S-ar putea să vă placă și
- 3 PDFDocument199 pagini3 PDFsanku surya sai charanÎncă nu există evaluări
- Casting: Conventional Methods Unconventional MethodsDocument13 paginiCasting: Conventional Methods Unconventional Methodsarun t nÎncă nu există evaluări
- WPT CastingDocument70 paginiWPT CastingHuzaifaÎncă nu există evaluări
- MT-1 Full NotesDocument56 paginiMT-1 Full NotesM.Saravana Kumar..M.EÎncă nu există evaluări
- Chapter 4Document52 paginiChapter 4yamadaÎncă nu există evaluări
- Dr. Chaitanya Sharma Phd. Iit RoorkeeDocument40 paginiDr. Chaitanya Sharma Phd. Iit RoorkeeTrung Quoc LeÎncă nu există evaluări
- Casting ProcessesDocument18 paginiCasting ProcessesvelavansuÎncă nu există evaluări
- Casting PDFDocument96 paginiCasting PDFYerriboina Vishnu VardhanÎncă nu există evaluări
- Special CastingDocument24 paginiSpecial CastingManohara ErlaÎncă nu există evaluări
- MC25 Lec 6 Metal CastingDocument78 paginiMC25 Lec 6 Metal Castingtvishal8Încă nu există evaluări
- CastingDocument74 paginiCastingvinu1977Încă nu există evaluări
- Casting PresentationDocument111 paginiCasting Presentationprabas banerjeeÎncă nu există evaluări
- 01 CastingDocument31 pagini01 CastingSports GloballyÎncă nu există evaluări
- Publication 11 12691 1710Document5 paginiPublication 11 12691 1710xf9bk4wpbfÎncă nu există evaluări
- Casting LecDocument60 paginiCasting Lecshahid_ahmed_28Încă nu există evaluări
- Chapter 4Document16 paginiChapter 4Anteneh AssefaÎncă nu există evaluări
- Metal Casting ProcessesDocument113 paginiMetal Casting ProcessesSarath ChandraÎncă nu există evaluări
- CHAPTER 11 Metal Casting ProcessDocument47 paginiCHAPTER 11 Metal Casting Processabd altwierÎncă nu există evaluări
- Permanent Mold CastingDocument15 paginiPermanent Mold CastingEka RosmitaliaÎncă nu există evaluări
- CHAPTER 11 Metal Casting ProcessDocument50 paginiCHAPTER 11 Metal Casting Processمحمد القدوميÎncă nu există evaluări
- MM Experiment ReportDocument10 paginiMM Experiment ReportAbdullah ArshadÎncă nu există evaluări
- Week5 CastingDocument147 paginiWeek5 CastingYouness AITOUNYÎncă nu există evaluări
- Manufacturing Process 1 (Casting Processes (B.eng) - 10092014Document129 paginiManufacturing Process 1 (Casting Processes (B.eng) - 10092014bananaÎncă nu există evaluări
- BCM Unit 5Document113 paginiBCM Unit 5Keerthi k.cÎncă nu există evaluări
- 4 Various Types of Expendable Mold and Permanent Mold CastingDocument45 pagini4 Various Types of Expendable Mold and Permanent Mold CastingLiaquat AliÎncă nu există evaluări
- Week 2 Advanced Workshop PracticeDocument28 paginiWeek 2 Advanced Workshop PracticeBasit AliÎncă nu există evaluări
- Metal CastingDocument22 paginiMetal CastingANKIT RAJÎncă nu există evaluări
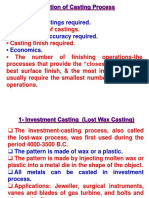
- Number of Castings Required. - Dimensional Accuracy Required. - EconomicsDocument16 paginiNumber of Castings Required. - Dimensional Accuracy Required. - EconomicsMustafa AbdullahÎncă nu există evaluări
- Best Metal Casting DesignDocument71 paginiBest Metal Casting DesignVijay Pawar100% (2)
