S-ar putea să vă placă și
- Bhel Mini Pro Report On Turbo Generators 1Document53 paginiBhel Mini Pro Report On Turbo Generators 1Akirakumar100% (1)
- Integration of Green and Renewable Energy in Electric Power SystemsDe la EverandIntegration of Green and Renewable Energy in Electric Power SystemsÎncă nu există evaluări
- Manufacturing and Testing of Turbo GeneratorsDocument84 paginiManufacturing and Testing of Turbo Generatorsgnikhilreddy2Încă nu există evaluări
- Manufacturing Process of Turbo GeneratorDocument35 paginiManufacturing Process of Turbo GeneratorMudam RajashekarÎncă nu există evaluări
- Documents - Pub Training Report 565de94aa5c26Document47 paginiDocuments - Pub Training Report 565de94aa5c26EE OPN1TTPSÎncă nu există evaluări
- Insulation System in Turbo GeneratorsDocument34 paginiInsulation System in Turbo GeneratorsVamshi Raj100% (1)
- Manufacture & Assembly of 500MW Turbo GeneratorDocument29 paginiManufacture & Assembly of 500MW Turbo GeneratorRatan SinghÎncă nu există evaluări
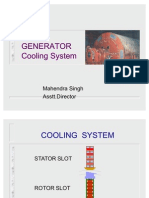
- GENERATOR Cooling System Technical DetailsDocument54 paginiGENERATOR Cooling System Technical DetailsParvin KumarÎncă nu există evaluări
- Generator ProtectionDocument11 paginiGenerator Protectionyogeshsahu100% (2)
- Insulation of Turbogenerators by VPI Process PDFDocument65 paginiInsulation of Turbogenerators by VPI Process PDFprinceshankerÎncă nu există evaluări
- NTPC Kahalgaon Training ReportDocument55 paginiNTPC Kahalgaon Training ReportPankaj Bhushan Agrawal67% (3)
- Excitation System of Alternator IJERTV2IS2515Document6 paginiExcitation System of Alternator IJERTV2IS2515MangeshRudrawar100% (1)
- Turbogenerator Case StudiesDocument43 paginiTurbogenerator Case StudiesAnonymous q8EusUCÎncă nu există evaluări
- 600MW Turbo Generator Technical Data and Maintenance ProceduresDocument5 pagini600MW Turbo Generator Technical Data and Maintenance ProceduresjaaduscribdÎncă nu există evaluări
- Generator Overexcitation Capability and Excitation System LimitersDocument21 paginiGenerator Overexcitation Capability and Excitation System Limiterssayan bhowmickÎncă nu există evaluări
- Generator Protection Unit#3 KMPCLDocument15 paginiGenerator Protection Unit#3 KMPCLAmaresh NayakÎncă nu există evaluări
- Testing of Turbo GeneratorsDocument4 paginiTesting of Turbo Generatorsemmanuel akaÎncă nu există evaluări
- M Excitation SystemDocument34 paginiM Excitation Systemjp mishraÎncă nu există evaluări
- Project Work - Excitation SystemDocument58 paginiProject Work - Excitation SystemKaranki DineshÎncă nu există evaluări
- Generator Operation Manual QN1 SEC G 04 TP 004Document187 paginiGenerator Operation Manual QN1 SEC G 04 TP 004Bui Vanluong100% (2)
- PGPTPT SyllabusDocument31 paginiPGPTPT Syllabussatish20ntrÎncă nu există evaluări
- A Generator - Our Experience 23042016Document10 paginiA Generator - Our Experience 23042016Chilamkurti Siva Sankara RaoÎncă nu există evaluări
- Turbo GeneratorsDocument26 paginiTurbo Generatorsmani_sneÎncă nu există evaluări
- Operating Experience With A Generator End WindingDocument14 paginiOperating Experience With A Generator End WindingutherunixÎncă nu există evaluări
- Positive, Zero, Negative Sequence of AlternatorDocument3 paginiPositive, Zero, Negative Sequence of AlternatorJeya KannanÎncă nu există evaluări
- Generator Manual Rihand 500 MWDocument416 paginiGenerator Manual Rihand 500 MWGautamupadhyay100% (2)
- 5 - Brushless Excitation SystemDocument35 pagini5 - Brushless Excitation Systemsamson16Încă nu există evaluări
- BrushlessExciter With PMGDocument2 paginiBrushlessExciter With PMGvgarudaÎncă nu există evaluări
- ABB HSTD SUE 3000 Product DescriptionDocument20 paginiABB HSTD SUE 3000 Product DescriptionDEADMANÎncă nu există evaluări
