S-ar putea să vă placă și
- Cours D'arabe Parlé Palestinien, Moïn Halloun Tome 1Document4 paginiCours D'arabe Parlé Palestinien, Moïn Halloun Tome 1NizarMHallounÎncă nu există evaluări
- Bpmn2 0 Poster FRDocument1 paginăBpmn2 0 Poster FRNicolas Bonrepaux100% (1)
- SDH (Système Du Design Humain) - 4typesDocument15 paginiSDH (Système Du Design Humain) - 4typesExperience Electrique100% (12)
- Bioinformatique ExamenDocument24 paginiBioinformatique ExamenSôümïã Tôu100% (1)
- Exercices D'électrotechnique (Transformateur)Document34 paginiExercices D'électrotechnique (Transformateur)belilimane180Încă nu există evaluări
- 02 ElaborationDocument45 pagini02 Elaborationameg15Încă nu există evaluări
- 07 602 Conversions Table de Conversion Des LongueursDocument2 pagini07 602 Conversions Table de Conversion Des Longueursnovocaine67Încă nu există evaluări
- 04 Acier PDFDocument78 pagini04 Acier PDFnicowehrÎncă nu există evaluări
- 07 605 Conversions Table de Conversion Des PressionsDocument2 pagini07 605 Conversions Table de Conversion Des Pressionsnovocaine67Încă nu există evaluări
- 07 605 Conversions Table de Conversion Des PressionsDocument2 pagini07 605 Conversions Table de Conversion Des Pressionsnovocaine67Încă nu există evaluări
- 07 598 Conversions Table de Conversion Des UnitesDocument3 pagini07 598 Conversions Table de Conversion Des Unitesnovocaine67Încă nu există evaluări
- 07 607 Conversions Table de Conversion Des TemperaturesDocument1 pagină07 607 Conversions Table de Conversion Des Temperaturesnovocaine67Încă nu există evaluări
- 07 590 Conversions Tableau de Correspondance Des Metaux Et AlliagesDocument4 pagini07 590 Conversions Tableau de Correspondance Des Metaux Et Alliagesnovocaine67Încă nu există evaluări
- 06-Devouassoux HS IIIDocument23 pagini06-Devouassoux HS IIInovocaine67Încă nu există evaluări
- 05-89451 EbookDocument91 pagini05-89451 Ebooknovocaine67Încă nu există evaluări
- 07 588 Conversions Table de Conversion Des Duretes Et Resistances PDFDocument2 pagini07 588 Conversions Table de Conversion Des Duretes Et Resistances PDFnovocaine67Încă nu există evaluări
- Metaux AlliageDocument8 paginiMetaux AlliageAli Ben AmorÎncă nu există evaluări
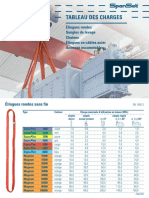
- F Tragfaehigkeitstabelle 2012Document12 paginiF Tragfaehigkeitstabelle 2012novocaine67Încă nu există evaluări
- Grille A Type: Les Nouvelles Grilles de La FPTDocument1 paginăGrille A Type: Les Nouvelles Grilles de La FPTLa Gazette des communesÎncă nu există evaluări
- UP3 TPA ConceptionDocument2 paginiUP3 TPA Conceptionnovocaine67Încă nu există evaluări
- UP3 2 Fouille de Donnees HandoutDocument65 paginiUP3 2 Fouille de Donnees Handoutnovocaine67Încă nu există evaluări
- UP3 Ann XML HandoutDocument65 paginiUP3 Ann XML Handoutnovocaine67Încă nu există evaluări
- UP3 Ann XML HandoutDocument65 paginiUP3 Ann XML Handoutnovocaine67Încă nu există evaluări
- UP3 1 BD HandoutDocument73 paginiUP3 1 BD Handoutnovocaine67Încă nu există evaluări
- UP5 TP EtoileDocument6 paginiUP5 TP Etoilenovocaine67Încă nu există evaluări
- UP2 2 RDP SlidesDocument65 paginiUP2 2 RDP Slidesnovocaine67Încă nu există evaluări
- UP2 3 Analyse HandoutDocument60 paginiUP2 3 Analyse Handoutnovocaine67Încă nu există evaluări
