S-ar putea să vă placă și
- 507 Mechanical Movements PDFDocument132 pagini507 Mechanical Movements PDFWilton CarvalhoÎncă nu există evaluări
- Basic Haul System Student GuideDocument37 paginiBasic Haul System Student GuideLorena Martinez HernandezÎncă nu există evaluări
- Belt Conveyor by Alok VardhanDocument30 paginiBelt Conveyor by Alok VardhanLOKENDRA9150% (2)
- 01 BatchDocument39 pagini01 BatchSiva ForeviewÎncă nu există evaluări
- Westfield WR AugerDocument16 paginiWestfield WR AugerAlvaro GarciaÎncă nu există evaluări
- Final Copy With Page SetupDocument37 paginiFinal Copy With Page SetupPankajDhobleÎncă nu există evaluări
- Design, Development and Fabrication of Groundnut Sheller Machine. SppuDocument31 paginiDesign, Development and Fabrication of Groundnut Sheller Machine. SppuSaurabh Vaidya100% (1)
- D.TABLE ILLUSTRATED VIBRATION DIAGNOSTIC CHART-DianProDocument35 paginiD.TABLE ILLUSTRATED VIBRATION DIAGNOSTIC CHART-DianProchandra jemyÎncă nu există evaluări
- Intelligent Braking System - SynopsisDocument6 paginiIntelligent Braking System - SynopsisTanviÎncă nu există evaluări
- Automatic Head Lamp Alignment SystemDocument48 paginiAutomatic Head Lamp Alignment SystemAakash Dindigul100% (1)
- Injection MouldingDocument23 paginiInjection MouldingPrathmeshBhokari100% (1)
- Automatic Floor Cleaning Robot: Mariappan. S Thanga Dhinesh S Esakki Durai M Bala Sathya VDocument20 paginiAutomatic Floor Cleaning Robot: Mariappan. S Thanga Dhinesh S Esakki Durai M Bala Sathya VSmolin ReniÎncă nu există evaluări
- MF520 525 1Document328 paginiMF520 525 1p_jankoÎncă nu există evaluări
- Automobile SafetyDocument23 paginiAutomobile SafetyPrathmeshBhokariÎncă nu există evaluări
- 8th Sem Project ReportDocument55 pagini8th Sem Project ReportPrathmeshBhokari100% (2)
- Titan Machine Full CatalogDocument57 paginiTitan Machine Full Catalogzakatk857Încă nu există evaluări
- Numerical Investigation of Fluidic Injection As A Means of Thrust ModulationDocument10 paginiNumerical Investigation of Fluidic Injection As A Means of Thrust Modulationpeyman71Încă nu există evaluări
- Project Synopsis: Department of Mechanical Engineering Submitted byDocument10 paginiProject Synopsis: Department of Mechanical Engineering Submitted byMintu VermaÎncă nu există evaluări
- 03 320 09 0 03Document127 pagini03 320 09 0 03Jan AhmedÎncă nu există evaluări
- Electromagnetic Embossing MachineDocument12 paginiElectromagnetic Embossing Machinesubramanya1982Încă nu există evaluări
- Sand Slinger MC Pneumatic 2016 VeltechDocument47 paginiSand Slinger MC Pneumatic 2016 VeltechChockalingam AthilingamÎncă nu există evaluări
- Four Way Hacksaw Diplo ProjectDocument53 paginiFour Way Hacksaw Diplo ProjectViveksagar PatelÎncă nu există evaluări
- Auto Floor CleanerDocument32 paginiAuto Floor CleanerAnonymous L9fB0XUÎncă nu există evaluări
- Automated Punching MachineDocument8 paginiAutomated Punching MachineMohamed IbrahemÎncă nu există evaluări
- Remote Controlled Screw Jack 2014 AcDocument58 paginiRemote Controlled Screw Jack 2014 AcChockalingam AthilingamÎncă nu există evaluări
- Research On Automatic Bike Starter KitDocument38 paginiResearch On Automatic Bike Starter KitGokul RajaÎncă nu există evaluări
- Fabrication of Hydraulic Dual Brake Single Lever System: SynopsisDocument4 paginiFabrication of Hydraulic Dual Brake Single Lever System: SynopsissiddharthÎncă nu există evaluări
- Design Fabrication of Cocout Tree Climbg MachineDocument73 paginiDesign Fabrication of Cocout Tree Climbg MachineVinayaga ProjectinstituteÎncă nu există evaluări
- Motorized Ramming MachineDocument53 paginiMotorized Ramming Machineilayaraja6100% (1)
- Automatic Tyre Pressure Inflation SystemDocument35 paginiAutomatic Tyre Pressure Inflation SystemmujeebÎncă nu există evaluări
- Presentation On: Design and Development of Sugarecane Bud Cutting Machine Guided By-Dr. S.S.KULKARNIDocument16 paginiPresentation On: Design and Development of Sugarecane Bud Cutting Machine Guided By-Dr. S.S.KULKARNIVenÎncă nu există evaluări
