S-ar putea să vă placă și
- Tratamientos Termicos para Aleaciones de AluminioDocument6 paginiTratamientos Termicos para Aleaciones de AluminioJosé MoyanoÎncă nu există evaluări
- Hoja de Problemas de Clase 7Document2 paginiHoja de Problemas de Clase 7José Antonio Marín ArcasÎncă nu există evaluări
- Guia de Aprendizaje - S8 - IEIDocument18 paginiGuia de Aprendizaje - S8 - IEIFRANKLIN VELASCO CRUZ100% (1)
- Ficha Tecnica Domotica Myhome BticinoDocument504 paginiFicha Tecnica Domotica Myhome Bticinoirene100% (1)
- Cadena Cinematica2Document2 paginiCadena Cinematica2Gianfranco Navarro TorrejonÎncă nu există evaluări
- Diseño de tablero eléctrico para control de motor trifásicoDocument4 paginiDiseño de tablero eléctrico para control de motor trifásicoGabriel AcevedoÎncă nu există evaluări
- Tarea 2 DEMDocument1 paginăTarea 2 DEMHECTOR HIDALGOÎncă nu există evaluări
- Reactivo Trabajo Higdon Alex NavarreteDocument18 paginiReactivo Trabajo Higdon Alex NavarreteAlex Fabricio Navarrete TorresÎncă nu există evaluări
- Soldadura GTAWDocument12 paginiSoldadura GTAWgerman isai resendizÎncă nu există evaluări
- MétodosDocument2 paginiMétodosMarcos TaipeÎncă nu există evaluări
- Proyecto Redes de Aire 3.0Document13 paginiProyecto Redes de Aire 3.0callidemierdaÎncă nu există evaluări
- Labo 3 Anunciador de Primera FallaDocument8 paginiLabo 3 Anunciador de Primera FallaPedro BeltranÎncă nu există evaluări
- Transmisores Analógicos, Inteligentes e HibridosDocument16 paginiTransmisores Analógicos, Inteligentes e HibridosGio AcostaÎncă nu există evaluări
- Graficas de ControlDocument12 paginiGraficas de ControlEstefania Salazar ArenasÎncă nu există evaluări
- Análisis de Cargas y Costos de Una Instalación EléctricaDocument2 paginiAnálisis de Cargas y Costos de Una Instalación EléctricaBSÎncă nu există evaluări
- Reporte de Tacometro DigitalDocument10 paginiReporte de Tacometro DigitalEsteban Padilla GonzalezÎncă nu există evaluări
- Termodinámica fundamentosDocument50 paginiTermodinámica fundamentosABRAHAM LOZANO BENDEZUÎncă nu există evaluări
- 75052-PISO VINILICO CONDUCTIVO - PolyflorDocument3 pagini75052-PISO VINILICO CONDUCTIVO - PolyflorRodolfo Eliu Curiel RosasÎncă nu există evaluări
- Informe de La PlegadoraDocument10 paginiInforme de La PlegadoraMiguel Coronel SulcaÎncă nu există evaluări
- Practicas Laboratorio Mec 3342 A Sem 2 2021Document31 paginiPracticas Laboratorio Mec 3342 A Sem 2 2021LUIS ALBERTO PARIHUANCOLLO CHOQUEÎncă nu există evaluări
- Motor Con Arranque Por CondensadorDocument5 paginiMotor Con Arranque Por CondensadorRenzo DezaÎncă nu există evaluări
- Respuestas a preguntas sobre conceptos básicos de termodinámicaDocument5 paginiRespuestas a preguntas sobre conceptos básicos de termodinámicaFreddy CarriónÎncă nu există evaluări
- Modelo Matemático de Un Motor DC en SerieDocument3 paginiModelo Matemático de Un Motor DC en SerieMayrita MopositaÎncă nu există evaluări
- ASCENSOR Tornillo Sinfin-CoronaDocument6 paginiASCENSOR Tornillo Sinfin-CoronaRadiant RadiantÎncă nu există evaluări
- Informe de SoldaduraDocument5 paginiInforme de SoldaduraJordy SantanaÎncă nu există evaluări
- Sesion 10 Metodos de Medicion de Potencia y Del Factor de Potencia en Circuitos de Corriente Alterna TrifásicosDocument7 paginiSesion 10 Metodos de Medicion de Potencia y Del Factor de Potencia en Circuitos de Corriente Alterna Trifásicosdiego frisancho holguinÎncă nu există evaluări
- Parcial Maquinas 1 Primer Corte 2020-2Document1 paginăParcial Maquinas 1 Primer Corte 2020-2Tobimainlayton Misatt0% (1)
