S-ar putea să vă placă și
- ASTM & SAE Grade Markings For Bolts and ScrewsDocument2 paginiASTM & SAE Grade Markings For Bolts and ScrewsDavid D'AgostinoÎncă nu există evaluări
- Bolt Torquing AnalysisDocument7 paginiBolt Torquing AnalysisEleonor MaderazoÎncă nu există evaluări
- Material Specification: Specification: Revision Date: Revision LevelDocument2 paginiMaterial Specification: Specification: Revision Date: Revision LevelReginaldo Santos100% (1)
- BS Iso 1817-2011Document30 paginiBS Iso 1817-2011David JacksonÎncă nu există evaluări
- Bolt Torque FormulaDocument24 paginiBolt Torque Formulaماهر زارعي100% (1)
- Hitachi EX5600Document2 paginiHitachi EX5600Marco BacianÎncă nu există evaluări
- A Guide To Specifying Torque Values For FastenersDocument3 paginiA Guide To Specifying Torque Values For FastenersSÎncă nu există evaluări
- Bolt Torque ChartDocument7 paginiBolt Torque ChartMuhammad AslamÎncă nu există evaluări
- VDA Classification - Material - List - 205 - EN PDFDocument31 paginiVDA Classification - Material - List - 205 - EN PDFgogger100% (1)
- Din En12020-2001Document15 paginiDin En12020-2001Ricardo VitorianoÎncă nu există evaluări
- 18-1102 enDocument15 pagini18-1102 enhkatzerÎncă nu există evaluări
- Reinforcement CalculationDocument2 paginiReinforcement CalculationVekaymech100% (9)
- JIS B0419-1991 (Dung Sai Kich Thuoc)Document1 paginăJIS B0419-1991 (Dung Sai Kich Thuoc)Giang Nguyễn BáÎncă nu există evaluări
- 757-767 Study GuideDocument117 pagini757-767 Study Guideviegas123100% (1)
- MIL Aa 58092Document6 paginiMIL Aa 58092sanjay_aranakeÎncă nu există evaluări
- Torque Pernos ZapatasDocument150 paginiTorque Pernos ZapatasMarco Bacian100% (1)
- VW 011 03Document22 paginiVW 011 03Alexandre UrquizaÎncă nu există evaluări
- Jis G 3466 - 2006 (JP)Document11 paginiJis G 3466 - 2006 (JP)HongHaiDuongÎncă nu există evaluări
- Bolt Thread and Head Fillet StressDocument6 paginiBolt Thread and Head Fillet StressBishwajyoti DuttaMajumdarÎncă nu există evaluări
- Project InitiationDocument34 paginiProject InitiationJ. VinceÎncă nu există evaluări
- DM30Document6 paginiDM30Marco BacianÎncă nu există evaluări
- JPL Bolt TorqueDocument24 paginiJPL Bolt TorquegotstogoÎncă nu există evaluări
- TL 52622 en 07-2012Document12 paginiTL 52622 en 07-2012Juan Carlos Jaramillo LariosÎncă nu există evaluări
- N33 9 4 2015-04-15Document7 paginiN33 9 4 2015-04-15Anonymous 7ZTcBnÎncă nu există evaluări
- Ferrous Processing & Trading Co. Company OverviewDocument5 paginiFerrous Processing & Trading Co. Company OverviewfptscrapÎncă nu există evaluări
- Get Parts Caterpillar PDFDocument1.398 paginiGet Parts Caterpillar PDFMarco BacianÎncă nu există evaluări
- Paint Film Quality of Plastic Parts and Chrome Plated Parts: M5081 - 2020-N Nissan Engineering StandardDocument14 paginiPaint Film Quality of Plastic Parts and Chrome Plated Parts: M5081 - 2020-N Nissan Engineering StandardCARLOS A.N. LANZILLOTTO100% (1)
- AGMA 925-A03 - Effect of Lubrification On Gear Surface Distress PDFDocument58 paginiAGMA 925-A03 - Effect of Lubrification On Gear Surface Distress PDFAnonymous uL3JlWfh100% (6)
- Geomet 500 PDFDocument2 paginiGeomet 500 PDFKaran Chadha100% (1)
- Geomet 321Document2 paginiGeomet 321Satnam Rachna FastenersÎncă nu există evaluări
- Torque Tension ControlDocument5 paginiTorque Tension ControlAchmad DamarÎncă nu există evaluări
