S-ar putea să vă placă și
- Tricking Out HF 9x20 LatheDocument48 paginiTricking Out HF 9x20 LatheCliff Miller100% (1)
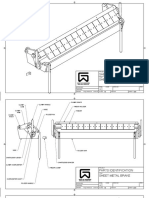
- Sheet Metal Bending PlansDocument11 paginiSheet Metal Bending PlansVivek_subzero100% (1)
- Metal BenderDocument6 paginiMetal Benderbula10100% (1)
- Building: LatheDocument60 paginiBuilding: LathePierre799es86% (7)
- Metalwork and Machining Hints and Tips for Home Machinists: 101 Plans and DrawingsDe la EverandMetalwork and Machining Hints and Tips for Home Machinists: 101 Plans and DrawingsÎncă nu există evaluări
- Diamond Tool Holder for Mini LatheDocument12 paginiDiamond Tool Holder for Mini Latheian_newÎncă nu există evaluări
- How To Build A Fuel LineDocument15 paginiHow To Build A Fuel LineMech EngrÎncă nu există evaluări
- Bender PlansDocument15 paginiBender PlansMike Nichlos80% (5)
- Metal Steel Bending Press PlansDocument16 paginiMetal Steel Bending Press PlansFrenchwolf42080% (5)
- Grinding Lathe Tools On A Belt Sander - For The New Guy - MachinistBlogDocument13 paginiGrinding Lathe Tools On A Belt Sander - For The New Guy - MachinistBlogredneckrepairs100% (1)
- Mill Keyways On LatheDocument1 paginăMill Keyways On LatheJim100% (3)
- Hacksaw PDFDocument40 paginiHacksaw PDFturuceluÎncă nu există evaluări
- D-Bit Chambering Reamer MakingDocument5 paginiD-Bit Chambering Reamer MakingEadÎncă nu există evaluări
- Atlas Lathe AccessoriesDocument8 paginiAtlas Lathe Accessoriesfix100% (1)
- Making Chamber ReamersDocument3 paginiMaking Chamber Reamersfmchuck100% (7)
- DP Series Build SheetDocument49 paginiDP Series Build SheetJoe CreoleÎncă nu există evaluări
- The Jewell Trigger ManualDocument7 paginiThe Jewell Trigger ManualFrederik LavoieÎncă nu există evaluări
- 180 Misc .DXFDocument392 pagini180 Misc .DXFNester Tovar0% (1)
- How To Use A Milling MachineDocument44 paginiHow To Use A Milling MachineGhazali ZuberiÎncă nu există evaluări
- Sheet Metal Bench Shear PDFDocument14 paginiSheet Metal Bench Shear PDFmarianrkw100% (1)
- Pulse RifleDocument2 paginiPulse RifleElliot HamptonÎncă nu există evaluări
- Falling Block .22Document8 paginiFalling Block .22renifreak100% (4)
- CZ 452 Benchrest Custom TriggerDocument9 paginiCZ 452 Benchrest Custom Triggerernst1978Încă nu există evaluări
- Tel - Escope Mounting FDR Guns.: N0. 69 - , 248. V ' Patented Lan. I4, - 902Document4 paginiTel - Escope Mounting FDR Guns.: N0. 69 - , 248. V ' Patented Lan. I4, - 902Radim KadlecÎncă nu există evaluări
- AK-47 Souptonuts 5Document7 paginiAK-47 Souptonuts 5tshirley47100% (3)
- Spring RatingDocument6 paginiSpring Ratingbrowar444Încă nu există evaluări
- Free Plans Sheet Metal Brake WWW Gwellwood ComDocument20 paginiFree Plans Sheet Metal Brake WWW Gwellwood ComRomulo Barcos75% (4)
- How To Make A Simple Sinker EDM For Under $100Document9 paginiHow To Make A Simple Sinker EDM For Under $100ryanrenzeÎncă nu există evaluări
- Manufacturing World-Famous Colt 45 PistolDocument14 paginiManufacturing World-Famous Colt 45 PistolJesus Cortez100% (1)
- How To Build A PantographDocument4 paginiHow To Build A PantographGerrard Singh100% (2)
- DIY Sheet Metal BenderDocument6 paginiDIY Sheet Metal Benderlondemon100% (1)
- 1911 Frame TutorialDocument22 pagini1911 Frame Tutorialblackta6100% (5)
- Introduction To Lathe OperationsDocument97 paginiIntroduction To Lathe Operationsrichardu31100% (9)
- 34 Jigs and Fixtures For Machine ShopDocument12 pagini34 Jigs and Fixtures For Machine ShopPRASAD326100% (8)
- Making Your Own Rivets - The AK Files ForumsDocument7 paginiMaking Your Own Rivets - The AK Files Forumsscout50Încă nu există evaluări
- Sterling mk4 SMG PDFDocument24 paginiSterling mk4 SMG PDFDejan BuckicÎncă nu există evaluări
- AMT LightningDocument9 paginiAMT LightningJustinÎncă nu există evaluări
