S-ar putea să vă placă și
- VH60-100 Presentation Philippe ChabinDocument46 paginiVH60-100 Presentation Philippe ChabinMohamedMansour50% (2)
- QAP WD-71-BD-15 Compliance To STRDocument19 paginiQAP WD-71-BD-15 Compliance To STRAnonymous kQUFSJuW4uÎncă nu există evaluări
- Over Head Sign BoardDocument4 paginiOver Head Sign Boardafifa kausarÎncă nu există evaluări
- Erection Sequence: (For 500 MW Fixed Pedestal Type Turbine With Spring Loaded Foundation)Document4 paginiErection Sequence: (For 500 MW Fixed Pedestal Type Turbine With Spring Loaded Foundation)rohit_me083100% (1)
- Steam Turbine 500 MW Erection Erection SequenceDocument4 paginiSteam Turbine 500 MW Erection Erection Sequencelovelyshree100% (1)
- The Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementDe la EverandThe Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementÎncă nu există evaluări
- FNL Flanged Bearing HousingDocument11 paginiFNL Flanged Bearing HousingMohamed ShehataÎncă nu există evaluări
- Steel Grades Equivalence Table1 PDFDocument13 paginiSteel Grades Equivalence Table1 PDFVictor ParvanÎncă nu există evaluări
- VLAVES-Tilting-Pad-Thrust BearingDocument24 paginiVLAVES-Tilting-Pad-Thrust BearingPrerna RathoreÎncă nu există evaluări
- 20140421095632-Modular Spool Solenoid Valves (A53 Series) - SPV10 PDFDocument2 pagini20140421095632-Modular Spool Solenoid Valves (A53 Series) - SPV10 PDFShashank HÎncă nu există evaluări
- GERBDocument1 paginăGERBdevasshuklaÎncă nu există evaluări
- Induction TrainingDocument29 paginiInduction TrainingNaveen ChaudharyÎncă nu există evaluări
- Chapter 4 BearingsDocument50 paginiChapter 4 BearingsewfsdÎncă nu există evaluări
- 3227internal Ash Conveying PlantsDocument3 pagini3227internal Ash Conveying Plantsrmm99rmm99Încă nu există evaluări
- Engineering Letter: PneumaticconveyingDocument4 paginiEngineering Letter: PneumaticconveyingMangatur SimamoraÎncă nu există evaluări
- Power Station Engine Generator Vibration Analysis ReportDocument5 paginiPower Station Engine Generator Vibration Analysis ReportDerrick AramÎncă nu există evaluări
- NTPC FGD Painting SPecificationDocument3 paginiNTPC FGD Painting SPecificationanandakumar2810Încă nu există evaluări
- Methodology For Hot Gas Holcim Davao REV 1Document15 paginiMethodology For Hot Gas Holcim Davao REV 1John Renzel Rivera IIIÎncă nu există evaluări
- BIRKOSIT - Sealing Compound Application ProcedureDocument1 paginăBIRKOSIT - Sealing Compound Application ProcedureProject Sales CorpÎncă nu există evaluări
- Aerator PremiumDocument10 paginiAerator PremiumvijaykumarnÎncă nu există evaluări
- 00110318-Big-End Bearing Clearance, Check, Measure With Micrometer (Z22se)Document2 pagini00110318-Big-End Bearing Clearance, Check, Measure With Micrometer (Z22se)Kapil VermaÎncă nu există evaluări
- ELCO-Coupling: Innovative Power TransmissionDocument24 paginiELCO-Coupling: Innovative Power Transmissionmustafa çetinkayaÎncă nu există evaluări
- XSteam ExcelDocument10 paginiXSteam ExcelSIVAÎncă nu există evaluări
- Fan Bearing Selection Fe 1200Document4 paginiFan Bearing Selection Fe 1200phineasphineÎncă nu există evaluări
- Spring Loaded FoundationDocument9 paginiSpring Loaded FoundationkannanÎncă nu există evaluări
