S-ar putea să vă placă și
- Metode de Repatatii Proiect CompletDocument24 paginiMetode de Repatatii Proiect Completmoldovan_hrt90% (10)
- Confectionarea Reperelor Pentru Imbracaminte. Aplicatie Pentru Buzunarul AplicatDocument13 paginiConfectionarea Reperelor Pentru Imbracaminte. Aplicatie Pentru Buzunarul Aplicatizabelakiss94% (32)
- Asamblari LipiteDocument22 paginiAsamblari LipiteAdrian MihutiÎncă nu există evaluări
- Intretinerea Tehnica A UtilajelorDocument32 paginiIntretinerea Tehnica A UtilajelorPaulk Mng75% (12)
- Reglarea Turatiei Mot AsincroneDocument23 paginiReglarea Turatiei Mot Asincronesovieticu100% (2)
- Asamblari Prin Pene, Stifturi, BolturiDocument26 paginiAsamblari Prin Pene, Stifturi, BolturiMarycika005Încă nu există evaluări
- Asamblari Prin Pene, Stifturi, BolturiDocument26 paginiAsamblari Prin Pene, Stifturi, BolturiMarycika005Încă nu există evaluări
- EZAREADocument14 paginiEZAREAIon Ropa100% (1)
- Uzura Masinilor Si Utilajelor (1) PROIECTUL BUNDocument35 paginiUzura Masinilor Si Utilajelor (1) PROIECTUL BUNAnonymous YM3Uu5cS100% (1)
- Rezolvari MaistriDocument12 paginiRezolvari MaistriBoidache MadalinaÎncă nu există evaluări
- Masini de Rabotat Reparare Si IntretinereDocument29 paginiMasini de Rabotat Reparare Si IntretinereCimpean Florin100% (2)
- 1 Masurari TehniceDocument6 pagini1 Masurari TehniceKurama KyuubyÎncă nu există evaluări
- CRR XI Frezor Rabotor MortezorDocument25 paginiCRR XI Frezor Rabotor MortezorMihai AlexandruÎncă nu există evaluări
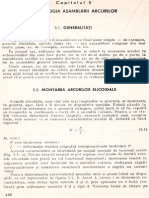
- C.5.Tehnologia Asamblarii ArcurilorDocument5 paginiC.5.Tehnologia Asamblarii Arcurilortanase_vÎncă nu există evaluări
- Biblioteca MecanismeDocument9 paginiBiblioteca Mecanismecasile85100% (1)
- 978 606 8636 12 2 Elemente de Baza Ale Programarii Masinilor Unelte - Wwwaosro PDFDocument30 pagini978 606 8636 12 2 Elemente de Baza Ale Programarii Masinilor Unelte - Wwwaosro PDFLucianÎncă nu există evaluări
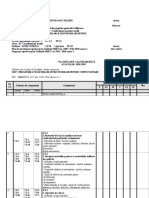
- MI Planificare U.IDocument20 paginiMI Planificare U.Isovieticu100% (1)
- Mortez AreDocument6 paginiMortez AreAlexandra Elena Ilinca100% (1)
- Operatii de Intretinere A AutomobilelorDocument17 paginiOperatii de Intretinere A AutomobilelorRamona CorneaÎncă nu există evaluări
- Precizia Prelucrarii PieselorDocument11 paginiPrecizia Prelucrarii Pieselordragoscod100% (1)
- Operatii Pregatitoare Pentru Executarea Repararii: 1.primirea Maşinilor, Utilajelor Şi Instalaţiilor Pentru ReparareDocument2 paginiOperatii Pregatitoare Pentru Executarea Repararii: 1.primirea Maşinilor, Utilajelor Şi Instalaţiilor Pentru ReparareMyhaitza Mymy PintilieÎncă nu există evaluări
- Masurarea DimensiunilorDocument9 paginiMasurarea DimensiunilorMaria IuliaÎncă nu există evaluări
- Detectarea Defectelor DimensionaleDocument5 paginiDetectarea Defectelor DimensionaleApach PichuÎncă nu există evaluări
- Prelucrari Prin AschiereDocument8 paginiPrelucrari Prin Aschiereraresh18Încă nu există evaluări
- Clasa A X Reprezentarea Organelor de MasiniDocument29 paginiClasa A X Reprezentarea Organelor de Masinisovieticu67% (3)
- Mijloace MasurareDocument8 paginiMijloace MasurareungureanuÎncă nu există evaluări
- Fisa de Lucru Organe Ale Miscarii de RotatieDocument1 paginăFisa de Lucru Organe Ale Miscarii de RotatieEpure MariusÎncă nu există evaluări
- Angrenajelor Cu Roti Dințate Cilindrice, Cu Exemplificarea Pe o Cutie de VitezeDocument28 paginiAngrenajelor Cu Roti Dințate Cilindrice, Cu Exemplificarea Pe o Cutie de VitezePopoviciu AlinÎncă nu există evaluări
