S-ar putea să vă placă și
- Steps To Optimize Lubricants Use PDFDocument113 paginiSteps To Optimize Lubricants Use PDFPrabhu LohakareÎncă nu există evaluări
- Rationalizing The Benefits of Condition-Based Maintenance - An Oil Analysis ExampleDocument11 paginiRationalizing The Benefits of Condition-Based Maintenance - An Oil Analysis ExampleJHON ANGEL VARGAS HUAHUASONCCOÎncă nu există evaluări
- A Complete Business Plan About A Hypothetical BusinessDocument76 paginiA Complete Business Plan About A Hypothetical BusinessRizwan Zafar93% (30)
- How To Write A Lubrication ProcedureDocument5 paginiHow To Write A Lubrication ProceduremawooaÎncă nu există evaluări
- Petrol Saver-BBA-MBA Project ReportDocument52 paginiPetrol Saver-BBA-MBA Project ReportpRiNcE DuDhAtRaÎncă nu există evaluări
- Machinery Lubrication I IIDocument11 paginiMachinery Lubrication I IIRbai praveenÎncă nu există evaluări
- Plant Layout Factors and StrategiesDocument22 paginiPlant Layout Factors and StrategiesvamsikskÎncă nu există evaluări
- Benefits of lubricant oil analysis for maintenance decisionsDocument8 paginiBenefits of lubricant oil analysis for maintenance decisionsmunal23Încă nu există evaluări
- Why Do We Need Fmeas?Document44 paginiWhy Do We Need Fmeas?Leonardo SunsinoÎncă nu există evaluări
- Improving Cycle Time Using Value Stream Mapping inDocument12 paginiImproving Cycle Time Using Value Stream Mapping indanuÎncă nu există evaluări
- Overview of TSDDocument7 paginiOverview of TSDMuhammad Abdul RaufÎncă nu există evaluări
- Formulation of Manufacturing StrategyDocument30 paginiFormulation of Manufacturing StrategywaqasalitunioÎncă nu există evaluări
- Get the Most from Oil AnalysisDocument16 paginiGet the Most from Oil AnalysisGuru Raja Ragavendran Nagarajan100% (2)
- 7 A New Look at Criticality Analisys For Machinery LubricationDocument8 pagini7 A New Look at Criticality Analisys For Machinery LubricationGoakof100% (1)
- IPM of Oil and Gas EquipmentDocument2 paginiIPM of Oil and Gas EquipmentKaushalÎncă nu există evaluări
- Cost Advantage: OutlineDocument14 paginiCost Advantage: OutlineSunit BanchhorÎncă nu există evaluări
- BIW Unit 1 NotesDocument50 paginiBIW Unit 1 NotesJhon bendÎncă nu există evaluări
- AutoDocument8 paginiAutoShwetank TÎncă nu există evaluări
- Lean Six Sigma For Manufacturing Industry A ReviewDocument9 paginiLean Six Sigma For Manufacturing Industry A ReviewQuân TrầnÎncă nu există evaluări
- 3 - Syntetic Pocket GuideDocument9 pagini3 - Syntetic Pocket GuideRay Cepeda MenaÎncă nu există evaluări
- Cost of Quality For Automobile Industry: A ReviewDocument7 paginiCost of Quality For Automobile Industry: A Reviewrcbcsk cskÎncă nu există evaluări
- Application of SMED Methodology-A Case Study in Small Scale IndustryDocument4 paginiApplication of SMED Methodology-A Case Study in Small Scale IndustryAkshay PatilÎncă nu există evaluări
- Productivity Improvement of A Special Purpose MachineDocument14 paginiProductivity Improvement of A Special Purpose MachineIslamSharafÎncă nu există evaluări
