S-ar putea să vă placă și
- High Speed SteelDocument14 paginiHigh Speed SteelKushan Gajjar100% (1)
- Exim DocumentationDocument25 paginiExim DocumentationKARCHISANJANAÎncă nu există evaluări
- MGallery Technical GuidelinesDocument1 paginăMGallery Technical GuidelineschienÎncă nu există evaluări
- Design of Packaging, Equipment and Storage Of: Alcoholic BeveragesDocument38 paginiDesign of Packaging, Equipment and Storage Of: Alcoholic BeveragesGurnoor KaurÎncă nu există evaluări
- Cleaning Plate Heat Exchangers PDFDocument2 paginiCleaning Plate Heat Exchangers PDFukalÎncă nu există evaluări
- Quality Assurance of Welded ConstructionDocument174 paginiQuality Assurance of Welded ConstructionSrinivasa100% (4)
- Quality Assurance of Welded ConstructionDocument174 paginiQuality Assurance of Welded ConstructionSrinivasa100% (4)
- Boiler Boilout by RentechDocument4 paginiBoiler Boilout by RentechRonald MesinaÎncă nu există evaluări
- Olympic Dam Operation Underground Design OverviewDocument6 paginiOlympic Dam Operation Underground Design Overviewalvaroaac4Încă nu există evaluări
- Tourism PromotionDocument8 paginiTourism PromotionAnnaliza B. Sagat-SantosÎncă nu există evaluări
- Supply Chain Management PepsiDocument25 paginiSupply Chain Management Pepsipop_pop12121100% (1)
- Absorption Chiller Descaling (RIC)Document9 paginiAbsorption Chiller Descaling (RIC)mikey6666Încă nu există evaluări
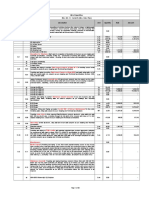
- Bill of Quantities for Culverts (Box, Slab, PipeDocument38 paginiBill of Quantities for Culverts (Box, Slab, PipeDeepak_pethkarÎncă nu există evaluări
- Vacuum Bag Moulding and Compression Moulding TechniquesDocument21 paginiVacuum Bag Moulding and Compression Moulding TechniquesNagarajan Sundaram100% (1)
- Chiller Water Treatment GuildlineDocument7 paginiChiller Water Treatment GuildlinehuyÎncă nu există evaluări
- Uniqlo Group PresentationDocument11 paginiUniqlo Group PresentationmanuelsalgadoÎncă nu există evaluări
- Control Corrosion Offline Steam BoilersDocument3 paginiControl Corrosion Offline Steam BoilersYousuf MemonÎncă nu există evaluări
- Chemical Cleaning Heat ExchangersDocument4 paginiChemical Cleaning Heat ExchangersMohammad Fazal KhanÎncă nu există evaluări
- Ship PreCargo MatrixDocument4 paginiShip PreCargo MatrixRigel NathÎncă nu există evaluări
- Marine Cargo HandbookDocument14 paginiMarine Cargo HandbookManoj SolankarÎncă nu există evaluări
- Nitric AcidDocument4 paginiNitric AcidAłéñà IqbàłÎncă nu există evaluări
- Drying AgentsDocument24 paginiDrying Agentsakhlaq20Încă nu există evaluări
- Cortec ProductDocument20 paginiCortec ProductLiu YangtzeÎncă nu există evaluări
- Boiler Preservation NalcoDocument4 paginiBoiler Preservation NalcoSushil Kumar71% (7)
- Beverage Can Makers Europe Recommendations On Filling Line Can Handling Best PracticesDocument32 paginiBeverage Can Makers Europe Recommendations On Filling Line Can Handling Best PracticesChris Khalid E. LawasÎncă nu există evaluări
- BCME-Stress Corrosion Technical BulletinDocument7 paginiBCME-Stress Corrosion Technical BulletinAntonio Henrique Bandeira0% (1)
- Stabilizers Acidified Milk Drinks PDFDocument6 paginiStabilizers Acidified Milk Drinks PDFthanhtl_hugolataÎncă nu există evaluări
- Desmet Ballestra - Mazzoni LBDocument16 paginiDesmet Ballestra - Mazzoni LBAhmed KhaledÎncă nu există evaluări
- BE Tonsil Optimum FFDocument2 paginiBE Tonsil Optimum FFbourtyÎncă nu există evaluări
- As ISO 16101-2007 Transport Packaging For Dangerous Goods - Plastics Compatibility TestingDocument8 paginiAs ISO 16101-2007 Transport Packaging For Dangerous Goods - Plastics Compatibility TestingSAI Global - APACÎncă nu există evaluări
- Wedeco UV Systems AQUADA Altima, Proxima, MaximaDocument20 paginiWedeco UV Systems AQUADA Altima, Proxima, Maximaeddysoen100% (1)
- Divoflow 185 enDocument2 paginiDivoflow 185 enHau SinâuđaÎncă nu există evaluări
- IncroquatBehenylTMS 50DataSheetDocument7 paginiIncroquatBehenylTMS 50DataSheetKirk BorromeoÎncă nu există evaluări
