S-ar putea să vă placă și
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Struct ProblemsDocument36 paginiStruct Problemsev xvÎncă nu există evaluări
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (73)
- Concrete Pouring Permit: ChecklistDocument9 paginiConcrete Pouring Permit: ChecklistGenevieve GayosoÎncă nu există evaluări
- Road Design Standards 2021Document56 paginiRoad Design Standards 2021Engr.Towhidul IslamÎncă nu există evaluări
- Structural ReviewerDocument39 paginiStructural ReviewerPrincess Diana ArrojadoÎncă nu există evaluări
- Molds For Forming Concrete Test Cylinders VerticallyDocument5 paginiMolds For Forming Concrete Test Cylinders VerticallyAquinoÎncă nu există evaluări
- Project Quality ManagementDocument4 paginiProject Quality ManagementSadashiw PatilÎncă nu există evaluări
- Project Quality ManagementDocument4 paginiProject Quality ManagementSadashiw PatilÎncă nu există evaluări
- 11-Influence of Porosity On Compressive and Tensile Strength of Cement MortarDocument6 pagini11-Influence of Porosity On Compressive and Tensile Strength of Cement Mortarsadi3013Încă nu există evaluări
- Guidance notes and model clauses for minimising ASR riskDocument33 paginiGuidance notes and model clauses for minimising ASR riskRavi7654Încă nu există evaluări
- Corrosion AllowanceDocument35 paginiCorrosion AllowanceReni Mutiara Sari50% (2)
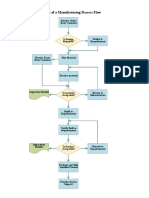
- Sample Process Flow Chart MFG 1Document1 paginăSample Process Flow Chart MFG 1Ye YintÎncă nu există evaluări
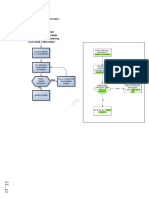
- Risk MGMT Thrugh Process ApproachDocument1 paginăRisk MGMT Thrugh Process ApproachSadashiw PatilÎncă nu există evaluări
- 49315Document36 pagini49315Vijay KumarÎncă nu există evaluări
- Apendix ADocument1 paginăApendix ASadashiw PatilÎncă nu există evaluări
- Ppe 2Document1 paginăPpe 2Sadashiw PatilÎncă nu există evaluări
- Recognition of Competent Person Under SMPV 0Document6 paginiRecognition of Competent Person Under SMPV 0Sadashiw PatilÎncă nu există evaluări
- Ankle Boot.: ExcavatorDocument2 paginiAnkle Boot.: ExcavatorSadashiw PatilÎncă nu există evaluări
- Brand - Msa 1.1) Model - V-Gard® 500 Vented Hard Hat Cap StyleDocument3 paginiBrand - Msa 1.1) Model - V-Gard® 500 Vented Hard Hat Cap StyleSadashiw PatilÎncă nu există evaluări
- EOI For Competent Persons Under SMPV (U) Rules 2016Document2 paginiEOI For Competent Persons Under SMPV (U) Rules 2016Sadashiw PatilÎncă nu există evaluări
- Refractory Inspection-3Document2 paginiRefractory Inspection-3Sadashiw PatilÎncă nu există evaluări
- The Static and Mobile Pressure VesselsDocument28 paginiThe Static and Mobile Pressure VesselsSadashiw PatilÎncă nu există evaluări
- Safety Goggles 1) Sure Safety 1.1) 3M Indoor - Outdoor Safety EyewearDocument2 paginiSafety Goggles 1) Sure Safety 1.1) 3M Indoor - Outdoor Safety EyewearSadashiw PatilÎncă nu există evaluări
- EOI For Competent Persons Under SMPV (U) Rules 2016Document2 paginiEOI For Competent Persons Under SMPV (U) Rules 2016Sadashiw PatilÎncă nu există evaluări
- Boiler and HRSG pressure conversion chartDocument1 paginăBoiler and HRSG pressure conversion chartSadashiw PatilÎncă nu există evaluări
- Pressure Conversion PDFDocument1 paginăPressure Conversion PDFSadashiw Patil100% (1)
- CBB Prospectus 2018Document23 paginiCBB Prospectus 2018Sadashiw PatilÎncă nu există evaluări
- MAWPDocument1 paginăMAWPSadashiw PatilÎncă nu există evaluări
- Flange Joints Avoiding Installation Pitfalls 2014Document11 paginiFlange Joints Avoiding Installation Pitfalls 2014Urtzi LegorburuÎncă nu există evaluări
- Plate Mill ToleranceDocument4 paginiPlate Mill ToleranceSadashiw Patil0% (1)
- Welding Terms & DefinationDocument37 paginiWelding Terms & DefinationSadashiw PatilÎncă nu există evaluări
- Company ProfileDocument9 paginiCompany ProfileSadashiw PatilÎncă nu există evaluări
- Guide to flange facing: types of damage, finishes, gaskets and machine typesDocument1 paginăGuide to flange facing: types of damage, finishes, gaskets and machine typesjksankar100% (1)