- Reactive Power ControlDocument183 paginiReactive Power ControlAmberMeerabÎncă nu există evaluări
- Management of DC Supply Failure.05.07.2020Document66 paginiManagement of DC Supply Failure.05.07.2020ntpc bgtppÎncă nu există evaluări
- Loss-Of-excitation Protection For Synchronous GeneratorsDocument13 paginiLoss-Of-excitation Protection For Synchronous Generatorsnabil160874Încă nu există evaluări
- 220 KV System Protection & Auxiliary Power OverviewDocument39 pagini220 KV System Protection & Auxiliary Power OverviewMuhammad Haris KhanÎncă nu există evaluări
- Genartor Protection Class A B CDocument17 paginiGenartor Protection Class A B CMohd ShahidÎncă nu există evaluări
- Stator Coil Pitch and Distribution Factors ExplainedDocument27 paginiStator Coil Pitch and Distribution Factors ExplainedPao Castillon0% (2)
- Ramachandrapuram Industry Oriented Mini-Project Report On Manufacturing of Turbo Alternator at BHELDocument34 paginiRamachandrapuram Industry Oriented Mini-Project Report On Manufacturing of Turbo Alternator at BHELraspberry piÎncă nu există evaluări
- Lecture Presentaion On Generator, Transformer, Motor and Transmission Line ProtectionDocument44 paginiLecture Presentaion On Generator, Transformer, Motor and Transmission Line Protectionzeeshanraja100% (1)
- Turbo GeneratorDocument7 paginiTurbo GeneratorSagar KhandelwalÎncă nu există evaluări
- Y25-029-0 Training For O&M Manual For Excitaion SystemDocument32 paginiY25-029-0 Training For O&M Manual For Excitaion SystemLiixoo Rojas100% (1)
- Varun Singh - (2006-2010) .EE... BHEL HaridwarDocument77 paginiVarun Singh - (2006-2010) .EE... BHEL Haridwarvaruns1nghÎncă nu există evaluări
- BHEL Haridwar Tarining Report Block IV Electrical EngineeringDocument37 paginiBHEL Haridwar Tarining Report Block IV Electrical EngineeringAnimesh Verma100% (8)
- Generator ProtectionDocument10 paginiGenerator ProtectionSriram ramsÎncă nu există evaluări
- Generator Capability CurveDocument18 paginiGenerator Capability Curvenamgyel30Încă nu există evaluări
- Syncgronous Generator UpdatedDocument78 paginiSyncgronous Generator UpdatedarsalÎncă nu există evaluări
- GeneratorDocument38 paginiGeneratorHari Krishna.M100% (1)
- SWITCHYARDDocument30 paginiSWITCHYARDKaran TripathiÎncă nu există evaluări
- Excitation System of Synchronous GeneratorDocument7 paginiExcitation System of Synchronous GeneratorMOHSIN_IIUIÎncă nu există evaluări
- 500 MW Turbo GeneratorDocument8 pagini500 MW Turbo GeneratorVaishali Pandey67% (3)
- Gen ProtnDocument24 paginiGen Protnsen_subhasis_58100% (1)
- BHEL Manufactures Turbo Generators up to 200MWDocument8 paginiBHEL Manufactures Turbo Generators up to 200MWPraveen KumarÎncă nu există evaluări
- R&i - Generator, GT, UatDocument46 paginiR&i - Generator, GT, UatPradeep SinghÎncă nu există evaluări
- Turbo Generators PDFDocument54 paginiTurbo Generators PDFDevendra Sharma94% (33)
- CNC Machines Role in Manufacturing 500/600/800MW Turbo Generator Stator BarsDocument17 paginiCNC Machines Role in Manufacturing 500/600/800MW Turbo Generator Stator BarsYashÎncă nu există evaluări
- Bhel Summer Trainig Construction of Turbo-GeneratorDocument32 paginiBhel Summer Trainig Construction of Turbo-GeneratorAZHAR KhanÎncă nu există evaluări
- Bhel Haridwar Training Report 800-MW Bar CIM-block-4 EEEDocument26 paginiBhel Haridwar Training Report 800-MW Bar CIM-block-4 EEEShubham GoelÎncă nu există evaluări
- Six Weeks Industrial Training: A ReportDocument36 paginiSix Weeks Industrial Training: A ReportgarimanviÎncă nu există evaluări
- Bhel ReportDocument13 paginiBhel ReportAtul TripathiÎncă nu există evaluări
- Training ReportDocument20 paginiTraining ReportAbhishek SinghÎncă nu există evaluări
- Training Report On Manufactoring Process of 500MW Turbo Generator Stator BarsDocument18 paginiTraining Report On Manufactoring Process of 500MW Turbo Generator Stator BarsSumit Maurya100% (1)