- Chemicals Zetag DATA Powder Magnafloc LT 22 S - 0410Document2 paginiChemicals Zetag DATA Powder Magnafloc LT 22 S - 0410PromagEnviro.comÎncă nu există evaluări
- Pipeline Coating Failures: Causes and Case StudiesDocument56 paginiPipeline Coating Failures: Causes and Case StudiesanishsrÎncă nu există evaluări
- Arkema - FDS Fluidiram 780Document9 paginiArkema - FDS Fluidiram 780PeligriÎncă nu există evaluări
- Prevent Stress Cracking in Aluminum Can EndsDocument14 paginiPrevent Stress Cracking in Aluminum Can Endsmohd iqbalÎncă nu există evaluări
- canielWEB-pdf-Packaging Soft Drinks in Beverage Cans PDFDocument25 paginicanielWEB-pdf-Packaging Soft Drinks in Beverage Cans PDFPraveen SharmaÎncă nu există evaluări
- Use of Solvents in Lab Freeze DryersDocument5 paginiUse of Solvents in Lab Freeze DryersTeviÎncă nu există evaluări
- Sulphuric Acid Loading, Carrying & Discharging - Special Handling Methods - 2Document2 paginiSulphuric Acid Loading, Carrying & Discharging - Special Handling Methods - 2Vahid SarfarazÎncă nu există evaluări
- Tank Cleaning and CowDocument15 paginiTank Cleaning and CowAnjaana PrashantÎncă nu există evaluări
- Caustic SodaStore and HandlingDocument2 paginiCaustic SodaStore and HandlingargachoÎncă nu există evaluări
- Blow Down ProcedureDocument7 paginiBlow Down ProcedureAayush AgrawalÎncă nu există evaluări
- Buffer and Barrier FluidsDocument10 paginiBuffer and Barrier FluidsFelipeFonckmÎncă nu există evaluări
- Alkali Boil Out Procedure by Natural Circulation MethodDocument31 paginiAlkali Boil Out Procedure by Natural Circulation MethodManoj PaneriÎncă nu există evaluări
- APM002 Rotary EvaporatorDocument9 paginiAPM002 Rotary EvaporatorMukarram MudjahidÎncă nu există evaluări
- Chemical CleaningDocument4 paginiChemical CleaningZubair Ahmed KhaskheliÎncă nu există evaluări
- Cooling System Maintenance For Heavy Duty Engines: Technical Service Bulletin 88-1Document3 paginiCooling System Maintenance For Heavy Duty Engines: Technical Service Bulletin 88-1Agus Setiawan Feat AvrÎncă nu există evaluări
- Handling Relays in ProductionDocument6 paginiHandling Relays in Productionpata nahi hai mujeÎncă nu există evaluări
- R500 E153C Prismatic and Flat Glass Water Gage GlassesDocument16 paginiR500 E153C Prismatic and Flat Glass Water Gage Glassesehab8320014413Încă nu există evaluări
- Alkali Boil-Out ProcedureDocument8 paginiAlkali Boil-Out ProcedureodivalentineÎncă nu există evaluări
- KORALLIN Kalkreaktor Operation GuideDocument5 paginiKORALLIN Kalkreaktor Operation GuideHumberto DTÎncă nu există evaluări
- Lobster Holding Tank ManDocument17 paginiLobster Holding Tank ManRaúl AndradaÎncă nu există evaluări
- Scale Removal in ECDocument2 paginiScale Removal in ECgoodtiÎncă nu există evaluări
- Technical Service Bulletin: Reverse Osmosis and Nanofiltration Membrane Element PrecautionsDocument6 paginiTechnical Service Bulletin: Reverse Osmosis and Nanofiltration Membrane Element PrecautionsTalukder RifatÎncă nu există evaluări
- Oil Drum 1471065260Document17 paginiOil Drum 1471065260knabpshoÎncă nu există evaluări
- RESAT EGYPT CHEMICAL WATER TREATMENT ALKALINE BOILERDocument1 paginăRESAT EGYPT CHEMICAL WATER TREATMENT ALKALINE BOILERنيرمين احمدÎncă nu există evaluări
- Shell Pre Cargo Matrix 2012Document4 paginiShell Pre Cargo Matrix 2012Erkan OzturkÎncă nu există evaluări
- Technical DataDocument29 paginiTechnical DataGregory StewartÎncă nu există evaluări
- Alodine T-5900 TdsDocument5 paginiAlodine T-5900 TdsImeblaÎncă nu există evaluări
- JHON CRANE 2152037 Barrier FluidsDocument19 paginiJHON CRANE 2152037 Barrier Fluidstotalquality100% (2)
- CHMC - Appendix 3 - Special CargoesDocument30 paginiCHMC - Appendix 3 - Special Cargoessushant shelarÎncă nu există evaluări
- Membralox Installation Procedures - 05-2008 PDFDocument76 paginiMembralox Installation Procedures - 05-2008 PDFChalut YvesÎncă nu există evaluări
- Rtaa SB 20Document5 paginiRtaa SB 20kulilin1100% (1)
- Watts Fmro5m Owners ManualDocument22 paginiWatts Fmro5m Owners Manualthe_tapÎncă nu există evaluări