- Pryor - Single Plane Balancing Made SimpleDocument21 paginiPryor - Single Plane Balancing Made SimplevinothenergyÎncă nu există evaluări
- Gear RatiosDocument3 paginiGear RatiosAnnisha YogarajahÎncă nu există evaluări
- KGDocument33 paginiKGzeeschoolÎncă nu există evaluări
- GERB Spring Loaded DECK InfDocument14 paginiGERB Spring Loaded DECK Infmohan_krishna372100% (1)
- A Study On Tribological & Statistical Investigation of PTFE, Tin Bronze and White MetalDocument9 paginiA Study On Tribological & Statistical Investigation of PTFE, Tin Bronze and White MetalIJRASETPublicationsÎncă nu există evaluări
- Welding Electrode ClassificationsDocument2 paginiWelding Electrode ClassificationsKarthi KeyanÎncă nu există evaluări
- f1475344 Wagon TipplerDocument4 paginif1475344 Wagon TipplerllvreddyÎncă nu există evaluări
- Rolling Contact Bearings - DMEDocument28 paginiRolling Contact Bearings - DMESumitÎncă nu există evaluări
- Turbine Sealant For Parting Planes - BirkositDocument2 paginiTurbine Sealant For Parting Planes - BirkositProject Sales CorpÎncă nu există evaluări
- ROTALIGN-Ultra Shaft-Alignment ALI9-846 02-05 1.20 G PDFDocument88 paginiROTALIGN-Ultra Shaft-Alignment ALI9-846 02-05 1.20 G PDFDon FreemanÎncă nu există evaluări
- Archimedys Technical Data - Metric - GB 11264 PDFDocument43 paginiArchimedys Technical Data - Metric - GB 11264 PDFAnonymous Cxriyx9HIXÎncă nu există evaluări
- New Moment WeightDocument16 paginiNew Moment WeightRaj KiranÎncă nu există evaluări
- Design and Analysis of Disc Brake and Caliper of Four WheelerDocument5 paginiDesign and Analysis of Disc Brake and Caliper of Four WheelerIJSTEÎncă nu există evaluări
- Manufacturing Process of The PistonsDocument10 paginiManufacturing Process of The PistonsIvan Muñoz100% (1)
- 5.2 Internal Clearance SelectionDocument6 pagini5.2 Internal Clearance SelectionfgnestorÎncă nu există evaluări
- Ashtech Vipin DaveDocument31 paginiAshtech Vipin DavedeipakguptaÎncă nu există evaluări
- 0901d1968065f1f4 Bearing Preload - TCM - 12 299896Document7 pagini0901d1968065f1f4 Bearing Preload - TCM - 12 299896anush_swaminathanÎncă nu există evaluări
- 3 WL 00200-5 Ex. 23-41Document30 pagini3 WL 00200-5 Ex. 23-41NuM NaÎncă nu există evaluări
- Thosiba TurbinesDocument16 paginiThosiba Turbinesilusee100% (1)
- Fluidised 20bed 20combustion 20boilersDocument146 paginiFluidised 20bed 20combustion 20boilersjkhan_724384Încă nu există evaluări
- GB Engineering Enterprises Private Limited: Company ProfileDocument48 paginiGB Engineering Enterprises Private Limited: Company ProfileS.KAMBANÎncă nu există evaluări
- ROS-020 Edition 2015 Rev 00-2015 - Scaffold PDFDocument24 paginiROS-020 Edition 2015 Rev 00-2015 - Scaffold PDFFayaz MohammedÎncă nu există evaluări
- Equip Guarding - Conveyor BeltsDocument63 paginiEquip Guarding - Conveyor BeltsAjithÎncă nu există evaluări
- Know About HaryanaDocument6 paginiKnow About HaryanaDrishti GuptaÎncă nu există evaluări
- WD 70 BD 10 - Rev - 2Document47 paginiWD 70 BD 10 - Rev - 2N Say100% (1)
- Round and Rectangular Duct Structural DesignDocument1 paginăRound and Rectangular Duct Structural DesignkiranÎncă nu există evaluări