- MeasurementsDocument15 paginiMeasurementspaulpopÎncă nu există evaluări
- Fise de Documentare As NedemDocument8 paginiFise de Documentare As NedemCosette ScurtuÎncă nu există evaluări
- Asamblari Cu Elemente ElasticeDocument3 paginiAsamblari Cu Elemente ElasticeMIHAELA RODICA LUPUÎncă nu există evaluări
- Surub Piulita Si RD CremalieraDocument17 paginiSurub Piulita Si RD CremalieraDanut AlexandruÎncă nu există evaluări
- Planificare m3 Organe de MasiniDocument4 paginiPlanificare m3 Organe de MasiniEugenia StroeÎncă nu există evaluări
- Curs 5Document23 paginiCurs 5Ionescu Edward100% (1)
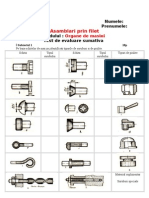
- Asamblariprinfilet TestdeevaluaresumativaDocument4 paginiAsamblariprinfilet TestdeevaluaresumativaAlex NicolaeÎncă nu există evaluări
- Fisa Documentare - Scule AschietoareDocument7 paginiFisa Documentare - Scule Aschietoarestan mihaela lacramioaraÎncă nu există evaluări
- Executarea Constructiilor MetaliceDocument77 paginiExecutarea Constructiilor MetalicecorneliamarcelaÎncă nu există evaluări
- Definirea Si Clasificarea Instalatiilor InterioareDocument12 paginiDefinirea Si Clasificarea Instalatiilor InterioaresovieticuÎncă nu există evaluări
- Memoriu TehnicDocument18 paginiMemoriu TehnicBettina HajnalkaÎncă nu există evaluări
- ReparatiiDocument22 paginiReparatiiDorinaDuca100% (1)
- Masini de FrezatDocument11 paginiMasini de FrezatGustavo PoyetÎncă nu există evaluări
- Fişa de Documentare-Procesul de Aşchiere TRIMISDocument52 paginiFişa de Documentare-Procesul de Aşchiere TRIMISDUMITRU PRODANÎncă nu există evaluări
- Cap 11 - RECTIFICAREA PDFDocument16 paginiCap 11 - RECTIFICAREA PDFAlexandra GrigoriuÎncă nu există evaluări
- Tehnologia FrezăriiDocument2 paginiTehnologia FrezăriiLaslau Bianca100% (1)
- Plan de Lectie SechitaDocument10 paginiPlan de Lectie SechitadncdanielaÎncă nu există evaluări
- Masurarea DimensiunilorDocument8 paginiMasurarea DimensiunilorMoka AndreeasÎncă nu există evaluări
- Asamblarea Prin IncleiereDocument3 paginiAsamblarea Prin IncleiereGheorghe Mitrea100% (1)
- Măsurarea Şi Controlul Dimensiunilor UnghiulareDocument12 paginiMăsurarea Şi Controlul Dimensiunilor UnghiulareAndrei MindrutaÎncă nu există evaluări
- Masini Si Utilaje Pentru ForjeDocument22 paginiMasini Si Utilaje Pentru Forjepatricia_rovinariÎncă nu există evaluări
- 9 m1 MecanicaDocument6 pagini9 m1 MecanicaSangeorzan Ioana100% (1)
- Rabotarea Si MortezareaDocument3 paginiRabotarea Si Mortezareachyno49Încă nu există evaluări
- 0 Proiect Lectie 1 NituireDocument4 pagini0 Proiect Lectie 1 NituireDunca AdrianaÎncă nu există evaluări
- Curs 5-Reprez Filete - PpsDocument15 paginiCurs 5-Reprez Filete - PpsBucur Tiberiu MihaiÎncă nu există evaluări
- Test de Evalaure Sumativa Ui Prelucrarea Semifabricatelor Prin AschiereDocument3 paginiTest de Evalaure Sumativa Ui Prelucrarea Semifabricatelor Prin AschiereSelma PKÎncă nu există evaluări
- Tehnologia LacatuserieiDocument127 paginiTehnologia LacatuserieiVali ErmalaiÎncă nu există evaluări
- FISA DE DOCUMENTARE - Parametrii Tehnici Al Automobilelor-ContinuareDocument2 paginiFISA DE DOCUMENTARE - Parametrii Tehnici Al Automobilelor-ContinuareALINA LUCREŢIA DUMITRAŞÎncă nu există evaluări
- Test - MicrometruDocument1 paginăTest - MicrometrumateidoruÎncă nu există evaluări
- Clasificarea Sculelor AşchietoareDocument4 paginiClasificarea Sculelor AşchietoareNicoleta MelinteÎncă nu există evaluări
- Strunjirea Reprezinta Procedeul de Prelucrare Prin AschiereDocument5 paginiStrunjirea Reprezinta Procedeul de Prelucrare Prin AschiereIonela VoicuÎncă nu există evaluări
