S-ar putea să vă placă și
- Steel Manual: Contets: 1-Part OneDocument46 paginiSteel Manual: Contets: 1-Part Onemega87_2000Încă nu există evaluări
- Integrated Tubular Supply Chain Management Reduces CostDocument2 paginiIntegrated Tubular Supply Chain Management Reduces CostJuan Jose Alvarez PalmaÎncă nu există evaluări
- July 2015Document100 paginiJuly 2015Cleaner MagazineÎncă nu există evaluări
- Belmont Presentation 2017Document21 paginiBelmont Presentation 2017Ahmed Imtiaz RaoÎncă nu există evaluări
- CRIBBING AND BLOCKING - Protect Yourself - Altec IncDocument4 paginiCRIBBING AND BLOCKING - Protect Yourself - Altec IncDianna LambertÎncă nu există evaluări
- Safe Erection and Use of Scaffolding: Pproved ODE OF Ractice FOR THEDocument80 paginiSafe Erection and Use of Scaffolding: Pproved ODE OF Ractice FOR THEDiego Leonel Suárez VásquezÎncă nu există evaluări
- Iso 9001Document9 paginiIso 9001Rudi TabutiÎncă nu există evaluări
- Katradis Vep Sa: User'S Manual Wire RopesDocument17 paginiKatradis Vep Sa: User'S Manual Wire RopesseawizeÎncă nu există evaluări
- 15-RCA-011 - Executive Summary November 03 2015Document4 pagini15-RCA-011 - Executive Summary November 03 2015Kenaia AdeleyeÎncă nu există evaluări
- AkzoNobel Ecolabel BrochureDocument8 paginiAkzoNobel Ecolabel BrochureAleksandar MileticÎncă nu există evaluări
- Stanleyoforbuike Omeye CVDocument3 paginiStanleyoforbuike Omeye CVOmeye StanleyÎncă nu există evaluări
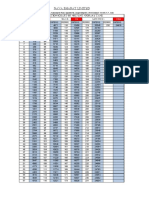
- Hexane Tank Calibration ChartDocument1 paginăHexane Tank Calibration ChartMusheer BashaÎncă nu există evaluări
- Intershield 163 Inerta 160 - Underwater Hull AntiabrasionDocument20 paginiIntershield 163 Inerta 160 - Underwater Hull AntiabrasionrbmtavÎncă nu există evaluări
- HSE Objectives 2 PDFDocument6 paginiHSE Objectives 2 PDFsudeesh kumarÎncă nu există evaluări
- Akzo NobelDocument28 paginiAkzo NobelDarren TanÎncă nu există evaluări
- Nest-In Portable CABIN - SPECSDocument12 paginiNest-In Portable CABIN - SPECSAbhinav TewariÎncă nu există evaluări
- IMO PSPC - Winners and LoosersDocument33 paginiIMO PSPC - Winners and LoosersJorge Alberto Montalat100% (1)
- Pt. Mb. Rizky Sukses Provision Welding & Cold Cutting Services 4600004461Document3 paginiPt. Mb. Rizky Sukses Provision Welding & Cold Cutting Services 4600004461fredÎncă nu există evaluări
- PTI Power Point Presentation Pipe Tracking Traceability PDFDocument40 paginiPTI Power Point Presentation Pipe Tracking Traceability PDFcacalot93Încă nu există evaluări
- Emi TestDocument5 paginiEmi TestTL Corrosión Inspección e IntegridadÎncă nu există evaluări
- GasDocument18 paginiGassojeck0% (1)
- Inspection DocumentsDocument6 paginiInspection DocumentsTulen CabuldinÎncă nu există evaluări
- High Pressure Water Jet-CleaningDocument52 paginiHigh Pressure Water Jet-CleaningDamen YardÎncă nu există evaluări
- UKOOA Management of Offshore Helideck Ops ISS5 Feb 05Document279 paginiUKOOA Management of Offshore Helideck Ops ISS5 Feb 05perkjartanÎncă nu există evaluări
- Coating Application and Inspection R1Document20 paginiCoating Application and Inspection R1arda akkayaÎncă nu există evaluări
- Manual de CorrosionDocument36 paginiManual de CorrosionCristian CisternasÎncă nu există evaluări
- Identification of Risk and Providing GuiDocument5 paginiIdentification of Risk and Providing GuiJay PanitanÎncă nu există evaluări
- Coatings Industrial Maintenance GuideDocument11 paginiCoatings Industrial Maintenance GuideVito DigeoÎncă nu există evaluări
- Hempel Paintmanual UkDocument82 paginiHempel Paintmanual Ukignacio delvalleÎncă nu există evaluări
- The Effects of PSPC On The Shipbuilding IndustryDocument15 paginiThe Effects of PSPC On The Shipbuilding IndustrydineshbankarÎncă nu există evaluări
