S-ar putea să vă placă și
- 2.2 Basic Integrated Circuit Processes: ObjectiveDocument15 pagini2.2 Basic Integrated Circuit Processes: Objectivetutul_kÎncă nu există evaluări
- CMOS Tech-2UP (12 - 11 - 03)Document29 paginiCMOS Tech-2UP (12 - 11 - 03)Mountsinai CscÎncă nu există evaluări
- Unit - IDocument69 paginiUnit - IsaravananÎncă nu există evaluări
- Ic FabricationDocument7 paginiIc FabricationphooolÎncă nu există evaluări
- How Semicon WorksDocument15 paginiHow Semicon WorkskrisÎncă nu există evaluări
- M Group: Linear Integrated Circuits (Ec1313) IC FabricationDocument17 paginiM Group: Linear Integrated Circuits (Ec1313) IC Fabricationscribdm100% (1)
- EC1313 Two Marks Linear Integrated CircuitsDocument11 paginiEC1313 Two Marks Linear Integrated Circuitsmoney_kandan2004Încă nu există evaluări
- IC FabricationDocument27 paginiIC FabricationJohn PaulÎncă nu există evaluări
- Unit I Ic FabricationDocument23 paginiUnit I Ic FabricationBhuvana VaradharajÎncă nu există evaluări
- EE6303-Linear Integrated Circuits and Applications Q&ADocument24 paginiEE6303-Linear Integrated Circuits and Applications Q&AY RohitÎncă nu există evaluări
- Chapter 4fabricationofICDocument20 paginiChapter 4fabricationofICManikandan RadhakrishnanÎncă nu există evaluări
- Ic FabricationDocument31 paginiIc FabricationMukesh Nexus100% (1)
- Ic Fabrication Ansaf RmahDocument27 paginiIc Fabrication Ansaf RmahkaisobaiedÎncă nu există evaluări
- Ee2254 Lica QBDocument0 paginiEe2254 Lica QBnjparÎncă nu există evaluări
- Integrated CircuitDocument51 paginiIntegrated Circuitparthos100% (1)
- Chapter 5 Fabrication of Microelectronic DevicesDocument35 paginiChapter 5 Fabrication of Microelectronic Devicesmuhamadsaidi60% (5)
- Eem413e Lecture-Week4Document47 paginiEem413e Lecture-Week4Furkan AvcıoğluÎncă nu există evaluări
- Microfabrication: Yash V. Kankal Roll No.Document31 paginiMicrofabrication: Yash V. Kankal Roll No.yogesh_lonkarÎncă nu există evaluări
- Thermal Oxidation Process BasicsDocument104 paginiThermal Oxidation Process BasicsBalamurugan Velayutham100% (1)
- Lec 4 CMOS Technology ICFabricationDocument46 paginiLec 4 CMOS Technology ICFabricationMainak TarafdarÎncă nu există evaluări
- LIC Unit 1Document20 paginiLIC Unit 1sietgunaÎncă nu există evaluări
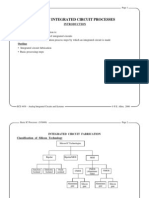
- Introduction To Integrated Circuit TechnologyDocument45 paginiIntroduction To Integrated Circuit TechnologyShrikant JagtapÎncă nu există evaluări
- 5 LicaDocument26 pagini5 LicaVantharAlaÎncă nu există evaluări
- EE2254 LIC 2marks 2013Document16 paginiEE2254 LIC 2marks 2013sivagamiÎncă nu există evaluări
- 1 Fabrication 20130218 PDFDocument108 pagini1 Fabrication 20130218 PDFAjay kr PradhanÎncă nu există evaluări
- IC Fabrication Process: Course: VLSI DesignDocument14 paginiIC Fabrication Process: Course: VLSI DesignDwayne WaltonÎncă nu există evaluări
- Fabrication of Ic'sDocument14 paginiFabrication of Ic'sBhaskar Rao OndruÎncă nu există evaluări
- Technology Brief 7: Integrated Circuit Fabrication Process: Semiconductor Processing BasicsDocument4 paginiTechnology Brief 7: Integrated Circuit Fabrication Process: Semiconductor Processing BasicsAshima PatleyÎncă nu există evaluări
- Basic of Device Fabrication: Introduction to Key StepsDocument60 paginiBasic of Device Fabrication: Introduction to Key StepsSerwan BamerniÎncă nu există evaluări
- IC Manufacturing Process: SudhaDocument13 paginiIC Manufacturing Process: SudhaSudha KÎncă nu există evaluări
- Manufacturing of Microprocessor: Farooq Ahmad ShahDocument18 paginiManufacturing of Microprocessor: Farooq Ahmad ShahCristianCristianHerreraÎncă nu există evaluări
