S-ar putea să vă placă și
- Section 9-Inspection-Philosophy PDFDocument20 paginiSection 9-Inspection-Philosophy PDFWinsonLimHuiWahÎncă nu există evaluări
- Cable Trench Installation Guide PDFDocument12 paginiCable Trench Installation Guide PDFecruz_yhwhÎncă nu există evaluări
- Working at HeightsDocument11 paginiWorking at HeightsKent Anilom100% (1)
- Water Wash Procedure For EconomizerDocument3 paginiWater Wash Procedure For EconomizerRajendra100% (1)
- Boiler & AuxiliariesDocument13 paginiBoiler & Auxiliariesprats123456Încă nu există evaluări
- 04 AD 0042 Burner Maintenance FloorDocument1 pagină04 AD 0042 Burner Maintenance FloorPradip Tapan BanerjeeÎncă nu există evaluări
- Sec-09 Electrical Works and InstallationDocument6 paginiSec-09 Electrical Works and InstallationOmer HayatÎncă nu există evaluări
- Caf Gasket SpecificationsDocument4 paginiCaf Gasket SpecificationsKARTHIGEYAN.R100% (1)
- Iso 16017 2 en PDFDocument11 paginiIso 16017 2 en PDFRasul MydeenÎncă nu există evaluări
- Coating StandartDocument15 paginiCoating StandartJandy PratamaÎncă nu există evaluări
- Working at HeightDocument28 paginiWorking at HeighteustaquipaixaoÎncă nu există evaluări
- Method of Statement For SPI366 Pump Sump Cleaning Without Confined Space EntryDocument5 paginiMethod of Statement For SPI366 Pump Sump Cleaning Without Confined Space EntryKarpana Devi LetchumananÎncă nu există evaluări
- Plunger Pump Service Manual: Installation and Start-Up InformationDocument6 paginiPlunger Pump Service Manual: Installation and Start-Up InformationDark CenobiteÎncă nu există evaluări
- 2000 Rigsafe Air Booster CompressorDocument2 pagini2000 Rigsafe Air Booster CompressorLauren'sclub EnglishBimbel Sd-sma100% (1)
- HSE MS Training Feb 2019Document17 paginiHSE MS Training Feb 2019Musalim Shaikh100% (1)
- Painting Repair Procedure Rev01webDocument4 paginiPainting Repair Procedure Rev01webAneesh JoseÎncă nu există evaluări
- CESCO Technical ProposalDocument2 paginiCESCO Technical ProposalthmaraishriÎncă nu există evaluări
- Conveyor Check ListDocument2 paginiConveyor Check Listh1549697100% (1)
- Scaffold Erection Procedure GuidelinesDocument8 paginiScaffold Erection Procedure GuidelinesMohamed AdelÎncă nu există evaluări
- Work Method StatementDocument9 paginiWork Method StatementdjvhÎncă nu există evaluări
- Boiler Operating ProcedureDocument3 paginiBoiler Operating ProcedureSathish KumarÎncă nu există evaluări
- NCR Action PlanDocument5 paginiNCR Action PlandasÎncă nu există evaluări
- Sop For Storage, Handling & Use of Gas CylindersDocument8 paginiSop For Storage, Handling & Use of Gas Cylinderssuvojitroy2000Încă nu există evaluări
- Method For Cleaning Concrete TankDocument3 paginiMethod For Cleaning Concrete TankSpecial MahooÎncă nu există evaluări
- Procedure For Agriculture InspectionDocument2 paginiProcedure For Agriculture InspectionPariksha AryaÎncă nu există evaluări
- Lowering of PipelineDocument5 paginiLowering of PipelineLarry Ubu100% (1)
- MOM Safety-Management - TEMPLATEDocument3 paginiMOM Safety-Management - TEMPLATEEldhose VargheseÎncă nu există evaluări
