S-ar putea să vă placă și
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5795)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1091)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- Industrial HygieneDocument47 paginiIndustrial HygieneFatima CellonaÎncă nu există evaluări
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- Rilling OP Ata: IG Ccumulator NIT ATA Equired CcumulatorDocument1 paginăRilling OP Ata: IG Ccumulator NIT ATA Equired CcumulatorKiryaki FrancisÎncă nu există evaluări
- Injection Blow Moulded Products Book PDFDocument13 paginiInjection Blow Moulded Products Book PDFShafeeq AhmedÎncă nu există evaluări
- PROCEEDINGS of The 4th International Conference On Heap Leach SolutionsDocument455 paginiPROCEEDINGS of The 4th International Conference On Heap Leach SolutionsjoelÎncă nu există evaluări
- Gates and HoistsDocument184 paginiGates and HoistsVikas Shrimali86% (7)
- UTL G GS-8 Rev10 Piping MaterialsDocument253 paginiUTL G GS-8 Rev10 Piping Materialsmasoud132Încă nu există evaluări
- Vendor List-IOCLDocument67 paginiVendor List-IOCLsubudhiprasanna50% (2)
- Multiphase Design Guide Part1Document104 paginiMultiphase Design Guide Part1ShyBokx100% (3)
- IB Biology IA: Enzymes and InhibitionDocument16 paginiIB Biology IA: Enzymes and InhibitionMomina Amjad95% (73)
- HTM 2031 Autoclave Steam Sterilization Directives PDFDocument74 paginiHTM 2031 Autoclave Steam Sterilization Directives PDFJJ MM0% (1)
- OISD-GDN 199: Oil Industry Safety DirectorateDocument32 paginiOISD-GDN 199: Oil Industry Safety Directoratemasoud132Încă nu există evaluări
- Report 2 Material and Energy Balance - Doc FinalDocument36 paginiReport 2 Material and Energy Balance - Doc Finalthembeka422100% (2)
- 175 Ir012000Document2 pagini175 Ir012000masoud132Încă nu există evaluări
- General Workplace Safety: JUNE 2006Document149 paginiGeneral Workplace Safety: JUNE 2006masoud132Încă nu există evaluări
- Dynamics - Bedford - 2Document1 paginăDynamics - Bedford - 2masoud132Încă nu există evaluări
- The Institute of Mechanical Engineers (Imeche) : 5 1.2 Engineering Institutions and Engineering SocietiesDocument1 paginăThe Institute of Mechanical Engineers (Imeche) : 5 1.2 Engineering Institutions and Engineering Societiesmasoud132Încă nu există evaluări
- The Institute of Mechanical Engineers (Imeche) : 6 CHAPTER 1 Engineers and Designers-Career Paths-InstitutesDocument1 paginăThe Institute of Mechanical Engineers (Imeche) : 6 CHAPTER 1 Engineers and Designers-Career Paths-Institutesmasoud132Încă nu există evaluări
- The Institute of Engineering and Technology (Iet)Document1 paginăThe Institute of Engineering and Technology (Iet)masoud132Încă nu există evaluări
- Engineering Institutions and Engineering Societies: American Society of Mechanical Engineers (Asme)Document1 paginăEngineering Institutions and Engineering Societies: American Society of Mechanical Engineers (Asme)masoud132Încă nu există evaluări
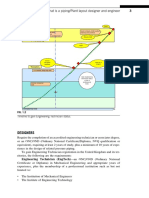
- 3 1.1 What Is A Piping/plant Layout Designer and Engineer: DesignersDocument1 pagină3 1.1 What Is A Piping/plant Layout Designer and Engineer: Designersmasoud132Încă nu există evaluări