- CM - MEMS - TWO MARKS Five UNITSDocument7 paginiCM - MEMS - TWO MARKS Five UNITSSandhiyaÎncă nu există evaluări
- LINEAR INTEGRATED CIRUITS - 2 Marks Question Bank - IV Sem ECEDocument19 paginiLINEAR INTEGRATED CIRUITS - 2 Marks Question Bank - IV Sem ECEJOHN PETER100% (7)
- CMOS Fabrication: (With Extended Comments)Document26 paginiCMOS Fabrication: (With Extended Comments)srivardhana7Încă nu există evaluări
- Semiconductor Device Fabrication ProcessDocument13 paginiSemiconductor Device Fabrication ProcessHasi De RustafariÎncă nu există evaluări
- Unit 1Document66 paginiUnit 1srgperumalÎncă nu există evaluări
- MODULEDocument53 paginiMODULENithin GopalÎncă nu există evaluări
- Presentation 1 LicDocument28 paginiPresentation 1 LicreporterrajiniÎncă nu există evaluări
- Vlsi FabDocument8 paginiVlsi FabhaheÎncă nu există evaluări
- Aezy Joy T. Lascano Engr. May C. Layson Bsece-5ADocument5 paginiAezy Joy T. Lascano Engr. May C. Layson Bsece-5AAljon Ticsay LascanoÎncă nu există evaluări
- Midterm Exam 1Document9 paginiMidterm Exam 1Hemal ShahporiaÎncă nu există evaluări
- Fab StepsDocument20 paginiFab StepsShwethÎncă nu există evaluări
- Ee6303 - Linear Integrated CircuitsDocument13 paginiEe6303 - Linear Integrated CircuitsSaran ArunÎncă nu există evaluări
- Unit - I: Vlsi Fabrication TechniquesDocument64 paginiUnit - I: Vlsi Fabrication TechniquesAnand KumarÎncă nu există evaluări
- Ee6303 Uw LicDocument125 paginiEe6303 Uw LicVijay KumarÎncă nu există evaluări
- C-1 CMOS Processing FlowDocument76 paginiC-1 CMOS Processing FlowKu Ble YanÎncă nu există evaluări
- IC Production Process by PhaniDocument30 paginiIC Production Process by PhaniPhani HarimanikyamÎncă nu există evaluări
- IC Fabrication TechnologyDocument12 paginiIC Fabrication TechnologyBiswajit BeheraÎncă nu există evaluări
- Silicon On Insulator TechnologyDocument32 paginiSilicon On Insulator TechnologyJayanth bemesettyÎncă nu există evaluări
- Epitaxy GrowthDocument24 paginiEpitaxy GrowthMD. MEHEDI HASAN100% (3)
- CMOS TechnologiesDocument27 paginiCMOS TechnologiesDebela TesfayeÎncă nu există evaluări
- Integrated Circuit Fabrication ProcessDocument14 paginiIntegrated Circuit Fabrication ProcessSanthosh DheerajÎncă nu există evaluări
- Lecture 42Document18 paginiLecture 42Nathan KemboÎncă nu există evaluări
- Unit IDocument37 paginiUnit IDINESH KUMAR DRAVIDAMANIÎncă nu există evaluări
- Steps For IC Manufacturing - VLSI Tutorials - MepitsDocument6 paginiSteps For IC Manufacturing - VLSI Tutorials - MepitsAbhiÎncă nu există evaluări
- Index of IC Fabrication and Op-Amp CharacteristicsDocument20 paginiIndex of IC Fabrication and Op-Amp Characteristicssimbu oneoneÎncă nu există evaluări
- Ceramic Materials for Energy Applications VIDe la EverandCeramic Materials for Energy Applications VIHua-Tay LinÎncă nu există evaluări
- Compendium of Atomic Alkali Resistant Optical Thin Films, Diffusion and Electrical Mobility in Diode Pumped Alkali Lasers (DPALs)De la EverandCompendium of Atomic Alkali Resistant Optical Thin Films, Diffusion and Electrical Mobility in Diode Pumped Alkali Lasers (DPALs)Încă nu există evaluări
- Plasma Etching Processes for Interconnect Realization in VLSIDe la EverandPlasma Etching Processes for Interconnect Realization in VLSINicolas PossemeÎncă nu există evaluări
- Isc BD933F/935F/937F/939F/941F: Isc Silicon NPN Power TransistorDocument2 paginiIsc BD933F/935F/937F/939F/941F: Isc Silicon NPN Power TransistorjuanangelmallorquinÎncă nu există evaluări
- Bel 06 Field Effect TransistorDocument17 paginiBel 06 Field Effect TransistorBharavi K SÎncă nu există evaluări