- Tankguard Storage: Technical Data SheetDocument5 paginiTankguard Storage: Technical Data SheetEngTamerÎncă nu există evaluări
- Akzonobel AntifoulingDocument6 paginiAkzonobel AntifoulingshunanlatheefÎncă nu există evaluări
- Course Outline - Scaffolding Safety Course-2 DayDocument2 paginiCourse Outline - Scaffolding Safety Course-2 Dayaliindian1Încă nu există evaluări
- CH 02.09.04 Pliant MediaDocument5 paginiCH 02.09.04 Pliant MediaRinush Fedrikdo Bushido OdaÎncă nu există evaluări
- Unit - Ii Unit Ii Engine Maintenance - Repair and OverhaulingDocument21 paginiUnit - Ii Unit Ii Engine Maintenance - Repair and OverhaulingAmalÎncă nu există evaluări
- Shackle InspectionDocument3 paginiShackle InspectionArfanAliÎncă nu există evaluări
- ABRASIVE BLASTING SM PRESENTATION 2017.ppsxDocument18 paginiABRASIVE BLASTING SM PRESENTATION 2017.ppsxIsaac SamuelÎncă nu există evaluări
- AMOSCO Tubular Inspection ServicesDocument14 paginiAMOSCO Tubular Inspection ServiceskoushkiÎncă nu există evaluări
- Instruction Manual Coating Thickness GaugeDocument16 paginiInstruction Manual Coating Thickness GaugeRaheel ZiaÎncă nu există evaluări
- Basic Truck Terminology PDFDocument17 paginiBasic Truck Terminology PDFsrkp9919Încă nu există evaluări
- Oladipo Omoware CVDocument2 paginiOladipo Omoware CVOladipo OmowareÎncă nu există evaluări
- Drill String Failure Autopsy OCTGDocument4 paginiDrill String Failure Autopsy OCTGChandrasekhar SonarÎncă nu există evaluări
- Manual of Petroleum Measurement StandardsDocument20 paginiManual of Petroleum Measurement StandardsPedro Pablo Nuñez LeonÎncă nu există evaluări
- Blastline Institute of Surface Preparation & PaintingDocument12 paginiBlastline Institute of Surface Preparation & PaintingKawish TamourÎncă nu există evaluări
- TGC Global / Tomojit Ghosh Calibration: An Iso 9001 & Legal Metrology Certified CompanyDocument9 paginiTGC Global / Tomojit Ghosh Calibration: An Iso 9001 & Legal Metrology Certified CompanyM.Sreeram Sanjay100% (1)
- Awais Inspector-PaintingDocument6 paginiAwais Inspector-PaintingMohammed GaniÎncă nu există evaluări
- Module I - Coating Application.Document35 paginiModule I - Coating Application.aamirsaddiq100% (1)
- API 652/653 - How It Apply' S To Internal Tank Linings: Presented By: Darryl Corbin Nov. 18, 2016Document31 paginiAPI 652/653 - How It Apply' S To Internal Tank Linings: Presented By: Darryl Corbin Nov. 18, 2016amit4179100% (1)
- Interline 925 - Potable Water TanksDocument21 paginiInterline 925 - Potable Water TanksSahab DeenÎncă nu există evaluări
- Confined or Enclosed Spaces: Recognizing The ResponsibilitiesDocument52 paginiConfined or Enclosed Spaces: Recognizing The Responsibilitiessayafrands6252Încă nu există evaluări
- ISO 9000 WikipediaDocument11 paginiISO 9000 WikipediaMOHAMEDABBASÎncă nu există evaluări
- I Safety ProfileDocument6 paginiI Safety ProfileMohammed Rizwan AhmedÎncă nu există evaluări
- Rehmat Flour Mills (PVT.) LTD.: DelimitationsDocument20 paginiRehmat Flour Mills (PVT.) LTD.: DelimitationsMuhammed Umer AttariÎncă nu există evaluări
- 4.2.3 Bulk Plant MaintenanceDocument4 pagini4.2.3 Bulk Plant Maintenancejose jonathan oyola solorzanoÎncă nu există evaluări
- Potassium Carbonate (Anhydrous All Grades) MTR Ansi enDocument14 paginiPotassium Carbonate (Anhydrous All Grades) MTR Ansi enRay RichalmyÎncă nu există evaluări
- Hydro Blasting StandardsDocument15 paginiHydro Blasting StandardsHim_Bahu100% (1)
- Hydroblasting StandardsDocument17 paginiHydroblasting StandardstaiÎncă nu există evaluări
- Hydroblasting StandardsDocument15 paginiHydroblasting StandardsStephen LeighÎncă nu există evaluări