- IC-V80 V80E ManualDocument64 paginiIC-V80 V80E Manualrzkyln100% (1)
- Configure NTP, OSPF, logging and SSH on routers R1, R2 and R3Document2 paginiConfigure NTP, OSPF, logging and SSH on routers R1, R2 and R3Lars Rembrandt50% (2)
- 13 Nilufer-CaliskanDocument7 pagini13 Nilufer-Caliskanab theproÎncă nu există evaluări
- DUPLICATE BILL TITLEDocument8 paginiDUPLICATE BILL TITLEMohammed AhmedÎncă nu există evaluări
- A Study To Assess The Effectiveness of PDocument9 paginiA Study To Assess The Effectiveness of PKamal JindalÎncă nu există evaluări
- Laser Communications Offer High-Performance Inter-Satellite LinksDocument18 paginiLaser Communications Offer High-Performance Inter-Satellite LinksAnukriti LeeÎncă nu există evaluări
- SECURE ROAD BLOCKERS PREVENT VEHICLE ATTACKSDocument2 paginiSECURE ROAD BLOCKERS PREVENT VEHICLE ATTACKSMuhammad Tahir QamarÎncă nu există evaluări
- Hardware Devices Used in Virtual Reality TechnologiesDocument6 paginiHardware Devices Used in Virtual Reality TechnologiesTheMoon LightÎncă nu există evaluări
- Marginal Field Development Concepts (Compatibility Mode)Document17 paginiMarginal Field Development Concepts (Compatibility Mode)nallay1705100% (1)
- Druckabschaltventil enDocument4 paginiDruckabschaltventil enSakthi Sekar CbiÎncă nu există evaluări
- Low rank tensor product smooths for GAMMsDocument24 paginiLow rank tensor product smooths for GAMMsDiego SotoÎncă nu există evaluări
- w5 Philo Module 5Document24 paginiw5 Philo Module 5prestonvela15Încă nu există evaluări
- Detect and Diagnose HVAC Equipment ErrorsDocument1 paginăDetect and Diagnose HVAC Equipment ErrorsCatalin DragomirÎncă nu există evaluări
- Department of Education Region IV-A Business Plan GuideDocument4 paginiDepartment of Education Region IV-A Business Plan GuideSEAN DANIEL AGUARESÎncă nu există evaluări
- HIBAH PKSM Sps 2021Document9 paginiHIBAH PKSM Sps 2021Gargazi Bin HamidÎncă nu există evaluări
- A Study On Financial Performance of Small and MediumDocument9 paginiA Study On Financial Performance of Small and Mediumtakele petrosÎncă nu există evaluări
- Application-Form MRP-INFORMCC 2021 VFFDocument5 paginiApplication-Form MRP-INFORMCC 2021 VFFBouramaÎncă nu există evaluări
- Mineral Processing Course: ThickeningDocument50 paginiMineral Processing Course: ThickeningAdham Elbrawy100% (1)
- DMS 48 NormesDocument11 paginiDMS 48 NormesSonia WittmannÎncă nu există evaluări
- EN6VC IIIa 6.2 - 2023 2024Document2 paginiEN6VC IIIa 6.2 - 2023 2024Ma. Feliza SaliganÎncă nu există evaluări
- Formal Analysis of Timeliness in Electronic Commerce ProtocolsDocument5 paginiFormal Analysis of Timeliness in Electronic Commerce Protocolsjuan david arteagaÎncă nu există evaluări
- 10 ExtSpringsDocument27 pagini10 ExtSpringsresh27Încă nu există evaluări
- Overview On Image Captioning TechniquesDocument6 paginiOverview On Image Captioning TechniquesWARSE JournalsÎncă nu există evaluări
- The Advantages and Disadvantages If Block ChainDocument7 paginiThe Advantages and Disadvantages If Block ChainKarthik ShettyÎncă nu există evaluări
- 2. Green finance and sustainable development in EuropeDocument15 pagini2. Green finance and sustainable development in Europengocanhhlee.11Încă nu există evaluări
- The Arcane Formulas or Mental AlchemyDocument121 paginiThe Arcane Formulas or Mental AlchemyTim Boire100% (1)
- Ethics in ResearchDocument21 paginiEthics in Researchmukku_raviÎncă nu există evaluări
- LTE Interview QuestionsDocument10 paginiLTE Interview QuestionsMahesh Pratap100% (1)
- Academic Transition To Senior High SchoolDocument30 paginiAcademic Transition To Senior High SchoolGabriel ExalaÎncă nu există evaluări
- Ajp Microproject ReportDocument9 paginiAjp Microproject ReportRushikesh KanseÎncă nu există evaluări