- L10 Lanturi Cinematice Interdependente. FiletareaDocument9 paginiL10 Lanturi Cinematice Interdependente. FiletareaVlad PaulÎncă nu există evaluări
- Curs 1 Prelucrare Prin AschiereDocument13 paginiCurs 1 Prelucrare Prin AschiereAdrian Tîrcă100% (2)
- Masurarea Cu MicrometrulDocument23 paginiMasurarea Cu MicrometrulZdranc AlexandruÎncă nu există evaluări
- Prelucrarea Metalelor Prin Deformare Plastica La Rece Si StantareDocument13 paginiPrelucrarea Metalelor Prin Deformare Plastica La Rece Si StantareToma FlorinÎncă nu există evaluări
- CRR - XI - Liceu - Tehn Mecanic PT Intret Si ReparatiiDocument3 paginiCRR - XI - Liceu - Tehn Mecanic PT Intret Si ReparatiiAnonymous 0dXh3nuTÎncă nu există evaluări
- Organizare Locului de MuncaDocument12 paginiOrganizare Locului de MuncaGiulieta Railean100% (1)
- Masini de Alezat BUN..Document27 paginiMasini de Alezat BUN..Chiru RazvanÎncă nu există evaluări
- Procesul de AschiereDocument4 paginiProcesul de AschiereCarmen JicaÎncă nu există evaluări
- Proiect de Lecţie ModelDocument18 paginiProiect de Lecţie ModelLuca Marius Cristian100% (1)
- Hucanu Ionut Alexandru-Fenomenul de UzuraDocument21 paginiHucanu Ionut Alexandru-Fenomenul de UzuraCamelia Bran-botezÎncă nu există evaluări
- POPESCU Uzarea-Si-Tipuri-De-Uzura-Ce-Apar-In-Functionarea-Masinilor-Utilajelor-Si-InstalatiilorDocument23 paginiPOPESCU Uzarea-Si-Tipuri-De-Uzura-Ce-Apar-In-Functionarea-Masinilor-Utilajelor-Si-InstalatiilorNeagoeDanielÎncă nu există evaluări
- Planificare 9c Dirig 2017-2018Document3 paginiPlanificare 9c Dirig 2017-2018sovieticuÎncă nu există evaluări
- Lacatuserie GeneralaDocument6 paginiLacatuserie GeneralasovieticuÎncă nu există evaluări
- 9C MIII Sanatatea Si Securitatea Muncii Plan Cal2013-2014Document6 pagini9C MIII Sanatatea Si Securitatea Muncii Plan Cal2013-2014sovieticuÎncă nu există evaluări
- Reprezentarea Pieselor MecaniceDocument6 paginiReprezentarea Pieselor MecanicesovieticuÎncă nu există evaluări
- Contract Educaţional 2018-2019Document4 paginiContract Educaţional 2018-2019sovieticuÎncă nu există evaluări
- Organizarea Atelierelor MenghinaDocument3 paginiOrganizarea Atelierelor MenghinasovieticuÎncă nu există evaluări
- Organe de MasiniDocument6 paginiOrgane de MasinisovieticuÎncă nu există evaluări
- Fazele 1Document2 paginiFazele 1sovieticuÎncă nu există evaluări
- Plan de LecteDocument9 paginiPlan de LectesovieticuÎncă nu există evaluări
- ASamblari Prin PeneDocument29 paginiASamblari Prin PenesovieticuÎncă nu există evaluări
- 0 Lectorate Cu ParintiiDocument1 pagină0 Lectorate Cu ParintiisovieticuÎncă nu există evaluări
- 0 Metode Moderne La Predarea DesenuluiDocument3 pagini0 Metode Moderne La Predarea DesenuluisovieticuÎncă nu există evaluări
- Nota IatroductivsDocument1 paginăNota IatroductivssovieticuÎncă nu există evaluări
- I - Operatia de Tricotare. Clasificarea SiDocument1 paginăI - Operatia de Tricotare. Clasificarea SisovieticuÎncă nu există evaluări
- Contract Educaţional 2016-2017Document4 paginiContract Educaţional 2016-2017sovieticuÎncă nu există evaluări
- 0 Test Practic PowerpointDocument2 pagini0 Test Practic PowerpointsovieticuÎncă nu există evaluări
- Model Fisa Avizare OptionalDocument1 paginăModel Fisa Avizare OptionalSilviuCernatÎncă nu există evaluări
- ASamblari Prin PeneDocument29 paginiASamblari Prin PenesovieticuÎncă nu există evaluări
- ASamblari Prin PeneDocument29 paginiASamblari Prin PenesovieticuÎncă nu există evaluări
- ASamblari Prin PeneDocument29 paginiASamblari Prin PenesovieticuÎncă nu există evaluări