- International Marine Coating Hydro Blasting StandardsDocument14 paginiInternational Marine Coating Hydro Blasting Standardsamin_corporation100% (1)
- Hidrolavado de CascosDocument16 paginiHidrolavado de CascosLincoln Ruben HooperÎncă nu există evaluări
- D281Document2 paginiD281Thanh NguyenÎncă nu există evaluări
- Norma ASTM - D 4417 - Rugosidad (3 Metodos) PDFDocument3 paginiNorma ASTM - D 4417 - Rugosidad (3 Metodos) PDFCésar Augusto100% (2)
- D332Document3 paginiD332César AugustoÎncă nu există evaluări
- Editing The Trouble Out of Painting SpecificationsDocument8 paginiEditing The Trouble Out of Painting SpecificationsCésar AugustoÎncă nu există evaluări
- Corbett Adh Web in ArDocument61 paginiCorbett Adh Web in ArhainguyenbkvhvÎncă nu există evaluări
- Paint, Related Coatings, Materials, and Applications: Standard Terminology ForDocument8 paginiPaint, Related Coatings, Materials, and Applications: Standard Terminology ForAnonymous oTrMzaÎncă nu există evaluări
- An Introduction To Pull Off AdhesionDocument1 paginăAn Introduction To Pull Off AdhesionCésar AugustoÎncă nu există evaluări
- PDF Created With Pdffactory Trial VersionDocument1 paginăPDF Created With Pdffactory Trial VersionCésar AugustoÎncă nu există evaluări
- Federal Signal Electraray Hazardous Location Strobe Warning LightDocument2 paginiFederal Signal Electraray Hazardous Location Strobe Warning LightCésar AugustoÎncă nu există evaluări
- Astm d7234Document9 paginiAstm d7234chankawai28100% (9)
- PDF Created With Pdffactory Trial VersionDocument1 paginăPDF Created With Pdffactory Trial VersionCésar AugustoÎncă nu există evaluări
- PDF Created With Pdffactory Trial VersionDocument1 paginăPDF Created With Pdffactory Trial VersionCésar AugustoÎncă nu există evaluări
- PDF Created With Pdffactory Trial VersionDocument1 paginăPDF Created With Pdffactory Trial VersionCésar AugustoÎncă nu există evaluări
- PDF Created With Pdffactory Trial VersionDocument1 paginăPDF Created With Pdffactory Trial VersionCésar AugustoÎncă nu există evaluări
- PDF Created With Pdffactory Trial VersionDocument1 paginăPDF Created With Pdffactory Trial VersionCésar AugustoÎncă nu există evaluări
- PDF Created With Pdffactory Trial VersionDocument1 paginăPDF Created With Pdffactory Trial VersionCésar AugustoÎncă nu există evaluări
- PDF Created With Pdffactory Trial VersionDocument1 paginăPDF Created With Pdffactory Trial VersionCésar AugustoÎncă nu există evaluări
- PDF Created With Pdffactory Trial VersionDocument1 paginăPDF Created With Pdffactory Trial VersionCésar AugustoÎncă nu există evaluări
- PDF Created With Pdffactory Trial VersionDocument1 paginăPDF Created With Pdffactory Trial VersionCésar AugustoÎncă nu există evaluări
- 52 100Document2 pagini52 100WERMERMÎncă nu există evaluări
- PDF Created With Pdffactory Trial VersionDocument1 paginăPDF Created With Pdffactory Trial VersionCésar AugustoÎncă nu există evaluări
- PDF Created With Pdffactory Trial VersionDocument1 paginăPDF Created With Pdffactory Trial VersionCésar AugustoÎncă nu există evaluări
- Federal Signal Electraray Hazardous Location Strobe Warning LightDocument2 paginiFederal Signal Electraray Hazardous Location Strobe Warning LightCésar AugustoÎncă nu există evaluări
- Sonnenschein SOLAR enDocument12 paginiSonnenschein SOLAR enCésar AugustoÎncă nu există evaluări
- Example HandoutDocument2 paginiExample HandoutCésar AugustoÎncă nu există evaluări
- PDF Created With Pdffactory Trial VersionDocument1 paginăPDF Created With Pdffactory Trial VersionAlex MtÎncă nu există evaluări
- PDF Created With Pdffactory Trial VersionDocument1 paginăPDF Created With Pdffactory Trial VersionAlex MtÎncă nu există evaluări