- ARCCB TR 95011 Rifling Twist DesignDocument38 paginiARCCB TR 95011 Rifling Twist DesignRick Gaines100% (2)
- Building Your Own CNC Router/milling Machine: InstructablesDocument16 paginiBuilding Your Own CNC Router/milling Machine: InstructablesSoma VargaÎncă nu există evaluări
- Grasshopper Ak-47 Jig GuncoDocument5 paginiGrasshopper Ak-47 Jig Guncoterrencebelles100% (2)
- Grinding Lathe Tools On A Belt Sander - Part 3 - MachinistBlogDocument11 paginiGrinding Lathe Tools On A Belt Sander - Part 3 - MachinistBlogredneckrepairsÎncă nu există evaluări
- 208 Office/Tech:: Pistol IndexDocument26 pagini208 Office/Tech:: Pistol IndexStan BrittsanÎncă nu există evaluări
- Double Stack Mag 22LR US8776419Document21 paginiDouble Stack Mag 22LR US8776419sjdarkman19300% (1)
- GB 50a-2Document1 paginăGB 50a-2Kevin Blaner100% (1)
- Sent in To TFB Is Another Concept Design For AnDocument5 paginiSent in To TFB Is Another Concept Design For Aneduar laraÎncă nu există evaluări
- Cartridge Case Manufacture PDFDocument7 paginiCartridge Case Manufacture PDFcbr6000100% (2)
- DIY Bench Top Tubing BenderDocument17 paginiDIY Bench Top Tubing BenderMalcolm DiamondÎncă nu există evaluări
- Functional Composite Materials: Manufacturing Technology and Experimental ApplicationDe la EverandFunctional Composite Materials: Manufacturing Technology and Experimental ApplicationÎncă nu există evaluări
- Turning Lathes - A Manual For Technical Schools And Apprentices - A Guide To Turning, Screw-Cutting Metal SpinningDe la EverandTurning Lathes - A Manual For Technical Schools And Apprentices - A Guide To Turning, Screw-Cutting Metal SpinningEvaluare: 2.5 din 5 stele2.5/5 (2)
- How to Run a Lathe - Volume I (Edition 43) The Care and Operation of a Screw-Cutting LatheDe la EverandHow to Run a Lathe - Volume I (Edition 43) The Care and Operation of a Screw-Cutting LatheEvaluare: 4.5 din 5 stele4.5/5 (2)
- Keyence LKDocument20 paginiKeyence LKramjoceÎncă nu există evaluări
- RBguns YouTube Channel HomepageDocument17 paginiRBguns YouTube Channel HomepageDavid ExfannyÎncă nu există evaluări
- CNCProDocument94 paginiCNCProramjoceÎncă nu există evaluări
- DeerDocument2 paginiDeerramjoceÎncă nu există evaluări
- MP40 Rubber Band Gun PDFDocument16 paginiMP40 Rubber Band Gun PDFramjoce80% (56)
- 1A Low Dropout Voltage Regulator DatasheetDocument8 pagini1A Low Dropout Voltage Regulator DatasheetMauricio Raul RotmanÎncă nu există evaluări
- L96A1 Sniper Rifle PDFDocument44 paginiL96A1 Sniper Rifle PDFramjoce33% (3)
- Bending ShapesDocument4 paginiBending ShapesramjoceÎncă nu există evaluări
- Design A Radial EngineDocument88 paginiDesign A Radial Engineİsmet SezerÎncă nu există evaluări
- Press Brake PlansDocument4 paginiPress Brake PlansMeme Here100% (1)
- How to Calculate Bend Allowance for Press BrakeDocument3 paginiHow to Calculate Bend Allowance for Press BrakedarkomaÎncă nu există evaluări
- Strictlyic IndexDocument27 paginiStrictlyic IndexramjoceÎncă nu există evaluări
- Daves Brake PlansDocument11 paginiDaves Brake PlansramjoceÎncă nu există evaluări
- Press Brake PlansDocument4 paginiPress Brake PlansMeme Here100% (1)
- Rapid 2010 Presentation - Automated Low Cost 3D ScanningDocument34 paginiRapid 2010 Presentation - Automated Low Cost 3D Scanning3D3 SolutionsÎncă nu există evaluări
- Add On Stepper Board TextDocument2 paginiAdd On Stepper Board TextramjoceÎncă nu există evaluări
- Fr5 300 ManualDocument18 paginiFr5 300 ManualramjoceÎncă nu există evaluări
- Troubleshooting MicrowaveDocument96 paginiTroubleshooting Microwaveramjoce0% (1)
- Fr5 300 ManualDocument18 paginiFr5 300 ManualramjoceÎncă nu există evaluări
- SpeakerDocument4 paginiSpeakerramjoceÎncă nu există evaluări
- TFM 15cb ServiceDocument19 paginiTFM 15cb ServiceramjoceÎncă nu există evaluări
- Amplifier Clss DDocument169 paginiAmplifier Clss DJuan Carlos ItriagoÎncă nu există evaluări
