S-ar putea să vă placă și
- 16th Edition IEE Wiring Regulations: Design and Verification of Electrical InstallationsDe la Everand16th Edition IEE Wiring Regulations: Design and Verification of Electrical InstallationsEvaluare: 4 din 5 stele4/5 (1)
- Analog Circuit Design: A Tutorial Guide to Applications and SolutionsDe la EverandAnalog Circuit Design: A Tutorial Guide to Applications and SolutionsEvaluare: 3.5 din 5 stele3.5/5 (6)
- Marine Electrical Practice: Marine Engineering SeriesDe la EverandMarine Electrical Practice: Marine Engineering SeriesEvaluare: 4 din 5 stele4/5 (8)
- Reference Guide To Useful Electronic Circuits And Circuit Design Techniques - Part 2De la EverandReference Guide To Useful Electronic Circuits And Circuit Design Techniques - Part 2Încă nu există evaluări
- 110 Waveform Generator Projects for the Home ConstructorDe la Everand110 Waveform Generator Projects for the Home ConstructorEvaluare: 4 din 5 stele4/5 (1)
- Reference Guide To Useful Electronic Circuits And Circuit Design Techniques - Part 1De la EverandReference Guide To Useful Electronic Circuits And Circuit Design Techniques - Part 1Evaluare: 2.5 din 5 stele2.5/5 (3)
- Periyar 1000 Tamil 1Athiyaman-Team PDFDocument288 paginiPeriyar 1000 Tamil 1Athiyaman-Team PDFK.RamachandranÎncă nu există evaluări
- Automotive Air Conditioning and Climate Control SystemsDe la EverandAutomotive Air Conditioning and Climate Control SystemsEvaluare: 4 din 5 stele4/5 (6)
- Catalogue TecoDocument8 paginiCatalogue TecopriyantohonggonoÎncă nu există evaluări
- MANUAL ON CONSTRUCTION, TESTING, COMMISSIONING AND MAINTENANCE OF TRANSMISSION PROJECTSDocument381 paginiMANUAL ON CONSTRUCTION, TESTING, COMMISSIONING AND MAINTENANCE OF TRANSMISSION PROJECTSKrish Arumuru100% (1)
- Pipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsDe la EverandPipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsÎncă nu există evaluări
- FINAL Harmonic Study Report - HJI - First PhaseDocument37 paginiFINAL Harmonic Study Report - HJI - First Phasemanu100% (1)
- Flight ControllerDocument19 paginiFlight ControllerPrajvi Udar100% (3)
- A Guide to Ship Repair Estimates in Man-hoursDe la EverandA Guide to Ship Repair Estimates in Man-hoursEvaluare: 4.5 din 5 stele4.5/5 (5)
- Practical Solution Guide To ArcFlash Hazards PDFDocument150 paginiPractical Solution Guide To ArcFlash Hazards PDFroomel100% (2)
- Analog Circuit Design Volume 2: Immersion in the Black Art of Analog DesignDe la EverandAnalog Circuit Design Volume 2: Immersion in the Black Art of Analog DesignÎncă nu există evaluări
- Practical Guides to Testing and Commissioning of Mechanical, Electrical and Plumbing (Mep) InstallationsDe la EverandPractical Guides to Testing and Commissioning of Mechanical, Electrical and Plumbing (Mep) InstallationsEvaluare: 3.5 din 5 stele3.5/5 (3)
- Handbook of Energy Data and Calculations: Including Directory of Products and ServicesDe la EverandHandbook of Energy Data and Calculations: Including Directory of Products and ServicesÎncă nu există evaluări
- IEC 61363-1 ShortCircuit CalcsDocument44 paginiIEC 61363-1 ShortCircuit CalcsMakiber100% (2)
- Pipeline and Energy Plant Piping: Design and TechnologyDe la EverandPipeline and Energy Plant Piping: Design and TechnologyEvaluare: 5 din 5 stele5/5 (2)