- Guía de Ejercicios Prueba N°2 Máquinas Eléctricas 1-2023Document11 paginiGuía de Ejercicios Prueba N°2 Máquinas Eléctricas 1-2023Sebastian DelgadoÎncă nu există evaluări
- Mantenimiento Motor Eléctrico AsíncronoDocument3 paginiMantenimiento Motor Eléctrico AsíncronoJuan Jose San Martin Alfaro100% (1)
- COntador BinarioDocument40 paginiCOntador BinarioKasey Turner0% (1)
- Sistemas de Medición de Desplazamiento y VelocidadDocument5 paginiSistemas de Medición de Desplazamiento y VelocidadJesús Alberto RodríguezÎncă nu există evaluări
- Prob de Circuitos Magnéticos 5º NotaDocument4 paginiProb de Circuitos Magnéticos 5º NotaMauro Saucedo TellezÎncă nu există evaluări
- ElectrotecniaDocument5 paginiElectrotecniaOscarÎncă nu există evaluări
- Esfuerzo Deformación de Ingeniería - Procesos de Manufactura I - RAFDocument2 paginiEsfuerzo Deformación de Ingeniería - Procesos de Manufactura I - RAFEdisson Guzman0% (1)
- Investigación Analisis Dinamico de Circuitos Dinámicos de 1erDocument12 paginiInvestigación Analisis Dinamico de Circuitos Dinámicos de 1erDaniela CarrilloÎncă nu există evaluări
- LabNo4 Mec Retorno Rapido 15feb2014Document8 paginiLabNo4 Mec Retorno Rapido 15feb2014JOELÎncă nu există evaluări
- Evaluación del rendimiento térmico de un sistema de cogeneraciónDocument3 paginiEvaluación del rendimiento térmico de un sistema de cogeneraciónTR JavierÎncă nu există evaluări
- Análisis estocástico de factores de fatigaDocument17 paginiAnálisis estocástico de factores de fatigaLuis Alberto Navarro JimenezÎncă nu există evaluări
- Banco de PresionesDocument1 paginăBanco de PresionesEvelinTatianaPinargoteÎncă nu există evaluări
- Funcionamiento de Circuitos de Mediana Escala de IntegraciónDocument2 paginiFuncionamiento de Circuitos de Mediana Escala de IntegraciónAlejandro GonzalezÎncă nu există evaluări
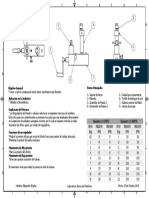
- Gotero de KelvinDocument3 paginiGotero de KelvinLuz Stella Veloza Meneses100% (1)
- ANALOGÍA ENTRE CIRCUITOS MAGNÉTICOS Y ELÉCTRICOSDocument9 paginiANALOGÍA ENTRE CIRCUITOS MAGNÉTICOS Y ELÉCTRICOSLuis Marcelo SaraviaÎncă nu există evaluări
- Laboratorio3 MEDIDA DE LA IMPEDANCIADocument26 paginiLaboratorio3 MEDIDA DE LA IMPEDANCIAxd S:Încă nu există evaluări
- Dispositivos de Disparo para Semiconductores ControladosDocument7 paginiDispositivos de Disparo para Semiconductores ControladosFernando GuerreroÎncă nu există evaluări
- Lab. #3 Acevedo Briones DigitalDocument8 paginiLab. #3 Acevedo Briones DigitalHerNan Acevedo QuispeÎncă nu există evaluări
- Ecuaciones de esfuerzos en diagramas de GoodmanDocument6 paginiEcuaciones de esfuerzos en diagramas de Goodmanmatias buccinoÎncă nu există evaluări
- Laminado y EstampadoDocument3 paginiLaminado y EstampadoVittilugaÎncă nu există evaluări
- Practica de Analisis de Circuitos ElectronicosDocument7 paginiPractica de Analisis de Circuitos ElectronicosErika lizethÎncă nu există evaluări
- Epi Laboratorio Citro B Huaman Chacca Alex 8Document8 paginiEpi Laboratorio Citro B Huaman Chacca Alex 8Steep HacheÎncă nu există evaluări
- Circuito Dimmer con Diac y TriacDocument5 paginiCircuito Dimmer con Diac y TriacLuis GutierrezÎncă nu există evaluări
- Curso Automatización y Control Industrial: Lógica Eléctrica y AplicacionesDocument50 paginiCurso Automatización y Control Industrial: Lógica Eléctrica y AplicacionesandresÎncă nu există evaluări