- Atex Guide PDFDocument6 paginiAtex Guide PDFSELVARAJÎncă nu există evaluări
- Ecoflam Catalogue 2012Document60 paginiEcoflam Catalogue 2012manikandanÎncă nu există evaluări
- Argon Welding SafetyDocument2 paginiArgon Welding SafetyRonald_Bauer4190Încă nu există evaluări
- HSD Unloading Standard Operating ProcedureDocument4 paginiHSD Unloading Standard Operating ProcedureMD Shahadat Hossan100% (1)
- Mhs12-Boliers and Pressures VesselDocument29 paginiMhs12-Boliers and Pressures VesselWidya BungaÎncă nu există evaluări
- Use & Care Guide: Precision Touch Control 800 Electric Slide-In SmoothtopDocument84 paginiUse & Care Guide: Precision Touch Control 800 Electric Slide-In Smoothtop@shline100% (2)
- Safety, Health & EnvironmentDocument60 paginiSafety, Health & EnvironmentGopalakrishnanÎncă nu există evaluări
- W Evesham NFPA25 Sprinkler Test Form For ContractorsDocument2 paginiW Evesham NFPA25 Sprinkler Test Form For ContractorsNorman MuñizÎncă nu există evaluări
- Structural Inspection Checklist For FactoryDocument1 paginăStructural Inspection Checklist For FactoryAnonymous FD64zqL6S100% (1)
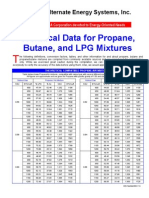
- Technical Data For LPGDocument4 paginiTechnical Data For LPGsizwehÎncă nu există evaluări
- Foam InductorDocument6 paginiFoam InductorDipanjan Chakrabarti100% (1)
- Pipeline Repair Products: Repair Patch, Melt Stick, Epoxy Primer and Mastic FillerDocument2 paginiPipeline Repair Products: Repair Patch, Melt Stick, Epoxy Primer and Mastic FillerCherif GhalebÎncă nu există evaluări
- Kast O Lite 30 Li GDocument2 paginiKast O Lite 30 Li GaamirsaddiqÎncă nu există evaluări
- TCVN Water PipeDocument43 paginiTCVN Water PipeTuan DangÎncă nu există evaluări
- Cadet Boiler Installation ManualDocument92 paginiCadet Boiler Installation ManualAnonymous pkqcrsfmF100% (1)
- Grit BlastingDocument3 paginiGrit BlastingVelmurugan BalasubramanianÎncă nu există evaluări
- Table of Content: Elbow Trimming ProcedureDocument5 paginiTable of Content: Elbow Trimming ProcedureMechanical Static WRKÎncă nu există evaluări
- Pre Flow ChecklistDocument4 paginiPre Flow ChecklistDavid Glawson0% (1)
- 3832 - 4-Chain Pulley BlockDocument8 pagini3832 - 4-Chain Pulley BlockAshish PattanaikÎncă nu există evaluări
- 001 Itp For Painting Rev 0Document7 pagini001 Itp For Painting Rev 0Alif Rahmat FebriantoÎncă nu există evaluări
- NormDocument16 paginiNormAnnÎncă nu există evaluări
- User'S Manual: MANUAL NO - GL240-UM-153Document150 paginiUser'S Manual: MANUAL NO - GL240-UM-153Ta100% (1)
- Company Profile Bromindo - 1Document8 paginiCompany Profile Bromindo - 1wulanÎncă nu există evaluări
- Data Page 100MS500-230-37-2pDocument1 paginăData Page 100MS500-230-37-2pfjdk SmithÎncă nu există evaluări
- Scissor Lift ChecklistDocument1 paginăScissor Lift ChecklistDIBNESH PANDITA100% (1)
- Quality Assurance ManualDocument6 paginiQuality Assurance ManualEdgarDavidDiazCamposÎncă nu există evaluări
- BoilersDocument67 paginiBoilerssahilchemÎncă nu există evaluări
- Physical Study of A Steam Generating UnitDocument13 paginiPhysical Study of A Steam Generating Unitashier dave calulot80% (5)