- Clutch Inplant Training ReportDocument31 paginiClutch Inplant Training ReportMrityunjay Pathak100% (1)
- Brake Failure Indicator Design: Bachelor of TechnologyDocument19 paginiBrake Failure Indicator Design: Bachelor of TechnologyAniket KarmakarÎncă nu există evaluări
- Butten Operated Electromangnetic Gear Changer For Two WheelerDocument64 paginiButten Operated Electromangnetic Gear Changer For Two WheelermkkfakesÎncă nu există evaluări
- GSM Based RobotDocument232 paginiGSM Based RobotTanvi KhuranaÎncă nu există evaluări
- Final ReportDocument18 paginiFinal ReportYusha Patel100% (1)
- Ic EnginesDocument38 paginiIc EngineshodÎncă nu există evaluări
- 3.road MarkingDocument9 pagini3.road MarkingMalith De SilvaÎncă nu există evaluări
- Pnumatic Ramming and Punching Machine ReportDocument28 paginiPnumatic Ramming and Punching Machine ReportSun SriÎncă nu există evaluări
- Chassis Design Analysis AssignmentDocument6 paginiChassis Design Analysis AssignmentheltaherÎncă nu există evaluări
- Automatic Pneumatic Bumper For Four Wheeler Final Year Ieee Mech ProjectDocument60 paginiAutomatic Pneumatic Bumper For Four Wheeler Final Year Ieee Mech ProjectAnkit YadavÎncă nu există evaluări
- Automatic Paper Cutting Using Geneva MechanismDocument4 paginiAutomatic Paper Cutting Using Geneva MechanismsankaramarayananÎncă nu există evaluări
- Garage Door OpenerDocument7 paginiGarage Door OpenerPlaban Pratim BhuyanÎncă nu există evaluări
- Hybrid Vehicle ReportDocument64 paginiHybrid Vehicle ReportDeepSharanÎncă nu există evaluări
- Intelligent Motorized Wall Painting CraneDocument11 paginiIntelligent Motorized Wall Painting Cranesivarushi0% (1)
- Automatic Garrage SystemDocument11 paginiAutomatic Garrage SystemTalha NayyarÎncă nu există evaluări
- Productivity Improvement I N MM540 Steering BoxDocument42 paginiProductivity Improvement I N MM540 Steering BoxVijay JÎncă nu există evaluări
- Design and Fabrication of Oil Skimmer RobotDocument46 paginiDesign and Fabrication of Oil Skimmer RobotSathiya Udumalpet100% (2)
- Panou Solar MPPT in Punct de UmbraDocument50 paginiPanou Solar MPPT in Punct de UmbraAndrei CocorÎncă nu există evaluări
- Project Report 2-Converted (1) - 1 PDFDocument37 paginiProject Report 2-Converted (1) - 1 PDFT nithyanandÎncă nu există evaluări
- Automatic Mechanical Garage Door Opener: ComponentsDocument2 paginiAutomatic Mechanical Garage Door Opener: Componentspramo_dassÎncă nu există evaluări
- Smart Child Borewell System 3Document44 paginiSmart Child Borewell System 3Venkat nagulapatiÎncă nu există evaluări
- Automatic Pneumatic High Speed Sheet Cutting MachineDocument5 paginiAutomatic Pneumatic High Speed Sheet Cutting MachineIyappanÎncă nu există evaluări
- Cryogenic Rocket Engine 21Document17 paginiCryogenic Rocket Engine 21sk sanketÎncă nu există evaluări
- A Project Report: Design and Fabrication of Multi Process Machining Using Scotch Yoke MechanismDocument44 paginiA Project Report: Design and Fabrication of Multi Process Machining Using Scotch Yoke MechanismKali DasÎncă nu există evaluări
- Tree Climber PDFDocument42 paginiTree Climber PDFJeevan Landge PatilÎncă nu există evaluări
- Design and Devolopment of Semi Automatic Glass Cleaning MachineDocument14 paginiDesign and Devolopment of Semi Automatic Glass Cleaning MachineNandkumar BabarÎncă nu există evaluări
- Seminar Report TQMDocument22 paginiSeminar Report TQMPravin JagtapÎncă nu există evaluări
- Fabrication of Dual Brake in Single Liver SystemDocument7 paginiFabrication of Dual Brake in Single Liver SystemMalarÎncă nu există evaluări
- Applied Hydraulic and Pneumatics Project FinalDocument13 paginiApplied Hydraulic and Pneumatics Project FinalDineshkumar SÎncă nu există evaluări
- Presentation On Summer TrainingDocument14 paginiPresentation On Summer TrainingAditya Pratap SinghÎncă nu există evaluări
- Minor ProjectDocument23 paginiMinor ProjectDeepak Kumar SinghÎncă nu există evaluări
- AGRIDocument15 paginiAGRISantosh DineshÎncă nu există evaluări