- C5440 PanasonicSemiconductorDocument2 paginiC5440 PanasonicSemiconductorteniÎncă nu există evaluări
- 06 Programmable Logic DevicesDocument28 pagini06 Programmable Logic DevicesChen ShyanÎncă nu există evaluări
- Bipolar Junction Transistors (BJTS)Document28 paginiBipolar Junction Transistors (BJTS)Musa MagaulaÎncă nu există evaluări
- Determining Boltzmann Constant Using Silicon Diode I-V CharacteristicsDocument7 paginiDetermining Boltzmann Constant Using Silicon Diode I-V CharacteristicsRoy RickyÎncă nu există evaluări
- Semiconductor Devices and Diodes NotesDocument19 paginiSemiconductor Devices and Diodes Notesعبدالرحمن محمد جاسم حمودÎncă nu există evaluări
- How Zener Diodes Regulate VoltageDocument22 paginiHow Zener Diodes Regulate VoltageRafath UmaimathÎncă nu există evaluări
- Unisonic Technologies Co.,Ltd: High Voltage High Speed SwitchingDocument5 paginiUnisonic Technologies Co.,Ltd: High Voltage High Speed SwitchingEngin UzunÎncă nu există evaluări
- CS3205 A8Document10 paginiCS3205 A8Rian BattlaxÎncă nu există evaluări
- A New Buried-Oxide-In-Drift Region Trench-Gate Power MOSFET With Improved Breakdown VoltageDocument3 paginiA New Buried-Oxide-In-Drift Region Trench-Gate Power MOSFET With Improved Breakdown VoltageMamidala Jagadesh KumarÎncă nu există evaluări
- I-V Characteristics of SCR, DIAC, TRIACDocument14 paginiI-V Characteristics of SCR, DIAC, TRIACShouvik MitraÎncă nu există evaluări
- I-V Characteristic of A Solar CellDocument4 paginiI-V Characteristic of A Solar Cellzubair100% (1)
- Regras de Projeto AMS CMOS 0.35Document32 paginiRegras de Projeto AMS CMOS 0.35Bárbara BrittoÎncă nu există evaluări
- Carrier Generation and RecombinationDocument4 paginiCarrier Generation and RecombinationArendra RajputÎncă nu există evaluări
- BJT Cut-Off/active/saturation ModeDocument5 paginiBJT Cut-Off/active/saturation ModeDildar Khan BhatiÎncă nu există evaluări
- Choosing Power Switching Devices For SMPS Designs: Mosfets or Igbts?Document6 paginiChoosing Power Switching Devices For SMPS Designs: Mosfets or Igbts?RubenG200Încă nu există evaluări
- High Current Silicon Darlington Transistors NTE2349 & NTE2350Document2 paginiHigh Current Silicon Darlington Transistors NTE2349 & NTE2350Saem BachÎncă nu există evaluări
- Syllabus ECE 30500 - SchubertDocument2 paginiSyllabus ECE 30500 - Schubertnawinnawmu1026Încă nu există evaluări
- Power Electronics: Prof. Shete Omkar M. SRCOE, Pune Department of Electrical Engineering University of PuneDocument84 paginiPower Electronics: Prof. Shete Omkar M. SRCOE, Pune Department of Electrical Engineering University of PuneOmkar SheteÎncă nu există evaluări
- In CIrcuit Transistor TesterDocument2 paginiIn CIrcuit Transistor TesterCJ7WYÎncă nu există evaluări
- Course Name ClassstartdateDocument276 paginiCourse Name ClassstartdateRishabh GuptaÎncă nu există evaluări
- Data Transistor 2241Document2 paginiData Transistor 2241heruÎncă nu există evaluări
- Alexander Wuerch ResumeDocument1 paginăAlexander Wuerch Resumeapi-640178684Încă nu există evaluări
- The Depletion LoadDocument5 paginiThe Depletion LoadVidhya DsÎncă nu există evaluări
- Transistor Transistor LogicDocument33 paginiTransistor Transistor LogicCaranto Lois CarantoÎncă nu există evaluări
- STD16NF06: N-Channel 60V - 0.060 - 16A - DPAK Stripfet™ Ii Power MosfetDocument11 paginiSTD16NF06: N-Channel 60V - 0.060 - 16A - DPAK Stripfet™ Ii Power MosfetJose AlbertoÎncă nu există evaluări
- AIMBG120R020M1Document15 paginiAIMBG120R020M1Maike SongÎncă nu există evaluări
- SAED90DR Rev1 2 21.01.2011Document24 paginiSAED90DR Rev1 2 21.01.2011Cherry AbhiÎncă nu există evaluări