- Turbines For BFP Drive PDFDocument10 paginiTurbines For BFP Drive PDFShameer Majeed100% (1)
- Dom Bobr WagonDocument42 paginiDom Bobr WagonShantanu Dutta100% (2)
- Basics of Vibrations - M Ghosh BHELDocument9 paginiBasics of Vibrations - M Ghosh BHELSuhas JoshiÎncă nu există evaluări
- 5) Bearing Fundamentals PDFDocument123 pagini5) Bearing Fundamentals PDFRizal Gunawan100% (1)
- Uk-Standard Asme Bladder AccumulatorDocument3 paginiUk-Standard Asme Bladder AccumulatorRamin SoadÎncă nu există evaluări
- Low Bed Trailer 80 To SpecsDocument18 paginiLow Bed Trailer 80 To SpecsChiheb BEN ABDALLAHÎncă nu există evaluări
- Scoop Controlled: Variable Speed Fluid CouplingsDocument6 paginiScoop Controlled: Variable Speed Fluid CouplingsbalusmeÎncă nu există evaluări
- Module 6 (Materials & Hardware) SubModule 6.8 (Bearings)Document13 paginiModule 6 (Materials & Hardware) SubModule 6.8 (Bearings)daniaÎncă nu există evaluări
- Erection Sequence of Steam TurbineDocument4 paginiErection Sequence of Steam Turbinefatima_khadra380960% (5)
- Z03 AersqDocument6 paginiZ03 AersqPhilip PetersonÎncă nu există evaluări
- Awash Garage Maintenance ToollsDocument11 paginiAwash Garage Maintenance ToollsAnonymous 7ZYHilDÎncă nu există evaluări
- 5.Covers-division Page of the Annex 26(完整)Document16 pagini5.Covers-division Page of the Annex 26(完整)Anonymous 7ZYHilDÎncă nu există evaluări
- 3.part I General ConditionsDocument36 pagini3.part I General ConditionsAnonymous 7ZYHilDÎncă nu există evaluări
- General Manpower Nos.: Total 498 Experts of OEM Personnel Man X MonthsDocument6 paginiGeneral Manpower Nos.: Total 498 Experts of OEM Personnel Man X MonthsAnonymous 7ZYHilDÎncă nu există evaluări
- 4E@RT-P170011B Design Shedule-2018.01.29 OkDocument2 pagini4E@RT-P170011B Design Shedule-2018.01.29 OkAnonymous 7ZYHilDÎncă nu există evaluări
- Metals and Engineering Corporation: Siddaca Faage 137.5Mw Biomass Fired Thermal Power Plant Project Working ProgressDocument29 paginiMetals and Engineering Corporation: Siddaca Faage 137.5Mw Biomass Fired Thermal Power Plant Project Working ProgressAnonymous 7ZYHilDÎncă nu există evaluări
- Sixe MONTH REPORTE - New1Document16 paginiSixe MONTH REPORTE - New1Anonymous 7ZYHilDÎncă nu există evaluări
- Bill No - Civile Work WeigtageDocument3 paginiBill No - Civile Work WeigtageAnonymous 7ZYHilDÎncă nu există evaluări
- Girmay - 9 July 2014 Cover PageDocument3 paginiGirmay - 9 July 2014 Cover PageAnonymous 7ZYHilDÎncă nu există evaluări
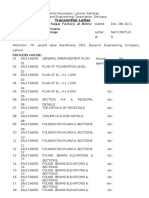
- Transmittal Letter: New Sugar Factory at Beles-1, Ethiopia DrawingsDocument2 paginiTransmittal Letter: New Sugar Factory at Beles-1, Ethiopia DrawingsAnonymous 7ZYHilDÎncă nu există evaluări
- Cover PagesDocument4 paginiCover PagesAnonymous 7ZYHilDÎncă nu există evaluări
- Beles 1 Total Foundation Drawing ListDocument8 paginiBeles 1 Total Foundation Drawing ListAnonymous 7ZYHilDÎncă nu există evaluări
- Mogule For Orking With Colleagues and CustomersDocument99 paginiMogule For Orking With Colleagues and CustomersAnonymous 7ZYHilDÎncă nu există evaluări
- Hotel Op Level LDocument14 paginiHotel Op Level LAnonymous 7ZYHilDÎncă nu există evaluări
