S-ar putea să vă placă și
- Design of Gating and Feeding Systems: Experiment SixDocument1 paginăDesign of Gating and Feeding Systems: Experiment Sixkaushikb26Încă nu există evaluări
- Irjet V2i4147 PDFDocument5 paginiIrjet V2i4147 PDFPrasad RaikarÎncă nu există evaluări
- Starting Advantage With Simulation-Based Intelligent Feeder DesignDocument4 paginiStarting Advantage With Simulation-Based Intelligent Feeder DesignbvphimanshuÎncă nu există evaluări
- Orifice Plate Sizing Calculation Using A New Labview TechniqueDocument6 paginiOrifice Plate Sizing Calculation Using A New Labview TechniquesyamsulÎncă nu există evaluări
- Optimization of Catamaran Demihull FormDocument7 paginiOptimization of Catamaran Demihull FormwongyuliongÎncă nu există evaluări
- Chen 2000Document9 paginiChen 2000JUAN DIEGO FALCON CHURAÎncă nu există evaluări
- Design AID FOR Continuous Beams: BstractDocument13 paginiDesign AID FOR Continuous Beams: BstractAhmad HazimehÎncă nu există evaluări
- Simulation of The Heat Treatment of An Automotive Cast PartDocument6 paginiSimulation of The Heat Treatment of An Automotive Cast Partesteban vasquezÎncă nu există evaluări
- TUNING STATIONARY OBSERVERS APPLICATION TO A FLOTATI - 2007 - IFAC ProceedingsDocument6 paginiTUNING STATIONARY OBSERVERS APPLICATION TO A FLOTATI - 2007 - IFAC ProceedingssmeykelÎncă nu există evaluări
- Optimization of Catamaran Demihull FormDocument7 paginiOptimization of Catamaran Demihull FormshejtemaeiÎncă nu există evaluări
- The Use of Feeder Design Recommendations and Criteria Functions For The Efficient Feeding of Aluminum CastingsDocument10 paginiThe Use of Feeder Design Recommendations and Criteria Functions For The Efficient Feeding of Aluminum CastingsUbeyd ÇiçekÎncă nu există evaluări
- 07 Bubble BreakDocument25 pagini07 Bubble BreakWeb LogueandoÎncă nu există evaluări
- 7735 16925 1 PB - 2Document7 pagini7735 16925 1 PB - 2Athul DileepÎncă nu există evaluări
- Model-Based Procedure For Scale-Up of Wet Overflow Ball Mills Part I PDFDocument10 paginiModel-Based Procedure For Scale-Up of Wet Overflow Ball Mills Part I PDFMonica Ulloa LamasÎncă nu există evaluări
- Foundry Bhel1Document7 paginiFoundry Bhel1Charu MallÎncă nu există evaluări
- Ch-3 Mix Design ProcedureDocument13 paginiCh-3 Mix Design ProcedureMuhammad ImranÎncă nu există evaluări
- Cálculo de Volume em TanquesDocument7 paginiCálculo de Volume em TanquesMaurícioÎncă nu există evaluări
- Cap 5Document78 paginiCap 5Isaaias CTÎncă nu există evaluări
- Tutorial 2. Modeling Periodic Flow and Heat TransferDocument26 paginiTutorial 2. Modeling Periodic Flow and Heat Transferwaleed yehiaÎncă nu există evaluări
- User Journal 002Document7 paginiUser Journal 002Guruvenu KamanuruÎncă nu există evaluări
- A New Approach For Automated Measuring of The Melt Pool Geometry in Laser-Powder Bed FusionDocument11 paginiA New Approach For Automated Measuring of The Melt Pool Geometry in Laser-Powder Bed FusionСергей БадюкÎncă nu există evaluări
- The Design of Feeding SystemDocument10 paginiThe Design of Feeding SystemSantosh SÎncă nu există evaluări
- Minerals Engineering: Jens Lichter, King Lim, Alex Potapov, Dean KajaDocument5 paginiMinerals Engineering: Jens Lichter, King Lim, Alex Potapov, Dean KajaHosein HashemiÎncă nu există evaluări
- 1 s2.0 S0010448522001324 MainDocument12 pagini1 s2.0 S0010448522001324 Mainmahzad.sarghassabiÎncă nu există evaluări
- Using Modeling and Simulation For The Design of Full Scale Ball Mill CircuitsDocument23 paginiUsing Modeling and Simulation For The Design of Full Scale Ball Mill CircuitsJosé Helí Vallejos CoronadoÎncă nu există evaluări
- Reservoir Simulation Part ThreeDocument13 paginiReservoir Simulation Part ThreeAgbor taku juniorÎncă nu există evaluări
- Vibration Analysis of Rotary Cement Kiln Using Fin 2Document5 paginiVibration Analysis of Rotary Cement Kiln Using Fin 2nunchakuÎncă nu există evaluări
- Ubc 2003-791998Document135 paginiUbc 2003-791998nixontateli1Încă nu există evaluări