- AkzoNobel - Colloidal Silica For Adhesives BrochureDocument6 paginiAkzoNobel - Colloidal Silica For Adhesives BrochureCarlos GuerreroÎncă nu există evaluări
- A276 PDFDocument8 paginiA276 PDFsingaravelan narayanasamyÎncă nu există evaluări
- Cathodic Electrocoating of Body Skin Parts Made From Aluminum Semi-Finished ProductsDocument5 paginiCathodic Electrocoating of Body Skin Parts Made From Aluminum Semi-Finished ProductsMaryana c100% (1)
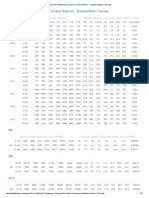
- Pre-Load and Tightening Torques For Steel Fasteners - Standard Metric ThreadsDocument3 paginiPre-Load and Tightening Torques For Steel Fasteners - Standard Metric ThreadsmukeshkumarjÎncă nu există evaluări
- Chapter 3 Qualitative Process AnalysisDocument27 paginiChapter 3 Qualitative Process AnalysisJesica RafananÎncă nu există evaluări
- SEBF8271 - Salvage of Tapered Steering Bores (4301, 4305, 4310) PDFDocument32 paginiSEBF8271 - Salvage of Tapered Steering Bores (4301, 4305, 4310) PDFMarco BacianÎncă nu există evaluări
- Ford-WSS-M1A365-A11A23 - (2017-09) - (Steel-CR-HR-Low Carbon) 9pgDocument9 paginiFord-WSS-M1A365-A11A23 - (2017-09) - (Steel-CR-HR-Low Carbon) 9pgdpfloresÎncă nu există evaluări
- Toyota Engineering Standard PDFDocument10 paginiToyota Engineering Standard PDFrinusÎncă nu există evaluări
- As 1897-1976 Electroplated Coatings On Threaded Components (Metric Coarse Series)Document11 paginiAs 1897-1976 Electroplated Coatings On Threaded Components (Metric Coarse Series)SAI Global - APACÎncă nu există evaluări
- Screws With External Hexalobular Driving Feature: Mercedes-Benz MBN 10 142Document6 paginiScrews With External Hexalobular Driving Feature: Mercedes-Benz MBN 10 142achin123Încă nu există evaluări
- ISO 3601 Metric Size O-Rings Quick Reference ChartDocument6 paginiISO 3601 Metric Size O-Rings Quick Reference ChartHarryÎncă nu există evaluări
- Blackodizing CPDocument1 paginăBlackodizing CPx yÎncă nu există evaluări
- Fastener PDFDocument12 paginiFastener PDFdiegomilitojÎncă nu există evaluări
- TM-0026M-F (Property Requirements of Externally-Threaded Fasteners, Steel)Document5 paginiTM-0026M-F (Property Requirements of Externally-Threaded Fasteners, Steel)方綵樺100% (1)
- Ford Wa 960-2004Document1 paginăFord Wa 960-2004DanielMa0% (1)
- General Twin Seal 4 Way Diverter Iom 2007 PDFDocument20 paginiGeneral Twin Seal 4 Way Diverter Iom 2007 PDFtxlucky80Încă nu există evaluări
- Tata Steel IS - S275JR+AR - HR Data Sheet EN PDFDocument2 paginiTata Steel IS - S275JR+AR - HR Data Sheet EN PDFArnimala DewiÎncă nu există evaluări
- TL245 English 2004Document8 paginiTL245 English 2004Elliott RussellÎncă nu există evaluări
- Ralin Group Brochure 2013Document3 paginiRalin Group Brochure 2013n1ghtfallÎncă nu există evaluări
- Material SpecificationDocument9 paginiMaterial SpecificationMuthu GaneshÎncă nu există evaluări
- General Tolerances For MTB: July 2012 Accuracy of ShapeDocument9 paginiGeneral Tolerances For MTB: July 2012 Accuracy of ShapeAkmal NizametdinovÎncă nu există evaluări
- Coating Weight and Chemical Analysis of Zinc-Nickel Alloy Electrolytically Coated On Steel SheetDocument6 paginiCoating Weight and Chemical Analysis of Zinc-Nickel Alloy Electrolytically Coated On Steel SheetROHITÎncă nu există evaluări
- (Bolt Science) BOLTCALC Program Brochure PDFDocument3 pagini(Bolt Science) BOLTCALC Program Brochure PDFAbdulrahman Al HuribyÎncă nu există evaluări
- VW 50019 PDFDocument4 paginiVW 50019 PDFSujay Nahalde100% (1)