- SP 10 17 PDFDocument8 paginiSP 10 17 PDFmasoud132Încă nu există evaluări
- SP 10 03 PDFDocument7 paginiSP 10 03 PDFmasoud132Încă nu există evaluări
- 2 CHAPTER 1 Engineers and Designers-Career Paths-InstitutesDocument1 pagină2 CHAPTER 1 Engineers and Designers-Career Paths-Institutesmasoud132Încă nu există evaluări
- Engineers and Designers - Career Paths-Institutes: What Is A Piping/Plant Layout Designer and EngineerDocument1 paginăEngineers and Designers - Career Paths-Institutes: What Is A Piping/Plant Layout Designer and Engineermasoud132Încă nu există evaluări
- SP 10 04Document8 paginiSP 10 04masoud132Încă nu există evaluări
- Mishra 2020Document79 paginiMishra 2020hanadi ahmedÎncă nu există evaluări
- BOMBA NEUMATICA ARGAL-ASTRA-EVO-DDE-Instruction-Manual-rev-11-2021Document58 paginiBOMBA NEUMATICA ARGAL-ASTRA-EVO-DDE-Instruction-Manual-rev-11-2021Jose Luis Ari AchahuiÎncă nu există evaluări
- 0610 s14 Ms 32 PDFDocument8 pagini0610 s14 Ms 32 PDFCorinSaputraÎncă nu există evaluări
- Lab ManualDocument38 paginiLab ManualJean-Michell De MartinoÎncă nu există evaluări
- Exercise-Application of Nanotechnology in IndustryDocument3 paginiExercise-Application of Nanotechnology in Industrysaadhana elangovan100% (1)
- Unit-1 IGNOuDocument20 paginiUnit-1 IGNOuŞhŕůťí MîšhřāÎncă nu există evaluări
- 03 39 00 - Concrete Curing PDFDocument3 pagini03 39 00 - Concrete Curing PDFmasoodaeÎncă nu există evaluări
- 0625 s12 QP 13Document20 pagini0625 s12 QP 13Ahmed Hany ElGezawyÎncă nu există evaluări
- A Review - Self Nanoemulsifying Drug Delivery System (Snedds)Document13 paginiA Review - Self Nanoemulsifying Drug Delivery System (Snedds)Lilia AndromedaÎncă nu există evaluări
- Intertek Minerals Schedule of Services and Charges 2022 AUS PDFDocument60 paginiIntertek Minerals Schedule of Services and Charges 2022 AUS PDFJGGÎncă nu există evaluări
- Combustion: Luminous Gas Flame Flame Front Luminous Non-LuminousDocument18 paginiCombustion: Luminous Gas Flame Flame Front Luminous Non-LuminousMd. Ahsanur RahmanÎncă nu există evaluări
- Real-Time Cure Monitoring of Unsaturated Polyester Resin From Ultra-Violet CuringDocument11 paginiReal-Time Cure Monitoring of Unsaturated Polyester Resin From Ultra-Violet CuringDanielApazaÎncă nu există evaluări
- React Scales PosterDocument1 paginăReact Scales PosterFrancesco ManiscalcoÎncă nu există evaluări
- ProjectDocument18 paginiProjectRaja ShankarÎncă nu există evaluări
- Rates of Reaction - Disappearing Cross LabDocument3 paginiRates of Reaction - Disappearing Cross Lab4L Anisha SieudassÎncă nu există evaluări
- Lenzing Viscose-Modal Pretreatment Dyeing FinishinDocument16 paginiLenzing Viscose-Modal Pretreatment Dyeing FinishinPrabhu TexcomsÎncă nu există evaluări
- VATER Elgate Fence & Gate Systems INFO List JULY19Document6 paginiVATER Elgate Fence & Gate Systems INFO List JULY19GarryÎncă nu există evaluări
- Physical and Chemical Properties of WaterDocument4 paginiPhysical and Chemical Properties of WaterSifatÎncă nu există evaluări
- H2 - Prelim 2009 Paper1Document16 paginiH2 - Prelim 2009 Paper1Augustine NgÎncă nu există evaluări
- Aits 1819 Jeea FT Xi Paper 2 SolDocument11 paginiAits 1819 Jeea FT Xi Paper 2 SolPollardÎncă nu există evaluări