S-ar putea să vă placă și
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (400)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- Piping - IntroductionDocument39 paginiPiping - Introductionsppatil100% (1)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Welding Defect in GTAWDocument19 paginiWelding Defect in GTAWMuhammad Ghiyats100% (1)
- Long Range Guided Wave Ultrasonic TestingDocument68 paginiLong Range Guided Wave Ultrasonic TestingOmarMoralesBaray86% (7)
- StatusDocument2 paginiStatusKali AbdennourÎncă nu există evaluări
- MCM AllDocument7 paginiMCM AllPalanisamy RajaÎncă nu există evaluări
- Table 5 Wire Type IQI Selection Table 1Document3 paginiTable 5 Wire Type IQI Selection Table 1Kali AbdennourÎncă nu există evaluări
- Specs 670-26 - C27Document13 paginiSpecs 670-26 - C27Hery Mardiono Hery50% (2)
- Types of HammerDocument5 paginiTypes of HammerJon Michael Antipuesto100% (1)
- Calculations of Machine DesignDocument56 paginiCalculations of Machine Designbalakalees100% (2)
- Équivalence Entre NormeDocument2 paginiÉquivalence Entre NormeOlss Bbzo100% (1)
- Fdocuments - in - Gas Boiler System Commissioning Checklist Gas Boiler System Commissioning ChecklistDocument2 paginiFdocuments - in - Gas Boiler System Commissioning Checklist Gas Boiler System Commissioning Checklistkapster KannourÎncă nu există evaluări
- SC258-Versa19022VC1150 SPINNERDocument8 paginiSC258-Versa19022VC1150 SPINNERKali AbdennourÎncă nu există evaluări
- Capability of Modern Tank Floor Scanning With Magnetic Flux LeakageDocument11 paginiCapability of Modern Tank Floor Scanning With Magnetic Flux LeakageBala KrishnanÎncă nu există evaluări
- Copie de Prog RT Sept2020Document1 paginăCopie de Prog RT Sept2020Kali AbdennourÎncă nu există evaluări
- C G T P: HapterDocument48 paginiC G T P: HapterKali AbdennourÎncă nu există evaluări
- Surface Preparation GuideDocument3 paginiSurface Preparation Guideenrique82aÎncă nu există evaluări
- CH10Document7 paginiCH10Kali AbdennourÎncă nu există evaluări
- Hapter: Aint As Urface RotectionDocument11 paginiHapter: Aint As Urface RotectionKali AbdennourÎncă nu există evaluări
- Hapter: Conomics of Aint YstemsDocument14 paginiHapter: Conomics of Aint YstemsKali AbdennourÎncă nu există evaluări
- CH10Document7 paginiCH10Kali AbdennourÎncă nu există evaluări
- J P G T: HapterDocument28 paginiJ P G T: HapterKali AbdennourÎncă nu există evaluări
- J P G T: HapterDocument28 paginiJ P G T: HapterKali AbdennourÎncă nu există evaluări
- Hapter: Hat Is AintDocument16 paginiHapter: Hat Is AintKali AbdennourÎncă nu există evaluări
- Hapter: Ypes of AintDocument13 paginiHapter: Ypes of AintKali AbdennourÎncă nu există evaluări
- Hapter: Otun More Than PaintDocument10 paginiHapter: Otun More Than Painttanuj ranaÎncă nu există evaluări
- Hapter: Orrosion and Orrosion ReventionDocument40 paginiHapter: Orrosion and Orrosion ReventionKali AbdennourÎncă nu există evaluări
- Coating Manual: Jotun - More Than PaintDocument4 paginiCoating Manual: Jotun - More Than PaintKali AbdennourÎncă nu există evaluări
- Hapter: Ypical Oating YstemsDocument102 paginiHapter: Ypical Oating YstemsKali AbdennourÎncă nu există evaluări
- Iso 22778-2006Document22 paginiIso 22778-2006Kali AbdennourÎncă nu există evaluări
- Hyundai Welding Co., LTD.: Low Alloy, Cellulosic Smaw For PipeDocument6 paginiHyundai Welding Co., LTD.: Low Alloy, Cellulosic Smaw For PipeKali AbdennourÎncă nu există evaluări
- Sample: Generator Weekly Inspection ChecklistDocument1 paginăSample: Generator Weekly Inspection Checklistthira22Încă nu există evaluări