- Guia de Materiales - MatricesDocument11 paginiGuia de Materiales - MatricesGracielaÎncă nu există evaluări
- M6x1.0x23 Long HHS Control PlanDocument2 paginiM6x1.0x23 Long HHS Control PlanDhanluxmi AutomaticsÎncă nu există evaluări
- GM500M - September 2010Document8 paginiGM500M - September 2010JOVANY LOPEZÎncă nu există evaluări
- Zinc/Aluminum Corrosion Protective Coatings For FastenersDocument3 paginiZinc/Aluminum Corrosion Protective Coatings For FastenersDarwin DarmawanÎncă nu există evaluări
- Is.7001.1989 0 PDFDocument14 paginiIs.7001.1989 0 PDFJotheeswaranÎncă nu există evaluări
- Alform 700 MCDocument9 paginiAlform 700 MCCarlos Nombela PalaciosÎncă nu există evaluări
- TL-52132 2021Document3 paginiTL-52132 2021Ronald Araujo100% (1)
- Zinc Plating InformationDocument4 paginiZinc Plating Informationankur panwarÎncă nu există evaluări
- Bossard CatalogueDocument150 paginiBossard CataloguethomaswangkoroÎncă nu există evaluări
- Electrolytic Zinc Coating PDFDocument2 paginiElectrolytic Zinc Coating PDFzoran100% (1)
- Hes B008-03 Hexagon NutsDocument5 paginiHes B008-03 Hexagon NutsPreetam KumarÎncă nu există evaluări
- Rotordynamics Analysis Using Abaqus/StandardDocument5 paginiRotordynamics Analysis Using Abaqus/Standardsüleyman tazebayÎncă nu există evaluări
- Data Sheet HV-HR ItDocument3 paginiData Sheet HV-HR ItKemo TufoÎncă nu există evaluări
- Rev 8Document2 paginiRev 8api-273257329Încă nu există evaluări
- Machinedesign 3417 Specifying Fastener TorqueDocument5 paginiMachinedesign 3417 Specifying Fastener TorqueStarlord PlazaÎncă nu există evaluări
- Bolt PretesnsionDocument2 paginiBolt PretesnsionAbhilash ChatterjeeÎncă nu există evaluări
- Bolt Preload CalculationDocument3 paginiBolt Preload Calculationmihai90Încă nu există evaluări
- Ex5600 BarandaDocument10 paginiEx5600 BarandaMarco BacianÎncă nu există evaluări
- Datasheet - Metric: Pick & Carry Crane at 20-3Document16 paginiDatasheet - Metric: Pick & Carry Crane at 20-3Marco BacianÎncă nu există evaluări
- Blindaje Balde Hitachi 5500 - 5600Document1 paginăBlindaje Balde Hitachi 5500 - 5600Marco BacianÎncă nu există evaluări
- ASTM A514 GR B Data Sheet 2012 04 01 PDFDocument2 paginiASTM A514 GR B Data Sheet 2012 04 01 PDFMarco BacianÎncă nu există evaluări
- Equipos para Revirado de BujesDocument18 paginiEquipos para Revirado de BujesMarco BacianÎncă nu există evaluări
- 06 Undercarriage Tools PDFDocument108 pagini06 Undercarriage Tools PDFMarco BacianÎncă nu există evaluări
- Track Link Assembly D475Document1 paginăTrack Link Assembly D475Marco BacianÎncă nu există evaluări
- Track Carrier Roller Remove and Install... 349F Excavator Machine Systems CaterpillarDocument4 paginiTrack Carrier Roller Remove and Install... 349F Excavator Machine Systems CaterpillarMarco BacianÎncă nu există evaluări
- Track - Separate: Table 1Document4 paginiTrack - Separate: Table 1Marco BacianÎncă nu există evaluări
- Cerrar SIS: Wheel Loader 994 Wheel Loader 9yf 994 Wheel Loader 9YF00001-UP (MACHINE) POWERED BY 3516 EngineDocument2 paginiCerrar SIS: Wheel Loader 994 Wheel Loader 9yf 994 Wheel Loader 9YF00001-UP (MACHINE) POWERED BY 3516 EngineMarco BacianÎncă nu există evaluări
- Torno - Bb5000Document8 paginiTorno - Bb5000Marco BacianÎncă nu există evaluări
- Plataforma Bulldozer 3D Opción N°2Document1 paginăPlataforma Bulldozer 3D Opción N°2Marco BacianÎncă nu există evaluări