- Ijaiem 2013 06 12 035Document10 paginiIjaiem 2013 06 12 035International Journal of Application or Innovation in Engineering & ManagementÎncă nu există evaluări
- Total Productive MaintenanceDocument34 paginiTotal Productive MaintenanceJyoten Panditpautra100% (1)
- TPM BasicDocument14 paginiTPM Basicsweety1188Încă nu există evaluări
- ISE 514 Automobile Project Report PDFDocument19 paginiISE 514 Automobile Project Report PDFSteel Tech Engineering LtdÎncă nu există evaluări
- Name: Syed Abdul Haseeb Id: 13853 Mid Term: 01Document9 paginiName: Syed Abdul Haseeb Id: 13853 Mid Term: 01SYED ABDUL HASEEB SYED MUZZAMIL NAJEEB 13853Încă nu există evaluări
- 2 Target PDFDocument13 pagini2 Target PDFمحمد زرواطيÎncă nu există evaluări
- Oil Analysis PDFDocument0 paginiOil Analysis PDFrizaldyjoe100% (1)
- Application Total Productive Maintenance (TPM) To Increase The Effectiveness of Engines With OEE As A Tool To Measure in The Industrial Packaging CansDocument18 paginiApplication Total Productive Maintenance (TPM) To Increase The Effectiveness of Engines With OEE As A Tool To Measure in The Industrial Packaging CansAnonymous izrFWiQÎncă nu există evaluări
- Maximize Machine Reliability Through Precision Lubrication SkillsDocument12 paginiMaximize Machine Reliability Through Precision Lubrication Skillsrashm006ranjan50% (2)
- Hiranmayee Private LimitedDocument25 paginiHiranmayee Private LimitedBlack berryÎncă nu există evaluări
- Enhancing Overall Equipment Effectiveness PDFDocument5 paginiEnhancing Overall Equipment Effectiveness PDFAhmed El-DahshanÎncă nu există evaluări
- Implementation of Total Productive MaintDocument12 paginiImplementation of Total Productive MaintEregamani DinamaniÎncă nu există evaluări
- Implementation of Total Productive Maintenance Lean Tool To Reduce Lead Time-A Case StudyDocument12 paginiImplementation of Total Productive Maintenance Lean Tool To Reduce Lead Time-A Case StudyEregamani DinamaniÎncă nu există evaluări
- Practical Perspectives On Motor Management: by Ted ClaytonDocument12 paginiPractical Perspectives On Motor Management: by Ted ClaytonKrishna ReddyÎncă nu există evaluări
- Unit 4 Role of PLM in IndustriesDocument35 paginiUnit 4 Role of PLM in IndustriesSenthilkumaar JSÎncă nu există evaluări
- Strategy Implementation at RomeroDocument4 paginiStrategy Implementation at Romerosushanthabhishek100% (1)
- Applying KM to improve quality at FordDocument5 paginiApplying KM to improve quality at FordKunal KumarÎncă nu există evaluări
- Research Proposal For IdrissDocument10 paginiResearch Proposal For IdrissMoses UdoisohÎncă nu există evaluări
- Standardized SOP Process Benefits Fortune SolutionsDocument3 paginiStandardized SOP Process Benefits Fortune SolutionsNIRALIÎncă nu există evaluări
- SABMiller Revamps Supply Chain to Reduce Stock-OutsDocument10 paginiSABMiller Revamps Supply Chain to Reduce Stock-OutsManny SinghÎncă nu există evaluări
- CooperDocument7 paginiCooperSanaSyedÎncă nu există evaluări
- Corporate Internship Report: ON "Role of Distributors in BPCL"Document47 paginiCorporate Internship Report: ON "Role of Distributors in BPCL"saurav_lall0011528Încă nu există evaluări