- Ref Plus Condensing Unit BrochureDocument16 paginiRef Plus Condensing Unit BrochureRahul DubeyÎncă nu există evaluări
- Dimensions of Steel Beams Type IPE and INP European StandardDocument4 paginiDimensions of Steel Beams Type IPE and INP European StandardfarithÎncă nu există evaluări
- Resistivity Testing of SubstationDocument17 paginiResistivity Testing of SubstationBernard Kipng'enoÎncă nu există evaluări
- Product Catlogue Final 2015Document8 paginiProduct Catlogue Final 2015khadeerabk7925Încă nu există evaluări
- C Cs 10 004 Sanitarysewer Rev1Document18 paginiC Cs 10 004 Sanitarysewer Rev1Johnny vargas suclupeÎncă nu există evaluări
- G K9FB6-40001 HoodDocument6 paginiG K9FB6-40001 HoodGustavo RodriguezÎncă nu există evaluări
- STRATCO Slats DIY Guide PDFDocument2 paginiSTRATCO Slats DIY Guide PDF112160rbcÎncă nu există evaluări
- ThermAFrame 50mm Commerical Door May2021Document90 paginiThermAFrame 50mm Commerical Door May2021LEONARDOÎncă nu există evaluări
- Final Indian Highways May - 2017Document64 paginiFinal Indian Highways May - 2017Manmatha SahooÎncă nu există evaluări
- FACP Power Supply QCDD 2022Document2 paginiFACP Power Supply QCDD 2022ashraf saidÎncă nu există evaluări
- Indeterminate StrussDocument44 paginiIndeterminate StrussMohan NaikÎncă nu există evaluări
- PUMPS ProblemsDocument1 paginăPUMPS ProblemsGeorge Isaac McQuilesÎncă nu există evaluări
- DS 4HH-CCDocument2 paginiDS 4HH-CCeduardo mata gamezÎncă nu există evaluări
- Type 63EG-98HM Pilot-Operated Relief Valve or Backpressure RegulatorDocument8 paginiType 63EG-98HM Pilot-Operated Relief Valve or Backpressure RegulatorAlberto CastellanosÎncă nu există evaluări
- KSCST Project ReportDocument10 paginiKSCST Project ReportGururaj TavildarÎncă nu există evaluări
- AMEC Coating Specification 01Document35 paginiAMEC Coating Specification 01cenkturker100% (1)
- Workshop Manual Citea DAF Euro-5 EnglezaDocument466 paginiWorkshop Manual Citea DAF Euro-5 EnglezaIgor NistorÎncă nu există evaluări
- Project List Export 10-10-2023Document12 paginiProject List Export 10-10-2023Muhammad AzharuddinÎncă nu există evaluări
- FW Terram Roadhighway Brochure 1 PDFDocument32 paginiFW Terram Roadhighway Brochure 1 PDFCarmen Law NtÎncă nu există evaluări
- Do 041 S2012 PDFDocument16 paginiDo 041 S2012 PDFJahRed FronterasÎncă nu există evaluări
- FRA MV Cable TerminationsDocument1 paginăFRA MV Cable Terminationsmohamed1303Încă nu există evaluări
- Short Column DesignDocument7 paginiShort Column DesignNelsonDay100% (2)
- 0-10V AHU DX Coil Interface (LC / VRF) Installation Manual: EnglishDocument36 pagini0-10V AHU DX Coil Interface (LC / VRF) Installation Manual: EnglishAhmed Salah Abd EL-WahedÎncă nu există evaluări
- Piled Foundation ReportDocument7 paginiPiled Foundation ReportDijo Mathews100% (1)
- Pressostat Steer - GeearDocument240 paginiPressostat Steer - GeearПетр ШкильÎncă nu există evaluări
- NapGard - Brochure Final 8-6-15 PDFDocument4 paginiNapGard - Brochure Final 8-6-15 PDFPietro ViganÎncă nu există evaluări
- 20 THDocument2 pagini20 THdohamateÎncă nu există evaluări
- Tds Mol Transol 220 GBDocument2 paginiTds Mol Transol 220 GBMaDa GeoÎncă nu există evaluări
- ExamDocument18 paginiExamMark MamaradloÎncă nu există evaluări