- Everest Xlg3 Videoprobe: Remote Visual InspectionDocument16 paginiEverest Xlg3 Videoprobe: Remote Visual InspectionKali AbdennourÎncă nu există evaluări
- Semi-Automatic Band Saws: Sawing With Highest Precision, Where Others Meet Their Limits!Document3 paginiSemi-Automatic Band Saws: Sawing With Highest Precision, Where Others Meet Their Limits!Kali AbdennourÎncă nu există evaluări
- Is Iso 11114 4 2005Document23 paginiIs Iso 11114 4 2005Kali Abdennour100% (1)
- Everest Xlg3 Videoprobe: Remote Visual InspectionDocument16 paginiEverest Xlg3 Videoprobe: Remote Visual InspectionKali AbdennourÎncă nu există evaluări
- Loop Type 1 Mounting InstructionsDocument8 paginiLoop Type 1 Mounting InstructionsDilon FernandoÎncă nu există evaluări
- Food Safety - Magnetic SeparatorsDocument2 paginiFood Safety - Magnetic SeparatorsRenÎncă nu există evaluări
- PN Rating Valves: Bronze, Brass & Cast Iron ValvesDocument11 paginiPN Rating Valves: Bronze, Brass & Cast Iron ValvesAntony MylvaganamÎncă nu există evaluări
- Drilling Speeds and FeedsDocument1 paginăDrilling Speeds and FeedsLe Hoang HiepÎncă nu există evaluări
- ASTM F1554 Specification - Portland BoltDocument2 paginiASTM F1554 Specification - Portland Boltwayne1925Încă nu există evaluări
- Lorica SegmentataDocument19 paginiLorica SegmentataCipri PopÎncă nu există evaluări
- EC 1350-O Product Specification Rev.0Document3 paginiEC 1350-O Product Specification Rev.0serkan temelÎncă nu există evaluări
- Metalargy MCQDocument12 paginiMetalargy MCQANANT CHAUBEYÎncă nu există evaluări
- G1825BCDocument2 paginiG1825BCeisenbarger5607Încă nu există evaluări
- Elementds in Machine Design (J.T.) Module 12Document6 paginiElementds in Machine Design (J.T.) Module 12allovidÎncă nu există evaluări
- Astm A194 A194m 23Document7 paginiAstm A194 A194m 23Kalanithi GKÎncă nu există evaluări
- KMI Batam - Welding & NDTDocument25 paginiKMI Batam - Welding & NDTPratama Trendy LeoÎncă nu există evaluări
- 87 Big QuestionsDocument4 pagini87 Big QuestionsSakthi RoyalhunterÎncă nu există evaluări
- Power Source CharacteristicsDocument22 paginiPower Source CharacteristicsKyÎncă nu există evaluări
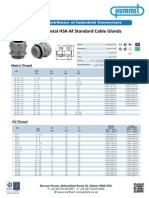
- Hummel Metal HSK-M Standard Cable Glands: Metric ThreadDocument2 paginiHummel Metal HSK-M Standard Cable Glands: Metric Threadalexandresq4283Încă nu există evaluări
- FAQ Processes For Surface Hardening of Stainless Steels Bodycote S3PDocument4 paginiFAQ Processes For Surface Hardening of Stainless Steels Bodycote S3PSinan YıldızÎncă nu există evaluări
- Farm Shop: Multiple ChoiceDocument2 paginiFarm Shop: Multiple ChoiceAlfredo CondeÎncă nu există evaluări
- Esdep Lecture Note (Wg2)Document26 paginiEsdep Lecture Note (Wg2)Rahul ShrivastavaÎncă nu există evaluări
- ECTFE Material Plastic Piping For H2SO4 98 %Document11 paginiECTFE Material Plastic Piping For H2SO4 98 %Hudi LeksonoÎncă nu există evaluări
- Tube Selection ChartDocument6 paginiTube Selection Chartjkruise100% (1)
- Atomizer Study For Processing PGMDocument6 paginiAtomizer Study For Processing PGMAFLAC ............Încă nu există evaluări
- Welded JointsDocument15 paginiWelded Jointsoki zÎncă nu există evaluări
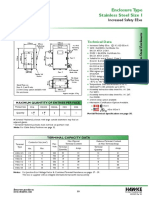
- Stainless Steel Size 1 Enclosure Type: Increased Safety EexeDocument1 paginăStainless Steel Size 1 Enclosure Type: Increased Safety Eexewe202Încă nu există evaluări
- AISI 1018 Mild Low Carbon Steel PDFDocument3 paginiAISI 1018 Mild Low Carbon Steel PDFFebrian JhaÎncă nu există evaluări
- Stowage FactorDocument20 paginiStowage FactorMuhammad AnnashÎncă nu există evaluări