- © Kamco: Guidance Notes On Descaling CalorifiersDocument2 pagini© Kamco: Guidance Notes On Descaling CalorifiersKiran DuggarajuÎncă nu există evaluări
- De Scaling Plate Heat ExchangersDocument2 paginiDe Scaling Plate Heat ExchangersKiran DuggarajuÎncă nu există evaluări
- Prevention of Polymerization: StorageDocument7 paginiPrevention of Polymerization: StorageMarnel Roy MayorÎncă nu există evaluări
- Some Think Coolants or Other Contamination Do Not Harm The Quenchant. This Perception Couldn't Be Farther From The TruthDocument2 paginiSome Think Coolants or Other Contamination Do Not Harm The Quenchant. This Perception Couldn't Be Farther From The TruthAlex SandroÎncă nu există evaluări
- Polythionic Acid Stress Corrosion CrackingDocument2 paginiPolythionic Acid Stress Corrosion CrackingVajid MadathilÎncă nu există evaluări
- Latex Compounds: Dunlop Latices For Dipping & MouldingDocument8 paginiLatex Compounds: Dunlop Latices For Dipping & MouldingThushara RavindraÎncă nu există evaluări
- HYDRANAUTICS - Technical Service BulletinDocument50 paginiHYDRANAUTICS - Technical Service Bulletindpahomi1Încă nu există evaluări
- HSG202 - VentilationDocument22 paginiHSG202 - Ventilationmichael_george291616Încă nu există evaluări
- Euram5 - Assistance in Case of AccidentsDocument8 paginiEuram5 - Assistance in Case of Accidentsmichael_george291616Încă nu există evaluări
- Hangers and Supports for Plumbing PipingDocument6 paginiHangers and Supports for Plumbing Pipingmichael_george291616Încă nu există evaluări
- Classic - Transf. Linhas 2012 (Marca, Modelo, FBT)Document101 paginiClassic - Transf. Linhas 2012 (Marca, Modelo, FBT)Jose Carlos SoaresÎncă nu există evaluări
- Metal Forming & Shaping Processes: Topic 3Document37 paginiMetal Forming & Shaping Processes: Topic 3afnanhananyÎncă nu există evaluări
- Table of Current UKCS Installations: Key To AreasDocument8 paginiTable of Current UKCS Installations: Key To Areasobe metaÎncă nu există evaluări
- PT SSJ Corporate ProfileDocument8 paginiPT SSJ Corporate ProfileYohanest ChandraÎncă nu există evaluări
- ENVICO Company Information Rev1Document55 paginiENVICO Company Information Rev1Dong-Yong KimÎncă nu există evaluări
- United Healthcare Quotation NewDocument6 paginiUnited Healthcare Quotation NewAnonymous ulr1zKCÎncă nu există evaluări
- Inverterslist PDFDocument38 paginiInverterslist PDFNaga Muneendra Reddy KotaÎncă nu există evaluări
- JLL Inland Port Marketing BrochureDocument4 paginiJLL Inland Port Marketing Brochuremutton moonswamiÎncă nu există evaluări
- Internal & external factors driving change in marketsDocument3 paginiInternal & external factors driving change in marketsJohn Paul Madrid ArevaloÎncă nu există evaluări
- Recommended Warehouse/Plant Receiving Best Practices: 45 Broadway, New York, NY 10006 (212) 766-5854 Fax (212) 766-5815Document3 paginiRecommended Warehouse/Plant Receiving Best Practices: 45 Broadway, New York, NY 10006 (212) 766-5854 Fax (212) 766-5815greencoffeeassociationÎncă nu există evaluări
- Welcome To The New UrbanismDocument12 paginiWelcome To The New UrbanismDiana LotcaÎncă nu există evaluări
- Save PetrolDocument9 paginiSave PetrolMaliniUpadhyaÎncă nu există evaluări
- Lesson 24 Pivot TableDocument42 paginiLesson 24 Pivot TableDivya RaghuvanshiÎncă nu există evaluări
- 2016 15th TSCC Progress ReportDocument22 pagini2016 15th TSCC Progress ReportzarrarÎncă nu există evaluări
- PI Phaeno en 150dpiDocument16 paginiPI Phaeno en 150dpiRoberto S L NaboniÎncă nu există evaluări
- SCM Group 14 SecBDocument42 paginiSCM Group 14 SecBPrateek ChopraÎncă nu există evaluări
- Collapsed Foot-Over Bridge Near Jawaharlal Nehru StadiumDocument13 paginiCollapsed Foot-Over Bridge Near Jawaharlal Nehru StadiumbandhuarushiÎncă nu există evaluări
- Providing and Laying Integral Cement Based Water Proofing Treatment IncDocument5 paginiProviding and Laying Integral Cement Based Water Proofing Treatment IncEr R RamanÎncă nu există evaluări
- Marine InsuranceDocument11 paginiMarine InsuranceshalwÎncă nu există evaluări
- PT34 18Document3 paginiPT34 18Ashley DeanÎncă nu există evaluări