- Laboratorio 3 - Electrónica Analógica y DigitalDocument25 paginiLaboratorio 3 - Electrónica Analógica y DigitalBryan Ivarrola GranadosÎncă nu există evaluări
- Proyecto Control de Velocidad de Un Motor de CD Con OperacionalesDocument21 paginiProyecto Control de Velocidad de Un Motor de CD Con Operacionalesramses zamora ortizÎncă nu există evaluări
- Universidad Autónoma de Nuevo León Facultad de Ingeniería Mecánica Y EléctricaDocument13 paginiUniversidad Autónoma de Nuevo León Facultad de Ingeniería Mecánica Y EléctricaClaudioPiñaÎncă nu există evaluări
- Lista de Partes Aspiradora Koblenz de 2 GalonesDocument7 paginiLista de Partes Aspiradora Koblenz de 2 Galonessurfing69Încă nu există evaluări
- Laboratorio N°7 Maquinas CC.Document19 paginiLaboratorio N°7 Maquinas CC.DanielÎncă nu există evaluări
- Laboratorio 10. Motor DCDocument3 paginiLaboratorio 10. Motor DCYara foreroÎncă nu există evaluări
- Algoritmo Desarrollado para El Diseno de TransformadoresDocument13 paginiAlgoritmo Desarrollado para El Diseno de TransformadoresOscar FernandoÎncă nu există evaluări
- Capitulo #6 Parte D Ciclo de CarnotDocument5 paginiCapitulo #6 Parte D Ciclo de CarnotRodrigoÎncă nu există evaluări
- Maquinado ElectroquimicoDocument5 paginiMaquinado Electroquimicodanigali6514Încă nu există evaluări
- Transferencia de CalorDocument11 paginiTransferencia de CalorJocelyn Sarahí Mendoza Martínez100% (5)
- Desarrollo Humano UCLVDocument3 paginiDesarrollo Humano UCLVCarmenTovarMatuteÎncă nu există evaluări
- Desarrollo Humano UCLVDocument3 paginiDesarrollo Humano UCLVCarmenTovarMatuteÎncă nu există evaluări
- COSTOSDocument12 paginiCOSTOSCarmenTovarMatuteÎncă nu există evaluări
- Alejandra Cita 28-03Document1 paginăAlejandra Cita 28-03CarmenTovarMatuteÎncă nu există evaluări
- CuestionarioDocument3 paginiCuestionarioCarmenTovarMatuteÎncă nu există evaluări
- Proceso de papas fritasDocument6 paginiProceso de papas fritasJeraldinE.Blanco100% (1)
- Carta de MovilizacionDocument1 paginăCarta de MovilizacionCarmenTovarMatuteÎncă nu există evaluări
- Copia de Dreamland Tennis Club XL by SlidesgoDocument8 paginiCopia de Dreamland Tennis Club XL by SlidesgoCarmenTovarMatuteÎncă nu există evaluări
- Proceso de ObservaciónDocument5 paginiProceso de ObservaciónCarmenTovarMatuteÎncă nu există evaluări
- DesarrolloHumanoCulturaDiversidadDocument6 paginiDesarrolloHumanoCulturaDiversidadCarmenTovarMatuteÎncă nu există evaluări
- Ecodesarrolllo Aruiska RojasDocument1 paginăEcodesarrolllo Aruiska RojasCarmenTovarMatuteÎncă nu există evaluări
- Antropologia 2Document3 paginiAntropologia 2CarmenTovarMatuteÎncă nu există evaluări
- Decanatos UCLA 1Document15 paginiDecanatos UCLA 1CarmenTovarMatuteÎncă nu există evaluări
- Ecodesarrollo Helena Parra2Document2 paginiEcodesarrollo Helena Parra2CarmenTovarMatuteÎncă nu există evaluări
- Lista de One Feet 15-05-22Document8 paginiLista de One Feet 15-05-22CarmenTovarMatuteÎncă nu există evaluări
- Desarrollo Humano UCLVDocument3 paginiDesarrollo Humano UCLVCarmenTovarMatuteÎncă nu există evaluări
- PlásticosDocument9 paginiPlásticosCarmenTovarMatuteÎncă nu există evaluări
- Desarrollo y LibertadDocument3 paginiDesarrollo y LibertadCarmenTovarMatuteÎncă nu există evaluări
- Costos ABC y Costos de CalidadDocument7 paginiCostos ABC y Costos de CalidadCarmenTovarMatuteÎncă nu există evaluări
- Balance de ComprobacionDocument12 paginiBalance de ComprobacionCarmenTovarMatuteÎncă nu există evaluări
- ABEPRO FabiolaDocument2 paginiABEPRO FabiolaCarmenTovarMatuteÎncă nu există evaluări