- OPTIMIZE CATAMARAN DESIGN WITH LOWEST RESISTANCEDocument6 paginiOPTIMIZE CATAMARAN DESIGN WITH LOWEST RESISTANCEgksahaÎncă nu există evaluări
- Validation of An Actuator Disc Model: Pire@risoe - Dtu.dk Nsqr@risoe - Dtu.dk Frza@risoe - Dtu.dkDocument10 paginiValidation of An Actuator Disc Model: Pire@risoe - Dtu.dk Nsqr@risoe - Dtu.dk Frza@risoe - Dtu.dkpierre_elouanÎncă nu există evaluări
- Ubc 1997-0068Document123 paginiUbc 1997-0068Vaibhav ShuklaÎncă nu există evaluări
- Peeters2015 1Document9 paginiPeeters2015 1AyoubÎncă nu există evaluări
- Reservoir-Simulation Lect 3Document41 paginiReservoir-Simulation Lect 3كهلان البريهيÎncă nu există evaluări
- Coaxial Filters OptimizationDocument6 paginiCoaxial Filters OptimizationThảo Phạm QuangÎncă nu există evaluări
- Powder Technology: Schalk Cloete, Stein Tore Johansen, Shahriar AminiDocument12 paginiPowder Technology: Schalk Cloete, Stein Tore Johansen, Shahriar AminiArpit DwivediÎncă nu există evaluări
- Cross Corner Delay Variation Model For Standard CeDocument17 paginiCross Corner Delay Variation Model For Standard Cekarunakara15gÎncă nu există evaluări
- Effect of The Use of Ceramic Filters in Steel CastingDocument6 paginiEffect of The Use of Ceramic Filters in Steel CastingBrijesh YadavÎncă nu există evaluări
- 2D Dynamic Mesh Model For Deposit Shape Prediction in Boiler Banks of Recovery Boilers With Different Tube Spacing ArrangementsDocument13 pagini2D Dynamic Mesh Model For Deposit Shape Prediction in Boiler Banks of Recovery Boilers With Different Tube Spacing ArrangementsZihan ZhangÎncă nu există evaluări
- Modelo Separacion Solido Liquido CentrifugaDocument14 paginiModelo Separacion Solido Liquido CentrifugausuarioyanniraÎncă nu există evaluări
- Development and Validation of A Gas-Liquid Two-PhaDocument242 paginiDevelopment and Validation of A Gas-Liquid Two-Phadibyendu ChakrabartyÎncă nu există evaluări
- Effect of The Use of Ceramic Filters in Steel CastingDocument6 paginiEffect of The Use of Ceramic Filters in Steel CastingJavier Escalante VillanuevaÎncă nu există evaluări
- Nodal Methods For Three-Dimensional Simulators: (Received JulyDocument23 paginiNodal Methods For Three-Dimensional Simulators: (Received JulyTopan SetiadipuraÎncă nu există evaluări
- Grain Size Distribution and Hydraulic PropertiesDocument17 paginiGrain Size Distribution and Hydraulic PropertiesAngel Alexis Mariño RomeroÎncă nu există evaluări
- Tutorial 2.0rc2 Ccm1Document25 paginiTutorial 2.0rc2 Ccm1Mehdin MujanovicÎncă nu există evaluări
- Dynamic Modeling of Multi Stage Flash (MSF)Document334 paginiDynamic Modeling of Multi Stage Flash (MSF)wojan100% (1)
- Chemical Engineering Science: Akram Avami, Wolfgang Marquardt, Yadollah Saboohi, Korbinian KraemerDocument12 paginiChemical Engineering Science: Akram Avami, Wolfgang Marquardt, Yadollah Saboohi, Korbinian KraemerDeepshikhaSinghÎncă nu există evaluări
- Case Study_1 report_21BME081Document7 paginiCase Study_1 report_21BME081krishnaÎncă nu există evaluări
- Heat Exchanger DesignDocument8 paginiHeat Exchanger DesignWilliam KearÎncă nu există evaluări
- A Performance Model For Impact CrusherDocument7 paginiA Performance Model For Impact CrusherAdil KhanÎncă nu există evaluări
- 07_chapter 3Document59 pagini07_chapter 3Sid ZainÎncă nu există evaluări
- An Overview of Impellers, Velocity Profile and Reactor DesignDocument7 paginiAn Overview of Impellers, Velocity Profile and Reactor DesignsrÎncă nu există evaluări
- Hook Load - FULLTEXT01 PDFDocument84 paginiHook Load - FULLTEXT01 PDFMarcoÎncă nu există evaluări
- Minerals: Open Pit Optimization Using The Floating Cone Method: A New AlgorithmDocument20 paginiMinerals: Open Pit Optimization Using The Floating Cone Method: A New AlgorithmCARLOS FABRIZIO MONTOYA VEGAÎncă nu există evaluări
- Boundary Value Design Method For Complex Demethanizer ColumnsDocument6 paginiBoundary Value Design Method For Complex Demethanizer ColumnsBabu ChaurasiaÎncă nu există evaluări