- Offshore Wind Energy Generation: Control, Protection, and Integration to Electrical SystemsDe la EverandOffshore Wind Energy Generation: Control, Protection, and Integration to Electrical SystemsÎncă nu există evaluări
- Earth Ground Resistance TestDocument16 paginiEarth Ground Resistance Testkbgreat14471100% (1)
- What Is A ResistorDocument7 paginiWhat Is A ResistoremilcioraÎncă nu există evaluări
- Substation Insulation Coordination Studies-SparacinoDocument42 paginiSubstation Insulation Coordination Studies-SparacinoK.Ramachandran100% (1)
- The 3AP High Voltage Circuit Breakers Available up to 800 kVDocument12 paginiThe 3AP High Voltage Circuit Breakers Available up to 800 kVsurya892Încă nu există evaluări
- Industrial Applications of Infrared Thermography: How Infrared Analysis Can be Used to Improve Equipment InspectionDe la EverandIndustrial Applications of Infrared Thermography: How Infrared Analysis Can be Used to Improve Equipment InspectionEvaluare: 4.5 din 5 stele4.5/5 (3)
- Analysis of Engineering Cycles: Power, Refrigerating and Gas Liquefaction PlantDe la EverandAnalysis of Engineering Cycles: Power, Refrigerating and Gas Liquefaction PlantÎncă nu există evaluări
- Natural Gas Processing from Midstream to DownstreamDe la EverandNatural Gas Processing from Midstream to DownstreamNimir O. ElbashirÎncă nu există evaluări
- Dynamometer: Theory and Application to Engine TestingDe la EverandDynamometer: Theory and Application to Engine TestingÎncă nu există evaluări
- Analysis of Engineering Cycles: Thermodynamics and Fluid Mechanics SeriesDe la EverandAnalysis of Engineering Cycles: Thermodynamics and Fluid Mechanics SeriesEvaluare: 3 din 5 stele3/5 (1)
- ACSR PAnether Stringing Upto 350 MtrsDocument61 paginiACSR PAnether Stringing Upto 350 Mtrspsvsridhar100% (1)
- Gas-Engines and Producer-Gas Plants A Practice Treatise Setting Forth the Principles of Gas-Engines and Producer Design, the Selection and Installation of an Engine, Conditions of Perfect Operation, Producer-Gas Engines and Their Possibilities, the Care of Gas-Engines and Producer-Gas Plants, with a Chapter on Volatile Hydrocarbon and Oil EnginesDe la EverandGas-Engines and Producer-Gas Plants A Practice Treatise Setting Forth the Principles of Gas-Engines and Producer Design, the Selection and Installation of an Engine, Conditions of Perfect Operation, Producer-Gas Engines and Their Possibilities, the Care of Gas-Engines and Producer-Gas Plants, with a Chapter on Volatile Hydrocarbon and Oil EnginesÎncă nu există evaluări
- Operating SystemDocument24 paginiOperating Systembhjain7980% (5)
- Transmission Line Lightning StudyDocument7 paginiTransmission Line Lightning StudyK.RamachandranÎncă nu există evaluări
- Thermodynamic Design Data for Heat Pump Systems: A Comprehensive Data Base and Design ManualDe la EverandThermodynamic Design Data for Heat Pump Systems: A Comprehensive Data Base and Design ManualÎncă nu există evaluări
- BSF Earthing System Calculation 1Document29 paginiBSF Earthing System Calculation 1Veerasamy KarikalvalavanÎncă nu există evaluări
- Advanced Temperature Measurement and Control, Second EditionDe la EverandAdvanced Temperature Measurement and Control, Second EditionÎncă nu există evaluări
- Process Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersDe la EverandProcess Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersÎncă nu există evaluări
