S-ar putea să vă placă și
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- Dh-Ipc-Hdw8341X-3D-S2: 3Mp Wizmind Dual-Lens Network CameraDocument3 paginiDh-Ipc-Hdw8341X-3D-S2: 3Mp Wizmind Dual-Lens Network CameraSteve CheaÎncă nu există evaluări
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Project Report On Modulation (Class 12)Document14 paginiProject Report On Modulation (Class 12)Shivam Tripathi100% (9)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- Module 1 SIMPLE INTERESTDocument15 paginiModule 1 SIMPLE INTERESTElle Villanueva VlogÎncă nu există evaluări
- Afghan SnowflakeDocument3 paginiAfghan SnowflakekiwibeasÎncă nu există evaluări
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (400)
- Astm C97/C97M-09Document3 paginiAstm C97/C97M-09Azuriak150% (2)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
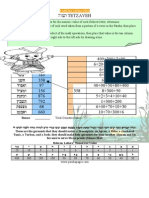
- Tetzaveh Parsha GematriaDocument1 paginăTetzaveh Parsha GematriaRabbi Benyomin HoffmanÎncă nu există evaluări
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- Calculation of Section Modulus PDFDocument4 paginiCalculation of Section Modulus PDFAnthony Gravagne40% (5)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Staircase Preliminary Design Based On NBC and IS CodeDocument10 paginiStaircase Preliminary Design Based On NBC and IS CodeEducation. HubÎncă nu există evaluări
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- AIR IOS ReadmeDocument2 paginiAIR IOS ReadmeHeir TatamiÎncă nu există evaluări
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- Class Problems Sentences 13 The DDocument20 paginiClass Problems Sentences 13 The DKnowledgeIsTruePowerÎncă nu există evaluări
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Chemical Principles Notes Chapter 7Document86 paginiChemical Principles Notes Chapter 7Robert GardnerÎncă nu există evaluări
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- Satellite Communication Module 4Document34 paginiSatellite Communication Module 4JKÎncă nu există evaluări
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- Unit 7: Brittel Coating MethodsDocument12 paginiUnit 7: Brittel Coating Methodsmaya singhÎncă nu există evaluări
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (74)
- Construction Cost EstimatesDocument25 paginiConstruction Cost EstimatesAnonymous zwnFXURJÎncă nu există evaluări
- SampleDocument43 paginiSampleSri E.Maheswar Reddy Assistant ProfessorÎncă nu există evaluări
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- Training Cases: SimaticDocument11 paginiTraining Cases: SimaticKatty MenaÎncă nu există evaluări
- Carbon Compounds: Standard/ Class/ Grade - 10 SSC, CBSE - 8 ICSEDocument53 paginiCarbon Compounds: Standard/ Class/ Grade - 10 SSC, CBSE - 8 ICSEsaintEmÎncă nu există evaluări
- C1 Questions Part 4Document34 paginiC1 Questions Part 4Mohammad KhanÎncă nu există evaluări
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (345)
- Differentiation11 21Document75 paginiDifferentiation11 21Maryam ShahidÎncă nu există evaluări
- Fortinac: Juniper Ex Switch 802.1X-Mac-Authentication Device IntegrationDocument14 paginiFortinac: Juniper Ex Switch 802.1X-Mac-Authentication Device IntegrationSaid bel haj letaiefÎncă nu există evaluări
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- Compressor Anti-Surge ValveDocument2 paginiCompressor Anti-Surge ValveMoralba SeijasÎncă nu există evaluări
- EMDCSS DatasheetDocument5 paginiEMDCSS DatasheetHoracio UlloaÎncă nu există evaluări
- Project Robot ArmDocument62 paginiProject Robot ArmTechs Solutions RobotsÎncă nu există evaluări
- Reading Report Student's Name: Leonel Lipa Cusi Teacher's Name: Maria Del Pilar, Quintana EspinalDocument2 paginiReading Report Student's Name: Leonel Lipa Cusi Teacher's Name: Maria Del Pilar, Quintana EspinalleonellipaÎncă nu există evaluări
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- Exam H13-611: IT Certification Guaranteed, The Easy Way!Document96 paginiExam H13-611: IT Certification Guaranteed, The Easy Way!AdeyemiÎncă nu există evaluări
- ScriptHookDotNet ReadmeDocument8 paginiScriptHookDotNet ReadmeFajar Hari MuliaÎncă nu există evaluări
- 6-OpProfiles PrintableDocument32 pagini6-OpProfiles PrintableGon_1313Încă nu există evaluări
- IT6602 SA Coaching Class QuestionsDocument3 paginiIT6602 SA Coaching Class QuestionsvinothÎncă nu există evaluări
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- Regcm 4.3 Training Session Ii Regcm4.3-Rc OutputDocument8 paginiRegcm 4.3 Training Session Ii Regcm4.3-Rc OutputShane Marie VisagaÎncă nu există evaluări
- Perfection v700 Photo PDFDocument90 paginiPerfection v700 Photo PDFAlex1963alexÎncă nu există evaluări
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)