S-ar putea să vă placă și
- Chart RecordersDocument4 paginiChart RecordersRichard More Leon100% (1)
- Wireline Jars PDFDocument12 paginiWireline Jars PDFJorgito AriasÎncă nu există evaluări
- Failure Control of Drill String Components NDT PDFDocument6 paginiFailure Control of Drill String Components NDT PDFRichard More LeonÎncă nu există evaluări
- IWCF Level 1 Programme User Guide WebDocument15 paginiIWCF Level 1 Programme User Guide WebYash Gupta0% (1)
- Drill String VibrationsDocument2 paginiDrill String VibrationsYougchu LuanÎncă nu există evaluări
- OptiSleeve Sliding SleeveDocument3 paginiOptiSleeve Sliding SleeveRichard More LeonÎncă nu există evaluări
- Laboratory Instrumented Sucker Rod Pump PDFDocument2 paginiLaboratory Instrumented Sucker Rod Pump PDFRichard More LeonÎncă nu există evaluări
- Catalog Rod Pumps and Components NOV PDFDocument96 paginiCatalog Rod Pumps and Components NOV PDFRichard More Leon0% (1)
- Rod Pumps For High Volume Fluid Production Harbison FischerDocument20 paginiRod Pumps For High Volume Fluid Production Harbison FischerRichard More LeonÎncă nu există evaluări
- Papaer Metalurgia Del BarrilDocument8 paginiPapaer Metalurgia Del BarrilRichard More LeonÎncă nu există evaluări
- Don Nan Improved Hollow Tube PumpDocument1 paginăDon Nan Improved Hollow Tube PumpRichard More LeonÎncă nu există evaluări
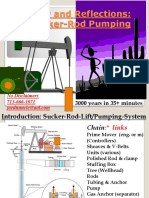
- History and Reflecions Sucker Rod PumpingDocument18 paginiHistory and Reflecions Sucker Rod PumpingRichard More LeonÎncă nu există evaluări
- Pumps For Gassy WellsDocument7 paginiPumps For Gassy WellsRichard More LeonÎncă nu există evaluări
- 000 BeampumpDocument2 pagini000 BeampumpyeralhÎncă nu există evaluări
- Research On Feature Extraction of Indicator Card Data For Sucker Rod Pump Working Condition DiagnosisDocument6 paginiResearch On Feature Extraction of Indicator Card Data For Sucker Rod Pump Working Condition DiagnosisRichard More LeonÎncă nu există evaluări
- Laboratory Instrumented Sucker Rod Pump PDFDocument2 paginiLaboratory Instrumented Sucker Rod Pump PDFRichard More LeonÎncă nu există evaluări
- Bombas de SubsueloDocument9 paginiBombas de SubsueloRichard More LeonÎncă nu există evaluări
- What Is Drill Pipe UpsetDocument2 paginiWhat Is Drill Pipe Upsetmadonnite3781Încă nu există evaluări
- Artificial Lift Solutions Surface and Subsurface Pumps PDFDocument12 paginiArtificial Lift Solutions Surface and Subsurface Pumps PDFRichard More LeonÎncă nu există evaluări
- Insifhts From The Downhole Dynamometer DatabaseDocument18 paginiInsifhts From The Downhole Dynamometer DatabaseRichard More LeonÎncă nu există evaluări
- Enhanced Pump Card AnalysisDocument23 paginiEnhanced Pump Card AnalysisRichard More LeonÎncă nu există evaluări
- Techniques of Artificial Lift For Viscous Oil ENIDocument8 paginiTechniques of Artificial Lift For Viscous Oil ENIRichard More LeonÎncă nu există evaluări
- Techniques of Artificial Lift For Viscous Oil ENI PDFDocument30 paginiTechniques of Artificial Lift For Viscous Oil ENI PDFRichard More LeonÎncă nu există evaluări
- Pipesim 2000 User GuideDocument219 paginiPipesim 2000 User GuideMauricio AlvaradoÎncă nu există evaluări
- Drill String FatiqueDocument8 paginiDrill String FatiqueJohnSmithÎncă nu există evaluări
- Identification of Valve Opening and Closing Points in Downhole Dynamometer Cards From Sucker Rod Pumping Systems Based On Polygonal Approximation and Chain CodeDocument8 paginiIdentification of Valve Opening and Closing Points in Downhole Dynamometer Cards From Sucker Rod Pumping Systems Based On Polygonal Approximation and Chain CodeRichard More LeonÎncă nu există evaluări
- ,DanaInfo Sinnot03.eagle - org+VT ASNT NDT LeveL - III - Doc 25 April 2011Document23 pagini,DanaInfo Sinnot03.eagle - org+VT ASNT NDT LeveL - III - Doc 25 April 2011Ike Duaka100% (2)
- Cargas de Euler y Medida Del Pandeo de Barras de PesoDocument12 paginiCargas de Euler y Medida Del Pandeo de Barras de PesoRichard More LeonÎncă nu există evaluări
- Coiled Tubing Conveyend Artifical Lift and Cleanout Systems Optimize Costs and ProductionDocument4 paginiCoiled Tubing Conveyend Artifical Lift and Cleanout Systems Optimize Costs and ProductionRichard More LeonÎncă nu există evaluări