- Level Transmitter With HART and Foundation FIELDbus ProtocolDocument210 paginiLevel Transmitter With HART and Foundation FIELDbus Protocolsko88Încă nu există evaluări
- Microcontrollers Embedded Programming - Let's Start CodingDocument80 paginiMicrocontrollers Embedded Programming - Let's Start CodingjayanthÎncă nu există evaluări
- Service Manual Ergo BikeDocument36 paginiService Manual Ergo BikeRosu EugenÎncă nu există evaluări
- Ceramic Materials for Energy Applications V: A Collection of Papers Presented at the 39th International Conference on Advanced Ceramics and CompositesDe la EverandCeramic Materials for Energy Applications V: A Collection of Papers Presented at the 39th International Conference on Advanced Ceramics and CompositesJosef MatyášÎncă nu există evaluări
- Fluid Analysis for Mobile Equipment: Condition Monitoring and MaintenanceDe la EverandFluid Analysis for Mobile Equipment: Condition Monitoring and MaintenanceÎncă nu există evaluări
- Handbook of Electrical Engineering: For Practitioners in the Oil, Gas and Petrochemical IndustryDe la EverandHandbook of Electrical Engineering: For Practitioners in the Oil, Gas and Petrochemical IndustryÎncă nu există evaluări
- Power Systems-On-Chip: Practical Aspects of DesignDe la EverandPower Systems-On-Chip: Practical Aspects of DesignBruno AllardÎncă nu există evaluări
- Rapid Thermal Processing: Science and TechnologyDe la EverandRapid Thermal Processing: Science and TechnologyRichard B. FairÎncă nu există evaluări
- CT Sat Calculator (PSRC)Document345 paginiCT Sat Calculator (PSRC)Ezequiel Juarez BenítezÎncă nu există evaluări
- Kei PDFDocument48 paginiKei PDFvasanthi8025Încă nu există evaluări
- Kei PDFDocument48 paginiKei PDFvasanthi8025Încă nu există evaluări
- CT Sat Calculator (PSRC)Document345 paginiCT Sat Calculator (PSRC)Ezequiel Juarez BenítezÎncă nu există evaluări
- 765 PowerplantsDocument132 pagini765 PowerplantsRohit DeraÎncă nu există evaluări
- J Ij Bgçahç Mqfkiw: E .ÓåthrDocument18 paginiJ Ij Bgçahç Mqfkiw: E .ÓåthrK.RamachandranÎncă nu există evaluări
- Appendix B: Pipe Size DataDocument7 paginiAppendix B: Pipe Size DataSatyshikh SrivÎncă nu există evaluări
- DPE OHL Electrical and MechanicalDocument104 paginiDPE OHL Electrical and MechanicalK.Ramachandran100% (1)
- Duogen Product Bulletin1Document2 paginiDuogen Product Bulletin1K.RamachandranÎncă nu există evaluări
- PlayerDocument1 paginăPlayerK.RamachandranÎncă nu există evaluări
- Safety Osha TestDocument60 paginiSafety Osha TestK.Ramachandran100% (1)
- Prysmian HVC LR 220kV CableDocument20 paginiPrysmian HVC LR 220kV Cablebpjindia100% (1)
- New-Black Start of SR 2013Document189 paginiNew-Black Start of SR 2013K.RamachandranÎncă nu există evaluări
- Vivek Verma ThesisDocument50 paginiVivek Verma ThesisK.RamachandranÎncă nu există evaluări
- Circuit Breaker 1Document16 paginiCircuit Breaker 1K.RamachandranÎncă nu există evaluări
- Chalmer PS Test GridDocument49 paginiChalmer PS Test GridK.RamachandranÎncă nu există evaluări
- Earth-Ground TutorialDocument16 paginiEarth-Ground TutorialK.RamachandranÎncă nu există evaluări
- 13 Thermal Power Plant Plomin21Document20 pagini13 Thermal Power Plant Plomin21K.RamachandranÎncă nu există evaluări
- Bus BarsDocument52 paginiBus BarsK.RamachandranÎncă nu există evaluări