- KaizeninWorld Class Automotive Company With Reduction of Six Big Lossesin Cylinder Block Machining Line in IndonesiaDocument6 paginiKaizeninWorld Class Automotive Company With Reduction of Six Big Lossesin Cylinder Block Machining Line in IndonesiaAnonymous izrFWiQÎncă nu există evaluări
- Arvind Eye Care SystemDocument7 paginiArvind Eye Care Systemmeghnashetty887Încă nu există evaluări
- Roadmap For Maint RevolutionDocument7 paginiRoadmap For Maint RevolutiondeepakaniÎncă nu există evaluări
- Total Productive MaintenanceDocument32 paginiTotal Productive MaintenanceAbdulmajeedÎncă nu există evaluări
- Name: Sreenath - MR Registration No: 511037136 Center: 2717 Course: Assignment Set-1Document11 paginiName: Sreenath - MR Registration No: 511037136 Center: 2717 Course: Assignment Set-1Sreenath Mamilla RÎncă nu există evaluări
- Best Practice 38lubrication MngtThe Next 10 YrsDocument6 paginiBest Practice 38lubrication MngtThe Next 10 Yrsahmed mohamedÎncă nu există evaluări
- Competitive Advantage thru Ensuring Equipment ReliabilityDocument8 paginiCompetitive Advantage thru Ensuring Equipment Reliabilitying.maggionigonzaloÎncă nu există evaluări
- Coursework Module Code: Module Title: Programme: Student Name: Student ID: Module Leader: Submission DateDocument11 paginiCoursework Module Code: Module Title: Programme: Student Name: Student ID: Module Leader: Submission DateKiranÎncă nu există evaluări
- Lean Manufacturing Concept: The Main Factor in Improving Manufacturing Performance - A Case StudyDocument12 paginiLean Manufacturing Concept: The Main Factor in Improving Manufacturing Performance - A Case StudyAbeeha NasirÎncă nu există evaluări
- TotalProductiveMaintenance NeedFrameworkDocument6 paginiTotalProductiveMaintenance NeedFrameworkCharles VenturiniÎncă nu există evaluări
- 6 1507540220 - 09-10-2017 PDFDocument5 pagini6 1507540220 - 09-10-2017 PDFRahul SharmaÎncă nu există evaluări
- Group2 ITT CaseDocument16 paginiGroup2 ITT CaseAman Anshu100% (1)
- A Comprehensive Review of Manufacturing Wastes: Toyota Production System Lean PrinciplesDocument11 paginiA Comprehensive Review of Manufacturing Wastes: Toyota Production System Lean PrinciplesMichael ThompsonÎncă nu există evaluări
- Lubrication Tactics for Industries Made Simple, 8th Discipline of World Class Maintenance Management: 1, #6De la EverandLubrication Tactics for Industries Made Simple, 8th Discipline of World Class Maintenance Management: 1, #6Evaluare: 5 din 5 stele5/5 (1)
- Operations Management in Automotive Industries: From Industrial Strategies to Production Resources Management, Through the Industrialization Process and Supply Chain to Pursue Value CreationDe la EverandOperations Management in Automotive Industries: From Industrial Strategies to Production Resources Management, Through the Industrialization Process and Supply Chain to Pursue Value CreationÎncă nu există evaluări
- Annals 2015 4 06Document6 paginiAnnals 2015 4 06danielch123Încă nu există evaluări
- FH 6x4T PDFDocument4 paginiFH 6x4T PDFdanielch123Încă nu există evaluări