- Generador de FuncionesDocument3 paginiGenerador de FuncionesCarmenTovarMatuteÎncă nu există evaluări
- Impacto AmbientalDocument2 paginiImpacto AmbientalCarmenTovarMatuteÎncă nu există evaluări
- MedicionDocument14 paginiMedicionCarmenTovarMatuteÎncă nu există evaluări
- Cargas eléctricas y fuerza entre ellasDocument2 paginiCargas eléctricas y fuerza entre ellasCarmenTovarMatuteÎncă nu există evaluări
- v30 TraducidoDocument66 paginiv30 TraducidoKaren Estefani Monge HerreraÎncă nu există evaluări
- Características socioculturales de Terán, ChiapasDocument13 paginiCaracterísticas socioculturales de Terán, ChiapasBryan VelascoÎncă nu există evaluări
- Ciclo Binario de Mercurio y VaporDocument2 paginiCiclo Binario de Mercurio y VaporArturo AmbrocioÎncă nu există evaluări
- Teoría Del ColorDocument11 paginiTeoría Del ColorVERTEÎncă nu există evaluări
- La PlataDocument11 paginiLa PlataGabrielaÎncă nu există evaluări
- Sistemas AnaerobicosDocument3 paginiSistemas AnaerobicosJuan ReyesÎncă nu există evaluări
- Diagnostico Segundo GradoDocument22 paginiDiagnostico Segundo GradoRubi MvÎncă nu există evaluări
- Guarda MotorDocument3 paginiGuarda MotorxeveregodoyÎncă nu există evaluări
- Acometidas y Normas de SeguridadDocument14 paginiAcometidas y Normas de SeguridadMiguel Martinez100% (1)
- BiomoleculasDocument2 paginiBiomoleculasBeatriz SeguraÎncă nu există evaluări
- Grupo 2-Número de Reynolds-FinalDocument9 paginiGrupo 2-Número de Reynolds-FinalJhony Garcia RomeroÎncă nu există evaluări
- Estados de La MateriaDocument9 paginiEstados de La MateriaDANELISÎncă nu există evaluări
- Tuberia Flexible PDFDocument300 paginiTuberia Flexible PDFEduardo Jorge Huicy Fernandez100% (1)
- Practica N°2 2021Document9 paginiPractica N°2 2021SaraCiMaÎncă nu există evaluări
- Sistemas AnticontaminaciónDocument13 paginiSistemas AnticontaminaciónLewis TeranÎncă nu există evaluări
- 1º ExamenDocument10 pagini1º ExamenEloy Alfonso Pinedo AlvaradoÎncă nu există evaluări
- Presentacion Del CloroDocument26 paginiPresentacion Del CloroOn Dany100% (2)
- Domotica My Home Bticino PDFDocument54 paginiDomotica My Home Bticino PDFMilton_Huilipan100% (1)
- Manual Teórico Practico 208 1Document101 paginiManual Teórico Practico 208 1Daniel RoofÎncă nu există evaluări
- p4 Combustion DefinicionesDocument13 paginip4 Combustion DefinicionesAlan LazarteÎncă nu există evaluări
- VALTRA Ficha Tecnica A - 750 - 850 - 950 - 990 - Parte10 PDFDocument11 paginiVALTRA Ficha Tecnica A - 750 - 850 - 950 - 990 - Parte10 PDFgabrieltracto100% (1)
- 1.3. Humedad en Las Construcciones PDFDocument27 pagini1.3. Humedad en Las Construcciones PDFFRANKMAFICOÎncă nu există evaluări
- Setup GuideDocument112 paginiSetup GuideOscar Mauricio ReyÎncă nu există evaluări
- ANDREA YEPES Fisica ElectricaDocument12 paginiANDREA YEPES Fisica ElectricaandreaÎncă nu există evaluări
- CUESTIONARIO RecristalizaciónDocument3 paginiCUESTIONARIO RecristalizaciónKaren9DiazÎncă nu există evaluări
- Quemadores IndustrialesDocument18 paginiQuemadores Industrialescristianc13100% (2)
- Instalaciones Sanitarias - Grupo N°1Document65 paginiInstalaciones Sanitarias - Grupo N°1joelÎncă nu există evaluări
- L CNat 4 Prim Actm Primera Evaluacion Sumativa Modulo IDocument4 paginiL CNat 4 Prim Actm Primera Evaluacion Sumativa Modulo ICarmen TolentinoÎncă nu există evaluări
- Introducción A La Química 1. - Modelos AtómicosDocument5 paginiIntroducción A La Química 1. - Modelos AtómicosholaÎncă nu există evaluări