- Ch11metalcastingprocDocument74 paginiCh11metalcastingprocCharurat KongyangÎncă nu există evaluări
- CH 11Document77 paginiCH 11Davinder SinghÎncă nu există evaluări
- Chapter 2 Casting: Manufacturing ProcessesDocument52 paginiChapter 2 Casting: Manufacturing ProcessesnunuÎncă nu există evaluări
- Basic Engineering MaterialDocument14 paginiBasic Engineering MaterialNur Husnina NinaRamanÎncă nu există evaluări
- Assignment IDocument23 paginiAssignment I016 ARUNACHALAM S R MÎncă nu există evaluări
- 7 Dry Sand MoldingDocument3 pagini7 Dry Sand MoldingFahri RamadhanÎncă nu există evaluări
- Metal Casting ProcessesDocument87 paginiMetal Casting ProcessesgggÎncă nu există evaluări
- Casting ProcessesDocument20 paginiCasting ProcessesVv4HÎncă nu există evaluări
- Picture General Description Pros Cons Cost Surface Expendable Mold, Permanent PatternDocument1 paginăPicture General Description Pros Cons Cost Surface Expendable Mold, Permanent PatternVlad TampizaÎncă nu există evaluări
- Dr. Chaitanya Sharma Phd. Iit RoorkeeDocument68 paginiDr. Chaitanya Sharma Phd. Iit RoorkeeTrung Quoc LeÎncă nu există evaluări
- Casting ProcessesDocument40 paginiCasting ProcessesreynierÎncă nu există evaluări
- Investment Casting ProcessesDocument10 paginiInvestment Casting ProcessesPragyan Kumar PradhanÎncă nu există evaluări
- Chapter Four 4.special Casting Processes: Introduction Contents To Be IncludedDocument76 paginiChapter Four 4.special Casting Processes: Introduction Contents To Be IncludedberhaneÎncă nu există evaluări
- Ae15301 AMMTDocument98 paginiAe15301 AMMTDurai Raj KumarÎncă nu există evaluări
- Topic 4 - Metal CastingDocument31 paginiTopic 4 - Metal CastingKelvin KVÎncă nu există evaluări
- Cast 2Document77 paginiCast 2yash guptaÎncă nu există evaluări
- of ManuDocument87 paginiof ManuVaibhav BaggaÎncă nu există evaluări
- Casting QuestionDocument5 paginiCasting QuestionAvishek GuptaÎncă nu există evaluări
- Casting ProcessDocument53 paginiCasting ProcessSenthilKumar SubramanianÎncă nu există evaluări
- Permanent Mold CastingDocument3 paginiPermanent Mold CastingNirav patelÎncă nu există evaluări
- Casting ProcessDocument30 paginiCasting ProcessParas ThakurÎncă nu există evaluări
- Casting Process PDFDocument36 paginiCasting Process PDFArip BudiÎncă nu există evaluări
- Casting IntroDocument94 paginiCasting IntroJith ViswaÎncă nu există evaluări
- Chapter 11Document102 paginiChapter 11223399Încă nu există evaluări
- Types of CastingDocument14 paginiTypes of CastingRamoji Aditya Chary100% (1)
- Learn Critical Aspects of Pattern and Mould Making in FoundryDe la EverandLearn Critical Aspects of Pattern and Mould Making in FoundryÎncă nu există evaluări
- Self-healing Ceramic Matrix Composites: A MonographDe la EverandSelf-healing Ceramic Matrix Composites: A MonographÎncă nu există evaluări
- Sheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkDe la EverandSheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkÎncă nu există evaluări
- Topic: Image Editing DateDocument1 paginăTopic: Image Editing DateamdevaÎncă nu există evaluări