- FH 6x2T EVO WIN 2018 PDFDocument2 paginiFH 6x2T EVO WIN 2018 PDFdanielch123Încă nu există evaluări
- Caterpillar Bulldozer D7G PDFDocument6 paginiCaterpillar Bulldozer D7G PDFMuhaimin82% (11)
- Engines - 1975 Range PDFDocument4 paginiEngines - 1975 Range PDFdanielch123Încă nu există evaluări
- FH 6x2t Evo Win 2018Document2 paginiFH 6x2t Evo Win 2018danielch123Încă nu există evaluări
- FH 6x4T PDFDocument4 paginiFH 6x4T PDFdanielch123Încă nu există evaluări
- 2013 - Cat 325 DLDocument28 pagini2013 - Cat 325 DLdanielch123Încă nu există evaluări
- Engines - 1975 Range PDFDocument4 paginiEngines - 1975 Range PDFdanielch123Încă nu există evaluări
- Engines - 1975 Range PDFDocument4 paginiEngines - 1975 Range PDFdanielch123Încă nu există evaluări
- Caterpillar Bulldozer D7G PDFDocument6 paginiCaterpillar Bulldozer D7G PDFMuhaimin82% (11)
- C 048816Document1 paginăC 048816danielch123Încă nu există evaluări
- LDR 04 - 644G - English PDFDocument336 paginiLDR 04 - 644G - English PDFdanielch123Încă nu există evaluări
- Caterpillar Bulldozer D7G PDFDocument6 paginiCaterpillar Bulldozer D7G PDFMuhaimin82% (11)
- 3306 Industrial Spec SheetDocument6 pagini3306 Industrial Spec Sheetdanielch123100% (1)
- 544B PDFDocument4 pagini544B PDFdanielch123Încă nu există evaluări
- Engines - 1975 Range PDFDocument4 paginiEngines - 1975 Range PDFdanielch123Încă nu există evaluări
- Dkakuldr 13 03 PDFDocument50 paginiDkakuldr 13 03 PDFdanielch123Încă nu există evaluări
- LDR 04 - 644G - English PDFDocument336 paginiLDR 04 - 644G - English PDFdanielch123Încă nu există evaluări
- Kobelco SK330LC-6Document9 paginiKobelco SK330LC-6monmon_bonchoyÎncă nu există evaluări
- 544B PDFDocument4 pagini544B PDFdanielch123Încă nu există evaluări
- John Deere 544b Wheel Loader Service ManualDocument19 paginiJohn Deere 544b Wheel Loader Service Manualdanielch1230% (4)
- Guidelines lubrication proceduresDocument6 paginiGuidelines lubrication proceduresdanielch123Încă nu există evaluări
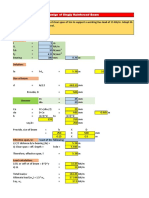
- Singly Reinforced Beam ExcelDocument3 paginiSingly Reinforced Beam ExcelVEERKUMAR100% (3)
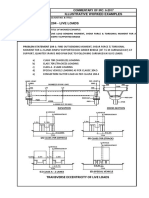
- Illustrative Worked Examples: Commentary of Irc: 6-2017Document4 paginiIllustrative Worked Examples: Commentary of Irc: 6-2017jatin singla100% (1)
- Technical Data For Fan Model VAX-S-710-6/20-E2: Performance - Required ActualDocument2 paginiTechnical Data For Fan Model VAX-S-710-6/20-E2: Performance - Required Actualkarim tarekÎncă nu există evaluări
- Macsteel VRN Product Catalogue 2021Document48 paginiMacsteel VRN Product Catalogue 2021Joshua Hobson100% (1)
- Boiler Furnace DefectsDocument4 paginiBoiler Furnace DefectskrishnaÎncă nu există evaluări
- Engine Controls Schematics (Delphi ECM - FX3)Document9 paginiEngine Controls Schematics (Delphi ECM - FX3)Data TécnicaÎncă nu există evaluări
- AT6504 AFL Notes PDFDocument52 paginiAT6504 AFL Notes PDFmeetbalakumarÎncă nu există evaluări
- Scope: TIP Category: Automatically Periodically Reviewed (Five-Year Review)Document138 paginiScope: TIP Category: Automatically Periodically Reviewed (Five-Year Review)Kirk RodriguezÎncă nu există evaluări