- UP2 1 Modelisation Systemes Complexes HandoutDocument93 paginiUP2 1 Modelisation Systemes Complexes Handoutnovocaine67Încă nu există evaluări
- UP2 TP2 1 ArenaDocument2 paginiUP2 TP2 1 ArenaNaoufalBella-ElHamouyiÎncă nu există evaluări
- UP2 TP2 1 ArenaDocument2 paginiUP2 TP2 1 ArenaNaoufalBella-ElHamouyiÎncă nu există evaluări
- Notice Utilisation Elingue LevacDocument22 paginiNotice Utilisation Elingue Levacchacha_yousraÎncă nu există evaluări
- Auto Bloquant1Document12 paginiAuto Bloquant1Mohamed DjebariÎncă nu există evaluări
- Vitaflex French A4 Low ResDocument20 paginiVitaflex French A4 Low Resnovocaine67Încă nu există evaluări
- Liste Des Eleves Du Centre de Football Makaye Ma NgomeDocument1 paginăListe Des Eleves Du Centre de Football Makaye Ma NgomeWillyÎncă nu există evaluări
- Peda2 630 PDFDocument87 paginiPeda2 630 PDFsalvateur2012Încă nu există evaluări
- 25goutte A GoutteDocument4 pagini25goutte A GoutteDJIDJIKÎncă nu există evaluări
- CONS MEC S3 GP1 2021.docx2Document7 paginiCONS MEC S3 GP1 2021.docx2babsbossgaye03Încă nu există evaluări
- QCM Réseau - Partie 3 - WayToLearnXDocument11 paginiQCM Réseau - Partie 3 - WayToLearnXAwonoÎncă nu există evaluări
- Fraisage S3 3Document4 paginiFraisage S3 3aigleÎncă nu există evaluări
- TextesDocument16 paginiTextesDOULEZEROÎncă nu există evaluări
- td5 Inf1Document2 paginitd5 Inf1touati karim100% (2)
- Groupe N°5 Exposé PVTDocument6 paginiGroupe N°5 Exposé PVTSani yaou AbdoullahiÎncă nu există evaluări
- PROSEHA Version Finale Nov 2016Document108 paginiPROSEHA Version Finale Nov 2016OUSMANÎncă nu există evaluări
- Documents Du Transport AerienDocument9 paginiDocuments Du Transport AerienLallaa Taki MaryamÎncă nu există evaluări
- Les Moments de La Séance D - OralDocument2 paginiLes Moments de La Séance D - OralHicham30Încă nu există evaluări
- Rapport Prelim RGPH3 2019 - Ver - FinalDocument98 paginiRapport Prelim RGPH3 2019 - Ver - FinalVololoniaina RAHOLISONÎncă nu există evaluări
- Equilibres Doxydo-RéductionDocument42 paginiEquilibres Doxydo-Réductionlahcen essÎncă nu există evaluări
- NF en 12591Document29 paginiNF en 12591AMENZOU OMARÎncă nu există evaluări
- Cours Exploitation PortuaireDocument75 paginiCours Exploitation PortuaireMaher FriouiÎncă nu există evaluări
- Dzi CV Hie OtheroneDocument7 paginiDzi CV Hie OtheronezeroldÎncă nu există evaluări
- EMD1314Document5 paginiEMD1314mohammed8nizarÎncă nu există evaluări
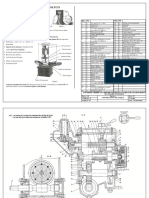
- M04 Technologie D-Entretien FGT-TSCG.865Document83 paginiM04 Technologie D-Entretien FGT-TSCG.865Khalil Lasfer100% (1)
- CorrigéOlympiades 7 C T1 M2020Document4 paginiCorrigéOlympiades 7 C T1 M2020Hmd SidiÎncă nu există evaluări
- Tsgo Eff Corrige V1 PDFDocument5 paginiTsgo Eff Corrige V1 PDFDon Yassine33% (3)
- Glance 76Document48 paginiGlance 76Cayo YandjueÎncă nu există evaluări
- Relations Économiques Internationales - Copie S6Document112 paginiRelations Économiques Internationales - Copie S6Hayate Zaher50% (2)
- Tumeurs UrothelialesDocument40 paginiTumeurs UrothelialesAntoine AILLOUDÎncă nu există evaluări
- Resumé HistoireDocument11 paginiResumé HistoireOlfaÎncă nu există evaluări
- Rapport D'activites EDST 2011Document24 paginiRapport D'activites EDST 2011Samir2020Încă nu există evaluări