- Practical Experience Gained From Dissolved Gas Analysis at An Aluminium Smelter - Eurotehcon2011-PresentationDocument42 paginiPractical Experience Gained From Dissolved Gas Analysis at An Aluminium Smelter - Eurotehcon2011-PresentationK.RamachandranÎncă nu există evaluări
- Part 04 D - WinIQSIM Modulation Settings Panel v0Document10 paginiPart 04 D - WinIQSIM Modulation Settings Panel v0Thierry IRIEÎncă nu există evaluări
- Internship Report Pakistan Telecommunication Company Limited, BahawalpurDocument30 paginiInternship Report Pakistan Telecommunication Company Limited, BahawalpurTooba AliÎncă nu există evaluări
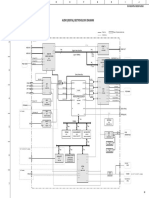
- Block Diagrams: Audio (Digital) Section Block DiagramDocument19 paginiBlock Diagrams: Audio (Digital) Section Block DiagramAran Jed HostelleroÎncă nu există evaluări
- CONTROL VALVES AND ACTUATORSDocument72 paginiCONTROL VALVES AND ACTUATORSJoseph ChalilÎncă nu există evaluări
- NC252MP: High Efficiency Self Contained Amplifier ModuleDocument19 paginiNC252MP: High Efficiency Self Contained Amplifier ModuleMeego TestsÎncă nu există evaluări
- P0113 IAT sensor circuit highDocument8 paginiP0113 IAT sensor circuit highLewis JoseyÎncă nu există evaluări
- Wind Energy Research PaperDocument4 paginiWind Energy Research PaperKumail Hasan NaqviÎncă nu există evaluări
- Patient Monitor Maintenance CheckDocument2 paginiPatient Monitor Maintenance CheckDickyÎncă nu există evaluări
- Amtech 5 Shades of YellowDocument5 paginiAmtech 5 Shades of YellowDavid WattsÎncă nu există evaluări
- Polimobil PlusDocument8 paginiPolimobil Plusrossi100% (1)
- Application of PiezoelectricityDocument30 paginiApplication of PiezoelectricityMohammad Mostofa Kamal KowshikÎncă nu există evaluări
- 4Gb, 8Gb, 16Gb: x8, x16 NAND Flash Memory FeaturesDocument132 pagini4Gb, 8Gb, 16Gb: x8, x16 NAND Flash Memory FeaturesVasil StoianovÎncă nu există evaluări
- Mcqs cs302Document6 paginiMcqs cs302Abrish AliÎncă nu există evaluări
- Wavepro LT Busway Cost Effective Solution For Electrical DistributionDocument30 paginiWavepro LT Busway Cost Effective Solution For Electrical DistributionPravin HonmuteÎncă nu există evaluări
- The Framework of Advanced Distribution Management SystemDocument5 paginiThe Framework of Advanced Distribution Management SystemBehrouz AzimianÎncă nu există evaluări
- Ad Notam Display Frame Unit: Product HighlightsDocument5 paginiAd Notam Display Frame Unit: Product HighlightsVishal SuryawaniÎncă nu există evaluări
- Ismart Operation ManualDocument138 paginiIsmart Operation ManualMoreno CancunÎncă nu există evaluări
- Thomson Roc 3205Document24 paginiThomson Roc 3205Hrvatski strelicarski savezÎncă nu există evaluări
- State of The Art DC-DC Converter Topologies For The Multi-Terminal DC Grid Applications: A ReviewDocument7 paginiState of The Art DC-DC Converter Topologies For The Multi-Terminal DC Grid Applications: A ReviewariphineÎncă nu există evaluări
- AREVA MiCOM Prot Relay DetailsDocument2 paginiAREVA MiCOM Prot Relay Detailsabdulyunus_amirÎncă nu există evaluări
- 6-Pin Wire Harness Assembly Installation GuideDocument2 pagini6-Pin Wire Harness Assembly Installation Guidelucian stoianofÎncă nu există evaluări
- Chapter 1 Signals and Systems Problem SolutionsDocument36 paginiChapter 1 Signals and Systems Problem Solutionsaditvas0% (2)