- Lg956l&Lg958l&Lg959 Service ManualDocument367 paginiLg956l&Lg958l&Lg959 Service ManualAimHigh100% (1)
- Oldsmobile Engine DecoderDocument5 paginiOldsmobile Engine DecoderJohn PerzyloÎncă nu există evaluări
- The New Mercedes Arocs BrochureDocument77 paginiThe New Mercedes Arocs Brochureislamafash100% (1)
- Conservation of Energy Worksheet #1 - 1Document3 paginiConservation of Energy Worksheet #1 - 1Alyssa ColeÎncă nu există evaluări
- API 653 Mach Exam 2022Document9 paginiAPI 653 Mach Exam 2022Amr mohamedÎncă nu există evaluări
- Lecture 3 Pressure Measuring InstrumentsDocument47 paginiLecture 3 Pressure Measuring InstrumentsChristian Patrice100% (1)
- Naza Ria Rover KV6 Engine Cam Marking Manual PDFDocument7 paginiNaza Ria Rover KV6 Engine Cam Marking Manual PDFAdrian PhillipsÎncă nu există evaluări
- Lectu 14Document4 paginiLectu 14YeviraArinDiyanaÎncă nu există evaluări
- Explo - Lirika OTC PDFDocument6 paginiExplo - Lirika OTC PDFMariusz PawlasÎncă nu există evaluări
- Axial Cylindrical Roller Bearings - Cages and WashersDocument14 paginiAxial Cylindrical Roller Bearings - Cages and WashersKamlesh DalavadiÎncă nu există evaluări
- Design of Deck Girder BridgesDocument65 paginiDesign of Deck Girder BridgesEna Mie CambaÎncă nu există evaluări
- To11c5 e 00 PDFDocument526 paginiTo11c5 e 00 PDFGradimir MilanovicÎncă nu există evaluări
- Instructions On Installation, Operation and Maintenance For Kirloskar Magnetic Drive Pump - "ROMAK"Document54 paginiInstructions On Installation, Operation and Maintenance For Kirloskar Magnetic Drive Pump - "ROMAK"manojkumar8621Încă nu există evaluări
- 2019 - Shen Et Al - Two and Three Dimensional Numerical Analyses of Geosynthetic Reinforced Soil GRS Piers PDFDocument17 pagini2019 - Shen Et Al - Two and Three Dimensional Numerical Analyses of Geosynthetic Reinforced Soil GRS Piers PDFTomaz TurcarelliÎncă nu există evaluări
- Honda Gs390 Owners Manual (Powerwasher)Document60 paginiHonda Gs390 Owners Manual (Powerwasher)Nate SpaydÎncă nu există evaluări
- Parts Manual M0096787 06 (En Us) 01 ALLDocument544 paginiParts Manual M0096787 06 (En Us) 01 ALLKawasakiÎncă nu există evaluări
- Indian Railways: 1 I:, 1 SP C. No. RDSO/Z015/CG 03Document14 paginiIndian Railways: 1 I:, 1 SP C. No. RDSO/Z015/CG 03nikunjsingh04Încă nu există evaluări
- 3P04 Tutorial 1 SensorFlow 2008Document28 pagini3P04 Tutorial 1 SensorFlow 2008Khaled KamalÎncă nu există evaluări
- SM-McCormick ZTX230 ZTX260 ZTX280 TRACTOR Service Repair ManualDocument66 paginiSM-McCormick ZTX230 ZTX260 ZTX280 TRACTOR Service Repair ManualRiahi Rezeg20% (5)
- Certiq On FlexiROC T35 T40 and ROC D5 D7 D9Document2 paginiCertiq On FlexiROC T35 T40 and ROC D5 D7 D9Shahmeer AhmedÎncă nu există evaluări
- 114-3 Unit Assembling Check Sheet KOMATSU ENGINE 114-3-87874Document12 pagini114-3 Unit Assembling Check Sheet KOMATSU ENGINE 114-3-87874เชิดศักดิ์ สอาดศรีÎncă nu există evaluări
- TOTO MRP Price List - 01-04-2019Document65 paginiTOTO MRP Price List - 01-04-2019Joshua Gnanaraj100% (1)