- Suggested Student Progress Tracker For Motion and TimeDocument1 paginăSuggested Student Progress Tracker For Motion and TimeamdevaÎncă nu există evaluări
- Fibre + Weather WorksheetDocument5 paginiFibre + Weather WorksheetamdevaÎncă nu există evaluări
- 72474Document18 pagini72474amdevaÎncă nu există evaluări
- MessageDocument87 paginiMessageamdevaÎncă nu există evaluări
- 74311Document18 pagini74311amdevaÎncă nu există evaluări
- ME2041 Advanced Internal Combustion EnginesDocument34 paginiME2041 Advanced Internal Combustion EnginesamdevaÎncă nu există evaluări
- Thermo QuestionDocument48 paginiThermo QuestionamdevaÎncă nu există evaluări
- ME 6504 Metrology and Measurements Department of Mechanical Engineering 2017 - 2018Document15 paginiME 6504 Metrology and Measurements Department of Mechanical Engineering 2017 - 2018amdevaÎncă nu există evaluări
- Unit-I Introduction To Compilers: CS6660-Compiler Design Department of CSE &IT 2016-2017Document95 paginiUnit-I Introduction To Compilers: CS6660-Compiler Design Department of CSE &IT 2016-2017amdevaÎncă nu există evaluări
- 76623Document26 pagini76623amdeva0% (1)
- 75599Document20 pagini75599amdeva100% (1)
- CS6660-Compiler Design Department of CSE &IT 2016-2017Document15 paginiCS6660-Compiler Design Department of CSE &IT 2016-2017amdevaÎncă nu există evaluări
- CE 6306 / Strength of Materials Mechanical Engineering 2016-17Document6 paginiCE 6306 / Strength of Materials Mechanical Engineering 2016-17amdevaÎncă nu există evaluări
- CarltonDevore SSMDocument196 paginiCarltonDevore SSMamdevaÎncă nu există evaluări
- Process of Press Tool Design and Its Manufacturing For Blanking OperationDocument8 paginiProcess of Press Tool Design and Its Manufacturing For Blanking OperationamdevaÎncă nu există evaluări
- CS6660-Compiler Design Department of CSE &IT 2016-2017Document15 paginiCS6660-Compiler Design Department of CSE &IT 2016-2017amdevaÎncă nu există evaluări
- Chapter 7-Intersection and DevelopmentDocument52 paginiChapter 7-Intersection and Developmentamdeva100% (6)
- Unit-I Introduction To Compilers: CS6660-Compiler Design Department of CSE &IT 2016-2017Document95 paginiUnit-I Introduction To Compilers: CS6660-Compiler Design Department of CSE &IT 2016-2017amdevaÎncă nu există evaluări
- Chapter 3-Multiview DrawingsDocument58 paginiChapter 3-Multiview DrawingsamdevaÎncă nu există evaluări
- Chapter 6-Sectional ViewsDocument46 paginiChapter 6-Sectional ViewsamdevaÎncă nu există evaluări
- Chapter 2-Theory of ProjectionDocument57 paginiChapter 2-Theory of ProjectionamdevaÎncă nu există evaluări
- WWW Mechanical inDocument2 paginiWWW Mechanical inamdevaÎncă nu există evaluări
- Chapter 4-Pictorial DrawingDocument41 paginiChapter 4-Pictorial Drawingamdeva100% (1)
- Chapter 5-Auixiliary ViewsDocument20 paginiChapter 5-Auixiliary ViewsamdevaÎncă nu există evaluări
- LEGRAND Main Price List April 2012Document124 paginiLEGRAND Main Price List April 2012Ajay SinghÎncă nu există evaluări
- Fiocchi USA Catalogue 2010Document60 paginiFiocchi USA Catalogue 2010Mario LopezÎncă nu există evaluări
- Aes MatlabDocument32 paginiAes MatlabbalajithrillerÎncă nu există evaluări