- A Project Report OnDocument26 paginiA Project Report OnPrashant JhurawatÎncă nu există evaluări
- Accident Alert in Modern Traffic System With CameraDocument12 paginiAccident Alert in Modern Traffic System With CameraLeander Lawrence100% (1)
- Design and Fabrication of Automatic Seed Sowing MachineDocument31 paginiDesign and Fabrication of Automatic Seed Sowing MachineSakthiVelMÎncă nu există evaluări
- Mahindra Gears Transmiision Training ReportDocument32 paginiMahindra Gears Transmiision Training Reportbestmadeeasy50% (2)
- Final Project Black Book-2Document55 paginiFinal Project Black Book-2Zafar ShaikhÎncă nu există evaluări
- Mechathon Problem Statement-2 PDFDocument3 paginiMechathon Problem Statement-2 PDFFarhan Ahamed HameedÎncă nu există evaluări
- Accident Avoiding of Punching Machine ReportDocument31 paginiAccident Avoiding of Punching Machine ReportpramodassÎncă nu există evaluări
- Lva1 App6892Document60 paginiLva1 App6892PrathmeshBhokariÎncă nu există evaluări
- Business CanvasDocument3 paginiBusiness CanvasPrathmeshBhokariÎncă nu există evaluări
- 03 28 Heatexchanger Fan PDFDocument11 pagini03 28 Heatexchanger Fan PDFPrathmeshBhokariÎncă nu există evaluări
- Chip FormationDocument12 paginiChip FormationPrathmeshBhokariÎncă nu există evaluări
- Mnre CertificateDocument1 paginăMnre CertificatePrathmeshBhokariÎncă nu există evaluări
- Polycable Peice List 2016Document1 paginăPolycable Peice List 2016PrathmeshBhokariÎncă nu există evaluări
- Morden TrendsDocument48 paginiMorden TrendsPrathmeshBhokariÎncă nu există evaluări
- Manual - QC#1 HD With Twist TensionerDocument33 paginiManual - QC#1 HD With Twist TensionerMhmd HnffÎncă nu există evaluări
- Door Operator Rev 3Document21 paginiDoor Operator Rev 3hunt huntÎncă nu există evaluări
- Parts Guide Manual: DF-611 A01HDocument37 paginiParts Guide Manual: DF-611 A01HdinusuÎncă nu există evaluări
- Fupa 2022 Katalog - ReducedDocument100 paginiFupa 2022 Katalog - ReducedNora HotelÎncă nu există evaluări
- Pulley Lagging PDFDocument2 paginiPulley Lagging PDFSanatha AgungÎncă nu există evaluări
- PreviewpdfDocument30 paginiPreviewpdfankitÎncă nu există evaluări
- Catalogo Megadyne V BeltsDocument57 paginiCatalogo Megadyne V BeltsValÎncă nu există evaluări
- EI Install Manual GEN II 111418Document22 paginiEI Install Manual GEN II 111418mozhi selvamÎncă nu există evaluări
- Multi Drawer Paper Deck C1 Parts List 2Document93 paginiMulti Drawer Paper Deck C1 Parts List 2Marlos BonillaÎncă nu există evaluări
- Assembly Diagram and Assembly Reference Ultima 8mm Belt Drive UnitsDocument7 paginiAssembly Diagram and Assembly Reference Ultima 8mm Belt Drive Unitsoldgreg57Încă nu există evaluări
- EXP:2 Date: 20-08-2021 Determination of Critical Speed of Whirling Shafts AimDocument5 paginiEXP:2 Date: 20-08-2021 Determination of Critical Speed of Whirling Shafts AimAnantha ReddyÎncă nu există evaluări
- 7QC Tools1Document165 pagini7QC Tools1dinesattriÎncă nu există evaluări
- 3201 32 0203engDocument26 pagini3201 32 0203engkędzierzawyÎncă nu există evaluări
- Free Body DiagramDocument10 paginiFree Body Diagramjames arajaÎncă nu există evaluări
- Brakes and DynamometersDocument16 paginiBrakes and DynamometerssharmashnÎncă nu există evaluări
- Industrial Training Presentation Seiswaran Pandein 06DKM11F2003 Lekir Bulk Terminal (Lumut Port)Document32 paginiIndustrial Training Presentation Seiswaran Pandein 06DKM11F2003 Lekir Bulk Terminal (Lumut Port)Seiswaran Pandein100% (1)
- 5 Friction ApplicationsDocument6 pagini5 Friction ApplicationsRAMAKANT RANA100% (1)
- Singer 300U101Document6 paginiSinger 300U101Gerardo ToruñoÎncă nu există evaluări
- CLASSDocument239 paginiCLASSVaibhav jiÎncă nu există evaluări
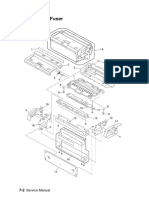
- Assembly 1: Fuser: Service ManualDocument83 paginiAssembly 1: Fuser: Service ManualSara MÎncă nu există evaluări
- Answers To 8thDocument3 paginiAnswers To 8thde sisilÎncă nu există evaluări
- Load Sharing Methods of Backstops 2004 01Document10 paginiLoad Sharing Methods of Backstops 2004 01Ruben SalgadoÎncă nu există evaluări