- Basics of Thermal Power PlantDocument119 paginiBasics of Thermal Power Plantsiva7448163Încă nu există evaluări
- Section 1.4 - Processing Control EquipmentDocument35 paginiSection 1.4 - Processing Control EquipmentLakshman Kumar JulapalliÎncă nu există evaluări
- Research Paper On ME LabDocument12 paginiResearch Paper On ME LabJherel BerinÎncă nu există evaluări
- Boiler Questions BtechDocument5 paginiBoiler Questions BtechRishav Raj100% (1)
- Inspections and Survey Procedures in Auxiliary BoilerDocument16 paginiInspections and Survey Procedures in Auxiliary BoilerkrishnaÎncă nu există evaluări
- Latvia Marine Engineering Test PaperDocument90 paginiLatvia Marine Engineering Test PaperkrishnaÎncă nu există evaluări
- Marine Survey Practice - Notes Relative To Shell and Deck Plate RepairsDocument2 paginiMarine Survey Practice - Notes Relative To Shell and Deck Plate RepairskrishnaÎncă nu există evaluări
- A Family History of Alladi Jagannat (Ebooksread - Com) PDFDocument274 paginiA Family History of Alladi Jagannat (Ebooksread - Com) PDFkrishnaÎncă nu există evaluări
- Marine Survey Practice - Surveyor Guide Notes For Bilge Keels SurveyDocument2 paginiMarine Survey Practice - Surveyor Guide Notes For Bilge Keels SurveykrishnaÎncă nu există evaluări
- Boiler Uptake Fire All NotesDocument2 paginiBoiler Uptake Fire All NoteskrishnaÎncă nu există evaluări
- Boiler Uptake Fire 3Document1 paginăBoiler Uptake Fire 3krishnaÎncă nu există evaluări
- Inspections and Survey Procedures in Auxiliary BoilerDocument16 paginiInspections and Survey Procedures in Auxiliary BoilerkrishnaÎncă nu există evaluări
- Boiler Inspection in FurnaceDocument4 paginiBoiler Inspection in FurnacekrishnaÎncă nu există evaluări
- Power Plant Interview Questions & AnswersDocument1 paginăPower Plant Interview Questions & AnswerskrishnaÎncă nu există evaluări
- Safety Valve Setting BoilerDocument2 paginiSafety Valve Setting BoilerkrishnaÎncă nu există evaluări
- Safety Valve Floating MrthodDocument4 paginiSafety Valve Floating MrthodSanjay ChakrabortyÎncă nu există evaluări
- Crankshaft SlippageDocument3 paginiCrankshaft SlippagekrishnaÎncă nu există evaluări
- Oil Whip and Oil WhirlDocument1 paginăOil Whip and Oil WhirlkrishnaÎncă nu există evaluări
- Caldeira PEGASUS F2Document5 paginiCaldeira PEGASUS F2goncalo30Încă nu există evaluări
- Navien CH Combi Heater BrochureDocument4 paginiNavien CH Combi Heater Brochuree-ComfortUSAÎncă nu există evaluări
- Catalogo Trane Paquete PDFDocument68 paginiCatalogo Trane Paquete PDFstorresparadaÎncă nu există evaluări
- Wind CatcherDocument6 paginiWind CatcherAnwar SadiqÎncă nu există evaluări
- Daikin Sa Inv2014Document30 paginiDaikin Sa Inv2014Nguyễn HùngÎncă nu există evaluări
- Sabroe Product Profile: / - Get Refrigeration RightDocument24 paginiSabroe Product Profile: / - Get Refrigeration RightVadimÎncă nu există evaluări
- Adsorption ChillerDocument19 paginiAdsorption Chilleragalvan1311Încă nu există evaluări
- Installation Operation and Service Manual Blueflame PDFDocument28 paginiInstallation Operation and Service Manual Blueflame PDFManuel Molina CamposÎncă nu există evaluări