- Transformed: Moving to the Product Operating ModelDe la EverandTransformed: Moving to the Product Operating ModelEvaluare: 4 din 5 stele4/5 (1)
- Design for How People Think: Using Brain Science to Build Better ProductsDe la EverandDesign for How People Think: Using Brain Science to Build Better ProductsEvaluare: 4 din 5 stele4/5 (8)
- Understanding Automotive Electronics: An Engineering PerspectiveDe la EverandUnderstanding Automotive Electronics: An Engineering PerspectiveEvaluare: 3.5 din 5 stele3.5/5 (16)
- Delft Design Guide -Revised edition: Perspectives- Models - Approaches - MethodsDe la EverandDelft Design Guide -Revised edition: Perspectives- Models - Approaches - MethodsÎncă nu există evaluări
- The Maker's Field Guide: The Art & Science of Making Anything ImaginableDe la EverandThe Maker's Field Guide: The Art & Science of Making Anything ImaginableÎncă nu există evaluări
- 507 Mechanical Movements: Mechanisms and DevicesDe la Everand507 Mechanical Movements: Mechanisms and DevicesEvaluare: 4 din 5 stele4/5 (28)
- Artificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureDe la EverandArtificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureEvaluare: 4.5 din 5 stele4.5/5 (2)
- Nir Eyal's Hooked: Proven Strategies for Getting Up to Speed Faster and Smarter SummaryDe la EverandNir Eyal's Hooked: Proven Strategies for Getting Up to Speed Faster and Smarter SummaryEvaluare: 4 din 5 stele4/5 (5)
- The Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsDe la EverandThe Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsÎncă nu există evaluări
- The User's Journey: Storymapping Products That People LoveDe la EverandThe User's Journey: Storymapping Products That People LoveEvaluare: 3.5 din 5 stele3.5/5 (8)
- Electrical Principles and Technology for EngineeringDe la EverandElectrical Principles and Technology for EngineeringEvaluare: 4 din 5 stele4/5 (4)
- Operational Amplifier Circuits: Analysis and DesignDe la EverandOperational Amplifier Circuits: Analysis and DesignEvaluare: 4.5 din 5 stele4.5/5 (2)
- Design Is The Problem: The Future of Design Must Be SustainableDe la EverandDesign Is The Problem: The Future of Design Must Be SustainableEvaluare: 1.5 din 5 stele1.5/5 (2)
- The Designer's Guide to the Cortex-M Processor FamilyDe la EverandThe Designer's Guide to the Cortex-M Processor FamilyÎncă nu există evaluări
- The Box: How the Shipping Container Made the World Smaller and the World Economy Bigger - Second Edition with a new chapter by the authorDe la EverandThe Box: How the Shipping Container Made the World Smaller and the World Economy Bigger - Second Edition with a new chapter by the authorEvaluare: 4 din 5 stele4/5 (7)
- Iconic Advantage: Don’t Chase the New, Innovate the OldDe la EverandIconic Advantage: Don’t Chase the New, Innovate the OldEvaluare: 4 din 5 stele4/5 (1)
- Top-Down Digital VLSI Design: From Architectures to Gate-Level Circuits and FPGAsDe la EverandTop-Down Digital VLSI Design: From Architectures to Gate-Level Circuits and FPGAsÎncă nu există evaluări
- Articulating Design Decisions: Communicate with Stakeholders, Keep Your Sanity, and Deliver the Best User ExperienceDe la EverandArticulating Design Decisions: Communicate with Stakeholders, Keep Your Sanity, and Deliver the Best User ExperienceEvaluare: 4 din 5 stele4/5 (19)
- Contractor's Guide for Installation of Gasketed PVC Pipe for Water / for SewerDe la EverandContractor's Guide for Installation of Gasketed PVC Pipe for Water / for SewerEvaluare: 5 din 5 stele5/5 (1)
- What to Expect When You're Expecting Robots: The Future of Human-Robot CollaborationDe la EverandWhat to Expect When You're Expecting Robots: The Future of Human-Robot CollaborationEvaluare: 4.5 din 5 stele4.5/5 (2)