- Torque Pernos 9w3619 ExcavadorasDocument1 paginăTorque Pernos 9w3619 ExcavadorasMarco BacianÎncă nu există evaluări
- Excavator Track Adjuster AssembliesDocument2 paginiExcavator Track Adjuster AssembliesMarco BacianÎncă nu există evaluări
- Refrentador de Caras - Bb5000Document4 paginiRefrentador de Caras - Bb5000Marco BacianÎncă nu există evaluări
- Machine Manual TP-400 (I)Document47 paginiMachine Manual TP-400 (I)Marco BacianÎncă nu există evaluări
- Quiz QuestionsDocument8 paginiQuiz QuestionsSai NathÎncă nu există evaluări
- Part Numbering ConventionDocument69 paginiPart Numbering ConventionHasan PashaÎncă nu există evaluări
- Dell Precision 670 SpecsDocument2 paginiDell Precision 670 SpecsRayirth DghÎncă nu există evaluări
- A Brief History of Aviation: Lighter-Than-AirDocument11 paginiA Brief History of Aviation: Lighter-Than-Airpsppunk7182Încă nu există evaluări
- IBM TemplateDocument9 paginiIBM Templategfgdfg7579Încă nu există evaluări
- Schrenk's Curve and V-N DiagramDocument9 paginiSchrenk's Curve and V-N DiagramLogesh Sadhasivam100% (1)
- GDST 1241 ManualDocument24 paginiGDST 1241 ManualLida PerezÎncă nu există evaluări
- BS en 00259-1-2001Document14 paginiBS en 00259-1-2001Harun ARIKÎncă nu există evaluări
- J S Auto Cast Foundry India PVT LTD.,: Tool LayoutDocument24 paginiJ S Auto Cast Foundry India PVT LTD.,: Tool Layoutkishore RavindranÎncă nu există evaluări
- What Is Free/Open-Source Software (FOSS) ?Document24 paginiWhat Is Free/Open-Source Software (FOSS) ?Marko SchuetzÎncă nu există evaluări
- Report For Action: Date: April 16, 2019 To: City Council From: City Manager Wards: AllDocument20 paginiReport For Action: Date: April 16, 2019 To: City Council From: City Manager Wards: AllToronto StarÎncă nu există evaluări
- Digital India1Document19 paginiDigital India1RamanÎncă nu există evaluări
- 74LCX125 Low Voltage Quad Buffer With 5V Tolerant Inputs and OutputsDocument13 pagini74LCX125 Low Voltage Quad Buffer With 5V Tolerant Inputs and Outputsfenixtec1Încă nu există evaluări
- Weldedmesh Adets B500a b500bDocument4 paginiWeldedmesh Adets B500a b500bFiraz Kaot'zÎncă nu există evaluări
- 11g Partitioning Features Part2Document4 pagini11g Partitioning Features Part2Ashok ThiyagarajanÎncă nu există evaluări
- Astm-B601 Temper TerminologyDocument5 paginiAstm-B601 Temper TerminologyAloke BhaduriÎncă nu există evaluări
- Peram Sreenivasulu Reddy: M.C.A Form Velenkanni Institute of Computer Science, Nellore Under S.V.U WithDocument3 paginiPeram Sreenivasulu Reddy: M.C.A Form Velenkanni Institute of Computer Science, Nellore Under S.V.U WithperamsrinivasuluÎncă nu există evaluări
- Job Description For QA Automation EngineerDocument1 paginăJob Description For QA Automation EngineerRam RaiÎncă nu există evaluări
- MINERA IRL Project Gold OllacheaDocument230 paginiMINERA IRL Project Gold OllacheaJhonCordovaCruz100% (1)
- Question Paper Code: X71451: K. Ramakrishnan College of Technology (Autonomous)Document2 paginiQuestion Paper Code: X71451: K. Ramakrishnan College of Technology (Autonomous)Madhankumar .JÎncă nu există evaluări
- PowerCenter Level1 Unit03Document18 paginiPowerCenter Level1 Unit03Christian AcostaÎncă nu există evaluări
- JasperReports Server CP Install GuideDocument68 paginiJasperReports Server CP Install GuideDavid LoaisigaÎncă nu există evaluări
- LET Zamboanga Room AssignmentDocument84 paginiLET Zamboanga Room AssignmentPhilNewsXYZ100% (1)