- Exterran Vent ListDocument10 paginiExterran Vent Listdilip matalÎncă nu există evaluări
- hw4 sp11 PDFDocument18 paginihw4 sp11 PDFKint MackeyÎncă nu există evaluări
- 01 History of Refrigeration PDFDocument34 pagini01 History of Refrigeration PDFNSS GBPECÎncă nu există evaluări
- Ewad-Mz: Air Cooled ChillerDocument8 paginiEwad-Mz: Air Cooled ChillerAbooaliÎncă nu există evaluări
- Mep Material Submittals LogDocument1 paginăMep Material Submittals LogSanthosh KumarÎncă nu există evaluări
- A1 WOMBAT ET Vented Thermosiphon SystemDocument1 paginăA1 WOMBAT ET Vented Thermosiphon SystemDhaval BharitkarÎncă nu există evaluări
- Aquaforce: Detailed Performance Summary For Untitled1Document3 paginiAquaforce: Detailed Performance Summary For Untitled1er_bhavinÎncă nu există evaluări
- EDR Design Guidelines HVAC SimulationDocument65 paginiEDR Design Guidelines HVAC SimulationlkjisdfiÎncă nu există evaluări
- Fise Tehnice Ue VRF FujitsuDocument10 paginiFise Tehnice Ue VRF FujitsuMihaela CimpeanuÎncă nu există evaluări
- Trane ChillerDocument40 paginiTrane Chillerosama alabsiÎncă nu există evaluări
- Renewable Heat Pumps: A Guide For The Technically Minded How Do Heat Pumps Work ?Document12 paginiRenewable Heat Pumps: A Guide For The Technically Minded How Do Heat Pumps Work ?Nate SheaÎncă nu există evaluări
- Danfoss 134 PDFDocument6 paginiDanfoss 134 PDFTN PROÎncă nu există evaluări
- Introduction To AHU and FCUDocument9 paginiIntroduction To AHU and FCUjenshidÎncă nu există evaluări
- Seminar Flyer Maisotsenko RevisedDocument1 paginăSeminar Flyer Maisotsenko RevisedNaziman AzlyeÎncă nu există evaluări
- Boiler Pre Light Up Checks and Light UpDocument4 paginiBoiler Pre Light Up Checks and Light Upabhijit rajanÎncă nu există evaluări
- Industrial Refrigeration Systems Energy Efficiency Guidebook (TOC)Document17 paginiIndustrial Refrigeration Systems Energy Efficiency Guidebook (TOC)Andres CarrascoÎncă nu există evaluări
- 3.bojleri Ekspanzione Posude I Cisterne PDFDocument9 pagini3.bojleri Ekspanzione Posude I Cisterne PDFmagic888Încă nu există evaluări
- JurnalDocument12 paginiJurnalnunchakuÎncă nu există evaluări
- LG Centrifugal Chiller Manual.Document36 paginiLG Centrifugal Chiller Manual.Umar Majeed100% (2)
- Tipo PaqueteDocument40 paginiTipo PaqueteEric Manuel Mercedes AbreuÎncă nu există evaluări
- General MEP (BOQ & COST)Document27 paginiGeneral MEP (BOQ & COST)MEGAWATT CONTRACTING AND ELECTRICITY COMPANYÎncă nu există evaluări
- Cooling SystemDocument33 paginiCooling SystemJayson B. CadelinaÎncă nu există evaluări
- Internal Combustion: How Corporations and Governments Addicted the World to Oil and Subverted the AlternativesDe la EverandInternal Combustion: How Corporations and Governments Addicted the World to Oil and Subverted the AlternativesEvaluare: 4 din 5 stele4/5 (2)
- Advanced Production Decline Analysis and ApplicationDe la EverandAdvanced Production Decline Analysis and ApplicationEvaluare: 3.5 din 5 stele3.5/5 (4)
- Well Control for Completions and InterventionsDe la EverandWell Control for Completions and InterventionsEvaluare: 4 din 5 stele4/5 (10)