- Hollow Rods For Porogressive Cavity Pumping Introduce in Offshore OperationsDocument2 paginiHollow Rods For Porogressive Cavity Pumping Introduce in Offshore OperationsRichard More LeonÎncă nu există evaluări
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (73)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (120)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- Al-Farabi The Theory of Emanation and THDocument14 paginiAl-Farabi The Theory of Emanation and THManuel Ricardo Fernandes SoaresÎncă nu există evaluări
- Reflective Lesson Plan 4 Pythagorean TheoremDocument9 paginiReflective Lesson Plan 4 Pythagorean Theoremapi-339897912100% (1)
- BUshed Pin TypeDocument48 paginiBUshed Pin TypeAkshayÎncă nu există evaluări
- Fabry PerotDocument11 paginiFabry PerotG. P HrishikeshÎncă nu există evaluări
- Btech Ce 3 Sem Fluid Mechanics Kce303 2022Document2 paginiBtech Ce 3 Sem Fluid Mechanics Kce303 2022shivchauhan0507Încă nu există evaluări
- Digital Image ProcessingDocument156 paginiDigital Image ProcessingAnushka BajpaiÎncă nu există evaluări
- Luke Diosiek Fun With Electricity and MagnetismDocument21 paginiLuke Diosiek Fun With Electricity and MagnetismseablueÎncă nu există evaluări
- 2.1.2 Pseudocode PDFDocument13 pagini2.1.2 Pseudocode PDFBlessed Endibye KanyembaÎncă nu există evaluări
- Error MsgsDocument162 paginiError Msgsapi-19417993Încă nu există evaluări
- IMSO 2008 Short AnswersDocument9 paginiIMSO 2008 Short AnswersWoon Chet ChoonÎncă nu există evaluări
- The Basics of Thread Rolling: Tools, Tips & Design ConsiderationsDocument108 paginiThe Basics of Thread Rolling: Tools, Tips & Design ConsiderationsVictor ParvanÎncă nu există evaluări
- Vacuum TubeDocument1 paginăVacuum Tubejose condoriÎncă nu există evaluări
- JCrenshaw ImplementingCRCsDocument17 paginiJCrenshaw ImplementingCRCsspyeagleÎncă nu există evaluări
- Lec.06.pptx STRUCTURAL GEOLOGY LECTURE NOTESDocument9 paginiLec.06.pptx STRUCTURAL GEOLOGY LECTURE NOTESSalvadora1Încă nu există evaluări
- Soal B.inggris Paket 3Document9 paginiSoal B.inggris Paket 3sitiÎncă nu există evaluări
- Manually Updating The Firmwares On A Dell PowerEdge R710 - Atualizar Firmwares DellDocument6 paginiManually Updating The Firmwares On A Dell PowerEdge R710 - Atualizar Firmwares Dellaltero spÎncă nu există evaluări
- ANFISDocument19 paginiANFISShimaa Barakat100% (1)
- Rohini 14412226478Document7 paginiRohini 14412226478HeloÎncă nu există evaluări
- Explaining OPERCOM® Methodology in CommissioningDocument5 paginiExplaining OPERCOM® Methodology in Commissioningiman2222100% (2)
- Wos 2 Pajek 07Document36 paginiWos 2 Pajek 07Omar SitoÎncă nu există evaluări
- DWSIM Training-V02-30dec17Document58 paginiDWSIM Training-V02-30dec17Zanariah HashimÎncă nu există evaluări
- Jimma Institute of Technology Faculty of Mechanical EngineeringDocument38 paginiJimma Institute of Technology Faculty of Mechanical EngineeringIsmail Ibn BehailuÎncă nu există evaluări
- User ManualDocument91 paginiUser ManualJorge Luis SoriaÎncă nu există evaluări
- 02a-2 V-Can2 Xlrteh4300g033850Document1 pagină02a-2 V-Can2 Xlrteh4300g033850Daniel PricopÎncă nu există evaluări
- Optimal Locations and Sizing of Capacitors For Voltage Stability Enhancement in Distribution SystemsDocument13 paginiOptimal Locations and Sizing of Capacitors For Voltage Stability Enhancement in Distribution Systemsswapna44Încă nu există evaluări
- Enerpac SQD-Series ManualDocument16 paginiEnerpac SQD-Series ManualTitanplyÎncă nu există evaluări
- Answer Key - CK-12 Chapter 01 Basic Geometry Concepts PDFDocument16 paginiAnswer Key - CK-12 Chapter 01 Basic Geometry Concepts PDFValery Liz0% (1)
- AQUATOOL A Generalized Decision Support System For Water Resources Planning and Operational Management 1996 Journal of HydrologyDocument23 paginiAQUATOOL A Generalized Decision Support System For Water Resources Planning and Operational Management 1996 Journal of Hydrologyhoc_kinowÎncă nu există evaluări
- Irjet V4i10201 PDFDocument8 paginiIrjet V4i10201 PDFBesmir IsmailiÎncă nu există evaluări
- Bacillariophyceae (Heterokontophyta)Document11 paginiBacillariophyceae (Heterokontophyta)Anjali OjhaÎncă nu există evaluări