Lavadora Industrial ManualLab AkosmetingÎncă nu există evaluări
- Estudio Impacto Ambiental Construcción de Galpón IndustrialDocument126 paginiEstudio Impacto Ambiental Construcción de Galpón IndustrialAnonymous QRtgiAom8Încă nu există evaluări
- Introduccion A La Proyección de MecanismosDocument20 paginiIntroduccion A La Proyección de MecanismosErick PalomoÎncă nu există evaluări
- Plan Remediacion LBDocument38 paginiPlan Remediacion LBMarisabel MaidanaÎncă nu există evaluări
- Naca 4115Document38 paginiNaca 4115Juan López LópezÎncă nu există evaluări
- Tarea - 08 - Oscilograma de La Curva de Presion en CilindrosDocument9 paginiTarea - 08 - Oscilograma de La Curva de Presion en CilindrosGilmar Berzosa100% (1)
- Determinación Del Límite Líquido y Límite Plástico de Un SueloDocument23 paginiDeterminación Del Límite Líquido y Límite Plástico de Un Suelocarliin2Încă nu există evaluări
- KK80 Manual Oel - En.esDocument28 paginiKK80 Manual Oel - En.esjuangabriel Jimenez SalasÎncă nu există evaluări
- CV Ronald Centurión CórdovaDocument6 paginiCV Ronald Centurión CórdovaJuan Carlos Salgado SifuentesÎncă nu există evaluări
- Informe FisicoquimicaDocument2 paginiInforme FisicoquimicaDaniel VillamizarÎncă nu există evaluări
- 20142sfict034262 1 PDFDocument52 pagini20142sfict034262 1 PDFByron100% (1)
- Tds Total Fluidmatic-D3 TCQ 202011 Es EspDocument2 paginiTds Total Fluidmatic-D3 TCQ 202011 Es Espcamilo ZambranoÎncă nu există evaluări
- Curva de Doble Masa PDFDocument6 paginiCurva de Doble Masa PDFLeider IbarraÎncă nu există evaluări
- Importancia de Los Costos en La Toma deDocument4 paginiImportancia de Los Costos en La Toma deCeledonio Hernandez SanchezÎncă nu există evaluări
- Informe 07Document20 paginiInforme 07Nicol Litsi Jimenez AguilarÎncă nu există evaluări
- Fds - Compitt Foam - Rev02Document5 paginiFds - Compitt Foam - Rev02pablodaniel.sotoÎncă nu există evaluări
- Trabajo Final Abastos TE2Document141 paginiTrabajo Final Abastos TE2Julio HuamanÎncă nu există evaluări
- Manual de Usuario Isofast 21 e Isomax Condens (Año 2010)Document24 paginiManual de Usuario Isofast 21 e Isomax Condens (Año 2010)josluviÎncă nu există evaluări
- Práctica 3 PermeabilidadDocument7 paginiPráctica 3 PermeabilidadJOSE ALEXIS APARICIO AISPUROÎncă nu există evaluări
- Procesos en La LimadoraDocument12 paginiProcesos en La LimadoraGerman Sebastian Vera CespedesÎncă nu există evaluări
- Aspectos e Impactos AmbientalesDocument26 paginiAspectos e Impactos AmbientalesLiliveth Martinez Galvan100% (1)
- Manoper ATMDocument351 paginiManoper ATMmatiasaugusto9Încă nu există evaluări
- Diseño e Instalacion de Un Sistema de Asistencia A La Conduccion para Vehiculos A Fin de Asistir A Personas Discapacitadas Con Movilidad Reducida en Ambas PiernasDocument38 paginiDiseño e Instalacion de Un Sistema de Asistencia A La Conduccion para Vehiculos A Fin de Asistir A Personas Discapacitadas Con Movilidad Reducida en Ambas PiernasNaxhieDomínguez0% (1)
- Fti #005-2019-Gore - Puno-Potoni PDFDocument15 paginiFti #005-2019-Gore - Puno-Potoni PDFivan tipula mamaniÎncă nu există evaluări
- Cosechadoras IDocument82 paginiCosechadoras IGabriel GerliÎncă nu există evaluări
- Brazo RoboticoDocument19 paginiBrazo RoboticoDave MendezÎncă nu există evaluări