- A Practical Handbook for Drilling Fluids ProcessingDe la EverandA Practical Handbook for Drilling Fluids ProcessingÎncă nu există evaluări
- Flow Analysis for Hydrocarbon Pipeline EngineeringDe la EverandFlow Analysis for Hydrocarbon Pipeline EngineeringÎncă nu există evaluări
- Well Integrity for Workovers and RecompletionsDe la EverandWell Integrity for Workovers and RecompletionsEvaluare: 5 din 5 stele5/5 (3)
- Pocket Guide to Flanges, Fittings, and Piping DataDe la EverandPocket Guide to Flanges, Fittings, and Piping DataEvaluare: 3.5 din 5 stele3.5/5 (22)
- Asphaltene Deposition Control by Chemical Inhibitors: Theoretical and Practical ProspectsDe la EverandAsphaltene Deposition Control by Chemical Inhibitors: Theoretical and Practical ProspectsÎncă nu există evaluări
- Enhanced Oil Recovery Handout: A Focus on WaterfloodingDe la EverandEnhanced Oil Recovery Handout: A Focus on WaterfloodingÎncă nu există evaluări
- Abrasive Water Jet Perforation and Multi-Stage FracturingDe la EverandAbrasive Water Jet Perforation and Multi-Stage FracturingÎncă nu există evaluări
- Case Studies of Material Corrosion Prevention for Oil and Gas ValvesDe la EverandCase Studies of Material Corrosion Prevention for Oil and Gas ValvesÎncă nu există evaluări
- Casing and Liners for Drilling and Completion: Design and ApplicationDe la EverandCasing and Liners for Drilling and Completion: Design and ApplicationEvaluare: 5 din 5 stele5/5 (3)
- An Operations Guide to Safety and Environmental Management Systems (SEMS): Making Sense of BSEE SEMS RegulationsDe la EverandAn Operations Guide to Safety and Environmental Management Systems (SEMS): Making Sense of BSEE SEMS RegulationsÎncă nu există evaluări
- Machine Learning Guide for Oil and Gas Using Python: A Step-by-Step Breakdown with Data, Algorithms, Codes, and ApplicationsDe la EverandMachine Learning Guide for Oil and Gas Using Python: A Step-by-Step Breakdown with Data, Algorithms, Codes, and ApplicationsEvaluare: 4 din 5 stele4/5 (4)
- Hybrid Enhanced Oil Recovery Using Smart WaterfloodingDe la EverandHybrid Enhanced Oil Recovery Using Smart WaterfloodingÎncă nu există evaluări
- Fundamentals and Applications of Bionic Drilling FluidsDe la EverandFundamentals and Applications of Bionic Drilling FluidsÎncă nu există evaluări
- Advanced Biomass Gasification: New Concepts for Efficiency Increase and Product FlexibilityDe la EverandAdvanced Biomass Gasification: New Concepts for Efficiency Increase and Product FlexibilityEvaluare: 3 din 5 stele3/5 (2)
- The Petroleum Engineering Handbook: Sustainable Operations: Sustainable OperationsDe la EverandThe Petroleum Engineering Handbook: Sustainable Operations: Sustainable OperationsEvaluare: 3.5 din 5 stele3.5/5 (5)
- Well Testing Project Management: Onshore and Offshore OperationsDe la EverandWell Testing Project Management: Onshore and Offshore OperationsÎncă nu există evaluări
- Oil: An Overview of the Petroleum IndustryDe la EverandOil: An Overview of the Petroleum IndustryEvaluare: 4.5 din 5 stele4.5/5 (3)
- Oil and Gas Artificial Fluid Lifting TechniquesDe la EverandOil and Gas Artificial Fluid Lifting TechniquesEvaluare: 5 din 5 stele5/5 (1)