- My PDFDocument4 paginiMy PDFCésar AugustoÎncă nu există evaluări
- Keystone Butterfly PDFDocument12 paginiKeystone Butterfly PDFCésar AugustoÎncă nu există evaluări
- 09 Samss 071Document6 pagini09 Samss 071Nguyễn Hữu Sơn100% (1)
- Site Supervision Manual WutDocument50 paginiSite Supervision Manual Wutศิษย์เก่า ทีเจพี100% (1)
- B05210 Steel JoistsDocument7 paginiB05210 Steel JoistsMujjo SahbÎncă nu există evaluări
- Defining A SAADDocument5 paginiDefining A SAADRoy ArsenalÎncă nu există evaluări
- ES9-58-1 STD Paint For Turbomachinery-Addendum Rev PDocument4 paginiES9-58-1 STD Paint For Turbomachinery-Addendum Rev PganeshÎncă nu există evaluări
- C1479MDocument9 paginiC1479MdnavarroÎncă nu există evaluări
- General Requirements For Rolled Structural Steel Bars, Plates, Shapes, and Sheet PilingDocument65 paginiGeneral Requirements For Rolled Structural Steel Bars, Plates, Shapes, and Sheet PilingRyan De Vera PagalÎncă nu există evaluări
- Spesifikasi Kabel Sling PDFDocument36 paginiSpesifikasi Kabel Sling PDFDedeÎncă nu există evaluări
- 8067 Orienttrack Manual Showtex Part 1 Technical SpecsDocument17 pagini8067 Orienttrack Manual Showtex Part 1 Technical SpecsjmsÎncă nu există evaluări
- The Seven-Step Software Testing ProcessDocument6 paginiThe Seven-Step Software Testing ProcessEmlly DasadegaScreamo PwgOutsiderÎncă nu există evaluări
- 9ADA677 - F - Management of Product Variants and VersionsDocument15 pagini9ADA677 - F - Management of Product Variants and VersionsJHONYÎncă nu există evaluări
- Bim Lod PDFDocument167 paginiBim Lod PDFgskodikara2000Încă nu există evaluări
- AIA - Integrated Project Delivery PDFDocument16 paginiAIA - Integrated Project Delivery PDFJanet Lee100% (2)
- Physical File BasicsDocument57 paginiPhysical File BasicsSree RamÎncă nu există evaluări
- Qualification Specification: CIEH Level 3 Award in Education and Training Qualification Accreditation Number: 600/9634/2Document11 paginiQualification Specification: CIEH Level 3 Award in Education and Training Qualification Accreditation Number: 600/9634/2Sainu KalathingalÎncă nu există evaluări
- SWE.6 - Software Qualification TestDocument32 paginiSWE.6 - Software Qualification Testtarakram2809Încă nu există evaluări
- Wfi UrsDocument43 paginiWfi UrsMohsinShaikh100% (1)
- Defects in GarmentsDocument16 paginiDefects in GarmentsarivaazhiÎncă nu există evaluări
- Satellite C55D-B5160 PDFDocument3 paginiSatellite C55D-B5160 PDFgeko1Încă nu există evaluări
- Development Authority: Bhubaneswar Development Authority RFP Document For EPC contractor-ISBT Baramunda, BhubaneshwarDocument8 paginiDevelopment Authority: Bhubaneswar Development Authority RFP Document For EPC contractor-ISBT Baramunda, BhubaneshwarSARIT SEKHAR MUKHERJEEÎncă nu există evaluări
- N133bge L31Document32 paginiN133bge L31Facundo MeierÎncă nu există evaluări
- COA Documentary RequirementsDocument165 paginiCOA Documentary Requirementsrubydelacruz83% (6)
- Qualifications Pack Production SupervisorDocument33 paginiQualifications Pack Production SupervisorANKITÎncă nu există evaluări
- FprEN 50216-12 2010Document13 paginiFprEN 50216-12 2010Mahmoud ShaheenÎncă nu există evaluări
- Panashe M ChibiraDocument54 paginiPanashe M ChibiraTaku NdaveniÎncă nu există evaluări
- All NDE ProcedureDocument35 paginiAll NDE ProcedureArun Karthikeyan100% (2)
- BS 8666 - 2000Document23 paginiBS 8666 - 2000whygieÎncă nu există evaluări
- Data Sheet: High-Speed DiodesDocument9 paginiData Sheet: High-Speed DiodesIvanilto Martins da CruzÎncă nu există evaluări
- CADWorx Design ReviewDocument2 paginiCADWorx Design ReviewThanadkitBunkaewÎncă nu există evaluări
- Project Quality Plan As Per ISODocument118 paginiProject Quality Plan As Per ISORaju100% (1)