- Fender BassmanDocument2 paginiFender BassmanramjoceÎncă nu există evaluări
- Basic 40 ManualDocument4 paginiBasic 40 ManualramjoceÎncă nu există evaluări
- Yamaha P2250Document44 paginiYamaha P2250ramjoceÎncă nu există evaluări
- 2205 Elwood N-Series Cut SheetDocument2 pagini2205 Elwood N-Series Cut SheetramjoceÎncă nu există evaluări
- B00009oyh5 ManualDocument72 paginiB00009oyh5 ManualramjoceÎncă nu există evaluări
- 9412Document31 pagini9412ramjoceÎncă nu există evaluări
- Chel PipeDocument48 paginiChel Pipefarshan296015100% (2)
- Supply and Fabrication Steel Structures SpecificationDocument18 paginiSupply and Fabrication Steel Structures Specificationgowtham_venkat_4Încă nu există evaluări
- Zinkote: Electrolytic Zinc-Coated Steel Sheet and StripDocument10 paginiZinkote: Electrolytic Zinc-Coated Steel Sheet and StripPHUONGÎncă nu există evaluări
- A1018a1018m 16Document8 paginiA1018a1018m 16Rony YudaÎncă nu există evaluări
- Rdso B1-2001 PDFDocument41 paginiRdso B1-2001 PDFPiyush GuptaÎncă nu există evaluări
- Duct Weight (Dar EL Handasa) - 1Document16 paginiDuct Weight (Dar EL Handasa) - 1Maxmore KarumamupiyoÎncă nu există evaluări
- Corus SteelDocument56 paginiCorus SteelnatrajiitmÎncă nu există evaluări
- Cor-Ten - Weather & Corrosion Resistant SteelDocument5 paginiCor-Ten - Weather & Corrosion Resistant SteelAnjan DeyÎncă nu există evaluări
- Multi SlittingDocument6 paginiMulti Slittingeng_ahmedkassemÎncă nu există evaluări
- Astm B166 2019Document9 paginiAstm B166 2019reza acbariÎncă nu există evaluări
- Basic Workholding TechniquesDocument112 paginiBasic Workholding Techniquessuperalitos100% (1)
- Fermi World Fermi Material 2022Document42 paginiFermi World Fermi Material 2022MishaÎncă nu există evaluări
- Chatter Management at Cold Rolling Mills TodayDocument10 paginiChatter Management at Cold Rolling Mills TodayJJÎncă nu există evaluări
- Streetlight Pole SpecDocument128 paginiStreetlight Pole SpecKhadiga AbdallahÎncă nu există evaluări
- Aisi StandardDocument22 paginiAisi StandardJoseAlbertoZabaletaUrbina0% (1)
- Slab PDFDocument21 paginiSlab PDFDr J KandasamyÎncă nu există evaluări
- Design of Cold Formed Sections by Satish KumarDocument62 paginiDesign of Cold Formed Sections by Satish Kumarspawar1988Încă nu există evaluări
- 277 - Galvanised Steel SheetsDocument10 pagini277 - Galvanised Steel SheetsKaushik SenguptaÎncă nu există evaluări
- Fatigue AssignmentDocument10 paginiFatigue Assignmentnelis010% (1)
- Machine DesignDocument627 paginiMachine DesignlucarÎncă nu există evaluări
- Hot Rolled Products of Structural SteelsDocument28 paginiHot Rolled Products of Structural SteelsAli MarsousiÎncă nu există evaluări
- Design of Structure-III: Unit 1Document14 paginiDesign of Structure-III: Unit 1Rohit TiwariÎncă nu există evaluări
- Microstructural Changes in The Forge Weld Area During HF-ERWDocument4 paginiMicrostructural Changes in The Forge Weld Area During HF-ERWilze86Încă nu există evaluări
- Tesis LaminaciónDocument98 paginiTesis LaminaciónTomás BonelloÎncă nu există evaluări
- Stainless Steel Design ManualDocument14 paginiStainless Steel Design ManualmirekwaznyÎncă nu există evaluări
- An Evaluation of TPM Implementation Initiatives in An Indian Manufacturing EnterpriseDocument15 paginiAn Evaluation of TPM Implementation Initiatives in An Indian Manufacturing EnterpriseToni Mybabysweetpea DawsonÎncă nu există evaluări
- ERD Tin Product BrochureDocument10 paginiERD Tin Product BrochureLaura ElgarristaÎncă nu există evaluări
- Astm A570Document3 paginiAstm A570sergio prietoÎncă nu există evaluări
- BS en 10130 DC01 Datasheet b3.1Document3 paginiBS en 10130 DC01 Datasheet b3.1Farhanah OnnÎncă nu există evaluări
- Structural Steel SpecificationsDocument30 paginiStructural Steel Specificationsmassive85Încă nu există evaluări