S-ar putea să vă placă și
- Proyecto Final Operativa 2Document29 paginiProyecto Final Operativa 2Jorge MirandaÎncă nu există evaluări
- Centro de Cuidados Cardioneurovasculares PabonDocument2 paginiCentro de Cuidados Cardioneurovasculares PabonGabriel MorilloÎncă nu există evaluări
- Practica-Grupo AzulDocument7 paginiPractica-Grupo AzulIndira MatosÎncă nu există evaluări
- Evidencia 3Document9 paginiEvidencia 3Freddy PerezÎncă nu există evaluări
- Estudio Hidrologico e Hidraulico Puente en AtalayaDocument178 paginiEstudio Hidrologico e Hidraulico Puente en Atalayaing.neces23Încă nu există evaluări
- Capitulo IV AletasDocument5 paginiCapitulo IV AletasAlfredo FitaÎncă nu există evaluări
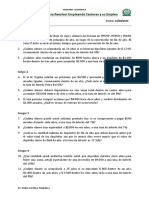
- TAREA02: para Resolver Empleando Factores y Su Empleo: VIII Ciclo "A" Fecha: 24/08/2020 Grupo 1Document3 paginiTAREA02: para Resolver Empleando Factores y Su Empleo: VIII Ciclo "A" Fecha: 24/08/2020 Grupo 1WALDO ADRIAN MAGALLANES PACHASÎncă nu există evaluări
- Trabajo - Conmutacion de PaquetesDocument12 paginiTrabajo - Conmutacion de PaquetesnaujbassÎncă nu există evaluări
- EJERCICIOS RESUELTOS DE MATEMÁTICAS-FISICA UPEA Julio-2020Document34 paginiEJERCICIOS RESUELTOS DE MATEMÁTICAS-FISICA UPEA Julio-2020Benru Rgo VargasÎncă nu există evaluări
- Tema 5 Deformacion Plástica y Mecanismos de EndurecimientoDocument55 paginiTema 5 Deformacion Plástica y Mecanismos de EndurecimientoLeyder CalleÎncă nu există evaluări
- Antena Dipolo para La Banda de 11m Hecha Con Alambre o CableDocument8 paginiAntena Dipolo para La Banda de 11m Hecha Con Alambre o CableMartinez ManuelÎncă nu există evaluări
- Practica #8 Clasificacion de HojaDocument14 paginiPractica #8 Clasificacion de HojaflyÎncă nu există evaluări
- Junkers Hydronet-5700sDocument40 paginiJunkers Hydronet-5700sMiquel Femenias FerriolÎncă nu există evaluări
- Problema Conversiones de InterésDocument7 paginiProblema Conversiones de InterésSandra Ximena Solarte Lasso100% (1)
- Ejercicios1 PDFDocument9 paginiEjercicios1 PDFYimy Enrique HuamanÎncă nu există evaluări
- 2 - Cadenas de Amarre-D PDFDocument42 pagini2 - Cadenas de Amarre-D PDFDiego Jami100% (1)
- CHILCORROFIN - Ficha Técnica Chilcourea 256Document2 paginiCHILCORROFIN - Ficha Técnica Chilcourea 256Cristóbal BerríosÎncă nu există evaluări
- Informe de Nivelacion de TierrasDocument5 paginiInforme de Nivelacion de TierrasTrovackÎncă nu există evaluări
- CSQRDocument6 paginiCSQRDavid RamírezÎncă nu există evaluări
- Ecuaciones Diferenciales Ordinarias 1era ParteDocument20 paginiEcuaciones Diferenciales Ordinarias 1era ParteJ TrujÎncă nu există evaluări
- Biomecánica Del Músculo Esquelético: Alejandro Gómez RodasDocument53 paginiBiomecánica Del Músculo Esquelético: Alejandro Gómez RodasortegapaulaÎncă nu există evaluări
- TP 10 - Problemas Integrados - Clase 04-11-2021Document12 paginiTP 10 - Problemas Integrados - Clase 04-11-2021Rocio ArigosÎncă nu există evaluări
- Pendulo Simple (Laboratorio Exp - FIs I)Document3 paginiPendulo Simple (Laboratorio Exp - FIs I)JUAN ESTEBAN BURITICA GARCIAÎncă nu există evaluări
- PRACTICA N PLATEL Y ASQUELMINTOSDocument54 paginiPRACTICA N PLATEL Y ASQUELMINTOSJUAN SANDOVAL FLORESÎncă nu există evaluări
- Bioprocesos Proyecto ArregladoDocument30 paginiBioprocesos Proyecto ArregladoJuan Pablo Vásquez LozadaÎncă nu există evaluări
- Aplicacion Informatica ContableDocument4 paginiAplicacion Informatica ContableAlex Joao YadaicelaÎncă nu există evaluări
- Sistemas Egr y SCR en Motor Scania DieselDocument25 paginiSistemas Egr y SCR en Motor Scania DieselJob Esp100% (1)
- Semiologia de La Cianosis PDFDocument7 paginiSemiologia de La Cianosis PDFRosa GregorioÎncă nu există evaluări
- Hoja de Trabajo Anatomía HumanaDocument6 paginiHoja de Trabajo Anatomía HumanaDulce María Pineda ChavezÎncă nu există evaluări