- Flow Measurement: By Square-Edged Orifice Plate Using Corner TappingsDe la EverandFlow Measurement: By Square-Edged Orifice Plate Using Corner TappingsEvaluare: 5 din 5 stele5/5 (1)
- Process Plant Design: Heinemann Chemical Engineering SeriesDe la EverandProcess Plant Design: Heinemann Chemical Engineering SeriesEvaluare: 3.5 din 5 stele3.5/5 (11)
- Database Classification TypesDocument10 paginiDatabase Classification TypesBhiea Mische MatilacÎncă nu există evaluări
- Submittal Chiller COP 6.02Document3 paginiSubmittal Chiller COP 6.02juan yenqueÎncă nu există evaluări
- Facilities Assignment 1-2-2015Document2 paginiFacilities Assignment 1-2-2015Xnort G. Xwest0% (1)
- Visualizing Interstellar WormholesDocument14 paginiVisualizing Interstellar WormholesFranciscoÎncă nu există evaluări
- 04.protection of 33KV Feeder.Document16 pagini04.protection of 33KV Feeder.gnpr_10106080Încă nu există evaluări
- Practical-10: AIM: Installing Active Directory and Creating AD ObjectsDocument4 paginiPractical-10: AIM: Installing Active Directory and Creating AD ObjectsnisuÎncă nu există evaluări
- UnderstandingCryptology CoreConcepts 6-2-2013Document128 paginiUnderstandingCryptology CoreConcepts 6-2-2013zenzei_Încă nu există evaluări
- Design Plan: A Performance Task in GeometryDocument12 paginiDesign Plan: A Performance Task in GeometryRobert Ryan SantiagoÎncă nu există evaluări
- 02-OceanStor Dorado 3 Highlights and 9 Must-Know Points 1.0Document5 pagini02-OceanStor Dorado 3 Highlights and 9 Must-Know Points 1.0QQÎncă nu există evaluări
- Control PhilosophyDocument2 paginiControl PhilosophytsplinstÎncă nu există evaluări
- GL Setup ListDocument88 paginiGL Setup ListSundaroraclefinÎncă nu există evaluări
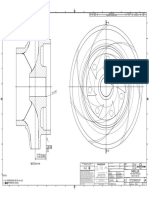
- Impeller: REV Rev by Description PCN / Ecn Date CHK'D A JMM Released For Production N/A 18/11/2019 PDLDocument1 paginăImpeller: REV Rev by Description PCN / Ecn Date CHK'D A JMM Released For Production N/A 18/11/2019 PDLSenthilkumar RamalingamÎncă nu există evaluări
- Excel 2007 Lesson 7 QuizDocument5 paginiExcel 2007 Lesson 7 Quizdeep72Încă nu există evaluări
- Admix Load CellDocument6 paginiAdmix Load Cellmanil_5Încă nu există evaluări
- The Order of Historical Time: The Longue Durée and Micro-HistoryDocument17 paginiThe Order of Historical Time: The Longue Durée and Micro-HistoryGeorgia KoutaÎncă nu există evaluări
- How Dna Controls The Workings of The CellDocument2 paginiHow Dna Controls The Workings of The Cellapi-238397369Încă nu există evaluări
- Xenomai 3 DocumentationDocument673 paginiXenomai 3 DocumentationGuile BonafiniÎncă nu există evaluări
- Scoop Atlas Wagner ST1810Document4 paginiScoop Atlas Wagner ST1810Juan Manuel PerezÎncă nu există evaluări
- Stereochemistry Practce PDFDocument6 paginiStereochemistry Practce PDFFerminÎncă nu există evaluări
- Sip TrainingDocument96 paginiSip Trainingronics123Încă nu există evaluări
- Mitsubishi diesel forklifts 1.5-3.5 tonnesDocument2 paginiMitsubishi diesel forklifts 1.5-3.5 tonnesJoniÎncă nu există evaluări
- Comparative Study Between Vyatra 3 and Vyatra 4 WBMDocument9 paginiComparative Study Between Vyatra 3 and Vyatra 4 WBMFatih RakaÎncă nu există evaluări
- UG WeibullDocument776 paginiUG WeibullCharles GuzmanÎncă nu există evaluări
- Smart Dustbin using ArduinoDocument22 paginiSmart Dustbin using ArduinoEr Dinesh TambeÎncă nu există evaluări
- HowTo Work With CR 90Document87 paginiHowTo Work With CR 90WagBezerraÎncă nu există evaluări
- 2017 Yr 9 Linear Relations Test A SolutionsDocument13 pagini2017 Yr 9 Linear Relations Test A SolutionsSam JeffreyÎncă nu există evaluări
- R8557B KCGGDocument178 paginiR8557B KCGGRinda_RaynaÎncă nu există evaluări
- Data Warehousing: Modern Database ManagementDocument49 paginiData Warehousing: Modern Database ManagementNgọc TrâmÎncă nu există evaluări
- Superalloy Brochure PDFDocument16 paginiSuperalloy Brochure PDFDaren NeradÎncă nu există evaluări
- Bobcat Technical Information Bulletin - CompressDocument2 paginiBobcat Technical Information Bulletin - Compressgerman orejarenaÎncă nu există evaluări