S-ar putea să vă placă și
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- Common-Pool Resources and Public GoodsDocument41 paginiCommon-Pool Resources and Public GoodsBolWolÎncă nu există evaluări
- Risk and Time Preference QuizDocument6 paginiRisk and Time Preference QuizBolWolÎncă nu există evaluări
- Risk and Time PreferenceDocument40 paginiRisk and Time PreferenceBolWolÎncă nu există evaluări
- ExternalitiesDocument42 paginiExternalitiesBolWolÎncă nu există evaluări
- Externalities QuizDocument8 paginiExternalities QuizBolWolÎncă nu există evaluări
- Efficiency QuizDocument7 paginiEfficiency QuizBolWolÎncă nu există evaluări
- Economics: Sellers and IncentivesDocument42 paginiEconomics: Sellers and IncentivesBolWolÎncă nu există evaluări
- Torsion PDFDocument66 paginiTorsion PDFBolWolÎncă nu există evaluări
- Monopoly QuizDocument7 paginiMonopoly QuizBolWolÎncă nu există evaluări
- Economics: Sellers and IncentivesDocument7 paginiEconomics: Sellers and IncentivesBolWolÎncă nu există evaluări
- Economics: Sellers and Incentives SRDocument7 paginiEconomics: Sellers and Incentives SRBolWolÎncă nu există evaluări
- Consumers QuizDocument7 paginiConsumers QuizBolWolÎncă nu există evaluări
- Market Equilibrium B QuizDocument6 paginiMarket Equilibrium B QuizBolWolÎncă nu există evaluări
- Trade QuizDocument7 paginiTrade QuizBolWolÎncă nu există evaluări
- Stress Transformations PDFDocument87 paginiStress Transformations PDFBolWolÎncă nu există evaluări
- Shearing Stresses PDFDocument43 paginiShearing Stresses PDFBolWolÎncă nu există evaluări
- Pure Bending PDFDocument92 paginiPure Bending PDFBolWolÎncă nu există evaluări
- Chap 4a PDFDocument25 paginiChap 4a PDFBolWolÎncă nu există evaluări
- Analysis and Design of BeamsDocument81 paginiAnalysis and Design of BeamsBolWolÎncă nu există evaluări
- Concept of Stress PDFDocument50 paginiConcept of Stress PDFBolWol100% (1)
- Axial LoadingDocument81 paginiAxial LoadingBolWolÎncă nu există evaluări
- Course Info PDFDocument7 paginiCourse Info PDFBolWolÎncă nu există evaluări
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
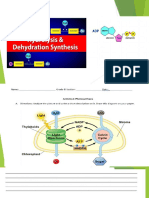
- Q2Week-2 PhotosynthesisDocument36 paginiQ2Week-2 Photosynthesisjustin charles jerimy raymundoÎncă nu există evaluări
- Edsan Chemicals TBKDocument1.220 paginiEdsan Chemicals TBKMas BagusÎncă nu există evaluări
- Chemical Bonding-NotesDocument47 paginiChemical Bonding-NotesHimanshu Meena100% (3)
- Citric Acid Mediated Abiotic Stress Tolerancein PlantsDocument29 paginiCitric Acid Mediated Abiotic Stress Tolerancein PlantsFrancisco EspinosaÎncă nu există evaluări
- Extrusion ValidationDocument5 paginiExtrusion ValidationIlayaraja BoopathyÎncă nu există evaluări
- Rlhudson o Ring GuideDocument214 paginiRlhudson o Ring GuideAndré RiosÎncă nu există evaluări
- q2 Nucleic AcidsDocument5 paginiq2 Nucleic AcidsPaul TinarwoÎncă nu există evaluări
- D4547 1208627-1Document15 paginiD4547 1208627-1Jailson SilvaÎncă nu există evaluări
- Ann604 170822163241Document57 paginiAnn604 170822163241Hussam Bany Khalaf100% (1)
- CR Lab ReportDocument6 paginiCR Lab ReportslowteeÎncă nu există evaluări
- 3.lactic Acid Fermentation of Potato Pulp by The FungusDocument4 pagini3.lactic Acid Fermentation of Potato Pulp by The FungusGizemÎncă nu există evaluări
- Biochemistry Review Booklet 1Document28 paginiBiochemistry Review Booklet 1vaegmundigÎncă nu există evaluări
- Regioselective Hydrochlorination: An Experiment For The Undergraduate LaboratoryDocument2 paginiRegioselective Hydrochlorination: An Experiment For The Undergraduate LaboratoryNgọcKhánhÔngÎncă nu există evaluări
- Natural Fibre Reinforced Polymer Composite Materials - A ReviewDocument8 paginiNatural Fibre Reinforced Polymer Composite Materials - A ReviewWelly TobingÎncă nu există evaluări
- Basic Requirement For Dyes:: Department of Chemistry A.M.U., AligarhDocument14 paginiBasic Requirement For Dyes:: Department of Chemistry A.M.U., AligarhHarshita MayalÎncă nu există evaluări
- Oilahuasca - PastebinDocument4 paginiOilahuasca - PastebinthedrdrownÎncă nu există evaluări
- Pro Catalyst - Material Safety Data SheetDocument3 paginiPro Catalyst - Material Safety Data SheetPanya PurahongÎncă nu există evaluări
- Data and Computation CombustionDocument4 paginiData and Computation CombustionAliahJoy Delos Santos JunioÎncă nu există evaluări
- Protein Powder DetailsDocument6 paginiProtein Powder DetailsAnonymous 9WyPyismÎncă nu există evaluări
- Stereochemistry Sem 1 2013Document82 paginiStereochemistry Sem 1 2013Vaibhav RanaÎncă nu există evaluări
- Instant Notes in Organic ChemistryDocument368 paginiInstant Notes in Organic ChemistryRini WulandariÎncă nu există evaluări
- PowerpointDocument33 paginiPowerpointZain HashmiÎncă nu există evaluări
- Bl-Optigear Synthetic 800 220Document10 paginiBl-Optigear Synthetic 800 220Emin MešićÎncă nu există evaluări
- 15Document5 pagini15gakocherÎncă nu există evaluări
- Problem Sheet BIOL1XX7 Module1 2021Document5 paginiProblem Sheet BIOL1XX7 Module1 2021Jui-Chi ChenÎncă nu există evaluări
- MULCHINGDocument38 paginiMULCHINGmarcos tadlan100% (1)
- Durability of Radiation-Sterilized Polyolefins: Stabilization of Ethylene-Polypropylene Copolymer To Gamma Initiated OxidationDocument286 paginiDurability of Radiation-Sterilized Polyolefins: Stabilization of Ethylene-Polypropylene Copolymer To Gamma Initiated OxidationSameh AlariqiÎncă nu există evaluări
- Microbiology Project ProposalDocument19 paginiMicrobiology Project Proposalnabeelfrom9586% (7)
- Chapter 1-2 (Revised)Document16 paginiChapter 1-2 (Revised)Ron Y ANÎncă nu există evaluări
- Nonessential Aminoacid SynthesisDocument46 paginiNonessential Aminoacid SynthesisJenny JoseÎncă nu există evaluări