- Steel-Concrete Composite Building Under Seismic Forces, D. R. Panchal (Research) PDFDocument9 paginiSteel-Concrete Composite Building Under Seismic Forces, D. R. Panchal (Research) PDFsmartman35100% (1)
- CAAYE Annual Report 2013Document26 paginiCAAYE Annual Report 2013Rahul MirchandaniÎncă nu există evaluări
- Haas Axis Lubrication Oil - Conversion - AD0629Document12 paginiHaas Axis Lubrication Oil - Conversion - AD0629Jhonny PérezÎncă nu există evaluări
- 94-0518-4 Mini-RadaScan Engineers and Service GuideDocument15 pagini94-0518-4 Mini-RadaScan Engineers and Service GuideAlex Sandoval100% (1)
- MSETCL - Approved Vendor ListDocument11 paginiMSETCL - Approved Vendor ListNavaneetha KrishnanÎncă nu există evaluări
- Export EXGCE 15nov1354Document407 paginiExport EXGCE 15nov1354noName314Încă nu există evaluări
- KAIFENG Quotation For 150T Cooling TowerDocument13 paginiKAIFENG Quotation For 150T Cooling TowerEslam A. FahmyÎncă nu există evaluări
- Chapter 5 - Decision Making and LoopingDocument94 paginiChapter 5 - Decision Making and LoopingAcapSuiÎncă nu există evaluări
- Case StudyDocument2 paginiCase StudyAyeng 1502100% (1)
- ASATT07Document3 paginiASATT07José Joaquín Muñoz videsÎncă nu există evaluări
- Occupational Health and Safety of Hydrogen Sulphide (H2S)Document20 paginiOccupational Health and Safety of Hydrogen Sulphide (H2S)hitm357100% (1)
- Noise Control in BuildingsDocument36 paginiNoise Control in BuildingsEmily Ong100% (1)
- Instalación Sensor RPM TurboDocument13 paginiInstalación Sensor RPM TurboLuis Herrera MarinÎncă nu există evaluări
- 5 Blasting Limit GuidelinesDocument7 pagini5 Blasting Limit GuidelinesTry Oka Afandy SinagaÎncă nu există evaluări
- QA/QC Filling INDEX: North Gas Compression Plants (NGCP) Pipelines Index File Name File #Document3 paginiQA/QC Filling INDEX: North Gas Compression Plants (NGCP) Pipelines Index File Name File #deva017Încă nu există evaluări
- Set 2 Unit 2 PDF FreeDocument13 paginiSet 2 Unit 2 PDF FreeASHWATH G (RA2111018010045)Încă nu există evaluări
- Superb 2 Aditional HeaterDocument2 paginiSuperb 2 Aditional Heaterpalle larsenÎncă nu există evaluări
- Ef3602 9Document2 paginiEf3602 9AwanÎncă nu există evaluări
- Sample Detailed Estimates PDFDocument9 paginiSample Detailed Estimates PDFJj Salazar Dela CruzÎncă nu există evaluări
- 690 2004Document19 pagini690 2004RahilaHammadÎncă nu există evaluări
- Ansi C29.2aDocument22 paginiAnsi C29.2afecasÎncă nu există evaluări
- Canalta Parts CatalogueDocument25 paginiCanalta Parts Cataloguellando1Încă nu există evaluări
- Definitions - NFPADocument365 paginiDefinitions - NFPAAnand KrishnaÎncă nu există evaluări
- NTSE MAT Chattisgarh Paper 2011 PDFDocument14 paginiNTSE MAT Chattisgarh Paper 2011 PDFKareena GuptaÎncă nu există evaluări
- Water Tank Seat Slab DesignDocument2 paginiWater Tank Seat Slab DesignMesfin Derbew100% (2)
- Overboard Dump ValveDocument3 paginiOverboard Dump ValveekabudiartiÎncă nu există evaluări
- Direct Current Generator ReviewerDocument16 paginiDirect Current Generator ReviewerCaitriona AngeletteÎncă nu există evaluări