- 1Document1 pagină1Sadashiw PatilÎncă nu există evaluări
- Terms & Defination PDFDocument37 paginiTerms & Defination PDFSadashiw PatilÎncă nu există evaluări
- Metric UnitsDocument47 paginiMetric UnitsSadashiw PatilÎncă nu există evaluări
- Travel Camera Comparison TableDocument1 paginăTravel Camera Comparison TableSadashiw Patil0% (1)
- RUST GRADES On Steel SurfacesDocument10 paginiRUST GRADES On Steel SurfacesSadashiw PatilÎncă nu există evaluări
- Bridge Inspection Standards in Japan and UsDocument14 paginiBridge Inspection Standards in Japan and UsAlpin MaulidinÎncă nu există evaluări
- Metallurgical Failure Investigation ServicesDocument123 paginiMetallurgical Failure Investigation ServicesAhmedHussainQureshiÎncă nu există evaluări
- Prestressed Hollow-Core Walls: A Name Truly Cast in ConcreteDocument6 paginiPrestressed Hollow-Core Walls: A Name Truly Cast in Concreteomar42170Încă nu există evaluări
- KHRI Webinar (29-05-2020) - Pervious Concrete Pavement Systems - 29 May 20 - Dr. Krishna Prapoorna IITT PDFDocument83 paginiKHRI Webinar (29-05-2020) - Pervious Concrete Pavement Systems - 29 May 20 - Dr. Krishna Prapoorna IITT PDFassistant directorÎncă nu există evaluări
- Advance Construction MaterialsDocument4 paginiAdvance Construction MaterialsVivek MakhechaÎncă nu există evaluări
- Chemical Anchor Technical Handbook 072008Document89 paginiChemical Anchor Technical Handbook 072008Phill SmithÎncă nu există evaluări
- Diseño y Propiedades de Ingeniería de Un Concreto Activado Alcalinamente Basado en Una Puzolana NaturalDocument12 paginiDiseño y Propiedades de Ingeniería de Un Concreto Activado Alcalinamente Basado en Una Puzolana NaturalReforzamiento Matematico Ingmate HuantaÎncă nu există evaluări
- Nitozinc Primer: Two Component Epoxy Zincrich PrimerDocument3 paginiNitozinc Primer: Two Component Epoxy Zincrich Primeryash shahÎncă nu există evaluări
- Structural Engineer ResumeDocument6 paginiStructural Engineer ResumeElencheliyan PandeeyanÎncă nu există evaluări
- Internship Report - Elite PaintDocument51 paginiInternship Report - Elite PaintJaoher DaudÎncă nu există evaluări
- Preventing Chloride-Induced Reinforcement Corrosion in Marine ConcreteDocument8 paginiPreventing Chloride-Induced Reinforcement Corrosion in Marine ConcretevictorrbgÎncă nu există evaluări
- FINAL REPORT Coastal Markets PDFDocument58 paginiFINAL REPORT Coastal Markets PDFVelina MilevaÎncă nu există evaluări
- BASF Mastertop 538 DSDocument3 paginiBASF Mastertop 538 DSSaud PathiranaÎncă nu există evaluări
- Rural Builder Concrete PiersDocument9 paginiRural Builder Concrete PiersFidan DaskalovÎncă nu există evaluări
- Navaneetha Content 1Document5 paginiNavaneetha Content 1Pavithran ParameshwaranÎncă nu există evaluări
- Compressor Installation & Operation Manual: For Ambient Air Compressors Air Boosters Gas CompressorsDocument60 paginiCompressor Installation & Operation Manual: For Ambient Air Compressors Air Boosters Gas Compressorssyedkaifi aftabÎncă nu există evaluări
- 575 Tech Specs Placenta Pit FinalDocument9 pagini575 Tech Specs Placenta Pit FinalJohn Aries Almelor SarzaÎncă nu există evaluări
- Orient Cements: Company ProfileDocument7 paginiOrient Cements: Company ProfileAkshay SharmaÎncă nu există evaluări
- Partially Ordered Systems: Springer Science+ Business Media, LLCDocument226 paginiPartially Ordered Systems: Springer Science+ Business Media, LLCMauricio Londoño MontoyaÎncă nu există evaluări
- Flowcem: Self-smoothing epoxy-cement compositeDocument2 paginiFlowcem: Self-smoothing epoxy-cement compositeQuoc AnÎncă nu există evaluări
- RF4 PK PDFDocument2 paginiRF4 PK PDFMuhammad WaseemÎncă nu există evaluări
- Concept Document For Solar BallastDocument10 paginiConcept Document For Solar BallastSOURAV RANJAN KHANRAÎncă nu există evaluări
- Abraham General Work MethdologyDocument13 paginiAbraham General Work MethdologyAbraham Ayalew0% (1)