S-ar putea să vă placă și
- Copper Alloy ProductDocument7 paginiCopper Alloy ProductFernando Fernandes Da SilvaÎncă nu există evaluări
- Cu Ni FabricationDocument28 paginiCu Ni FabricationAli Varmazyar100% (1)
- Weld Wire CatalogDocument50 paginiWeld Wire CatalogMurdock Howling MadÎncă nu există evaluări
- CW CAT TABEL25!08!09 BewerkversieDocument46 paginiCW CAT TABEL25!08!09 BewerkversieAdeKusumahÎncă nu există evaluări
- AVESTA How To Weld Duplex SteelDocument20 paginiAVESTA How To Weld Duplex SteelGMacella100% (1)
- AluminumPresentationIEEE (CompatibilityMode)Document31 paginiAluminumPresentationIEEE (CompatibilityMode)A. HassanÎncă nu există evaluări
- C 18150Document2 paginiC 1815003sri03Încă nu există evaluări
- STABILOYMCCable BW0007Document7 paginiSTABILOYMCCable BW0007DADYKILLÎncă nu există evaluări
- RMCbrochure Steel 2011Document4 paginiRMCbrochure Steel 2011hewankukerenÎncă nu există evaluări
- Friction Welding of Combat Vehicles at TWI: by Stephan Kallee and Dave NicholasDocument10 paginiFriction Welding of Combat Vehicles at TWI: by Stephan Kallee and Dave NicholasB Vijaya KumarÎncă nu există evaluări
- 11KV TRANSMISSION LINES SpecificationDocument16 pagini11KV TRANSMISSION LINES SpecificationIwan Tristiawan0% (1)
- Connecting Unlike MetalsDocument2 paginiConnecting Unlike MetalsHenryGaltÎncă nu există evaluări
- CuW Sintered E USDocument5 paginiCuW Sintered E USanuragsngÎncă nu există evaluări
- Schlegel Conductive Elastomers r1Document31 paginiSchlegel Conductive Elastomers r1yobet_navaÎncă nu există evaluări
- Aluminium and Its Alloys Used in Electrical EngineeringDocument7 paginiAluminium and Its Alloys Used in Electrical EngineeringTigrilloÎncă nu există evaluări
- Lincoln Weld Directory C2.10Document32 paginiLincoln Weld Directory C2.10edgarpato100% (1)
- Sheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkDe la EverandSheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkÎncă nu există evaluări
- EutecTrode Manual Metal Arc Electrodes PDFDocument12 paginiEutecTrode Manual Metal Arc Electrodes PDFswapneel_kulkarniÎncă nu există evaluări
- Medium Voltage MZDocument86 paginiMedium Voltage MZsujiÎncă nu există evaluări
- OCI - MV Power CableDocument86 paginiOCI - MV Power CableSubhiah CÎncă nu există evaluări
- 03 Web Xlpe Guide enDocument8 pagini03 Web Xlpe Guide endes1982100% (1)
- Composite Metal Deck CatalogDocument15 paginiComposite Metal Deck CatalogalexkirokosÎncă nu există evaluări
- HardfacingDocument15 paginiHardfacingYahya IsiedÎncă nu există evaluări
- Wire Electrode ShipbuildingDocument30 paginiWire Electrode ShipbuildingMuhammad BaqiÎncă nu există evaluări
- Earthing and Lightning Protection MetricDocument40 paginiEarthing and Lightning Protection MetricbalabhaviniÎncă nu există evaluări
- The Weldability of Steels Used in Jack-Up Drilling PlatformsDocument10 paginiThe Weldability of Steels Used in Jack-Up Drilling PlatformsAnat HershkovitzÎncă nu există evaluări
- ACSR ConductorDocument13 paginiACSR ConductorHrshiya SharmaÎncă nu există evaluări
- Overhead ConductorsDocument46 paginiOverhead Conductorsمحمد كهرباءÎncă nu există evaluări
- Welding Technology Steelconstr - EngDocument32 paginiWelding Technology Steelconstr - EngLukman Tarigan SumatraÎncă nu există evaluări
- 12 - Vdmee E69 4Document10 pagini12 - Vdmee E69 4el_tirano_regresa7359100% (1)
- Electronic Applications: Part One: Key Benefits How It Helps Fact Sheet Multiuser FAQ Contact Order NowDocument2 paginiElectronic Applications: Part One: Key Benefits How It Helps Fact Sheet Multiuser FAQ Contact Order NowAnOnYmOuS_1995Încă nu există evaluări
- All Types of Cable Lugs ManufacturerDocument4 paginiAll Types of Cable Lugs ManufacturerUjjwal ShahÎncă nu există evaluări
- Working Principle With Image Protection For Operator Advantages Disadvantages ApplicationsDocument13 paginiWorking Principle With Image Protection For Operator Advantages Disadvantages ApplicationsHirenÎncă nu există evaluări
- Standard Blacksmithing, Horseshoeing and Wagon Making: Containing: Twelve Lessons in Elementary Blacksmithing Adapted to the Demand of Schools and Colleges of Mechanic Arts: Tables, Rules and Receipts Useful to Manufactures, Machinists, Engineers and BlacksmithsDe la EverandStandard Blacksmithing, Horseshoeing and Wagon Making: Containing: Twelve Lessons in Elementary Blacksmithing Adapted to the Demand of Schools and Colleges of Mechanic Arts: Tables, Rules and Receipts Useful to Manufactures, Machinists, Engineers and BlacksmithsÎncă nu există evaluări
- Medium Voltage Composite InsulatorsDocument14 paginiMedium Voltage Composite Insulatorsdeepthik27Încă nu există evaluări
- High Temperature Brazing AlloysDocument0 paginiHigh Temperature Brazing AlloysvkmsÎncă nu există evaluări
- Welding Consumables For Hydro Power StationsDocument16 paginiWelding Consumables For Hydro Power StationsMohamed FaragÎncă nu există evaluări
- Sexton's Pocket-Book for Boiler-Makers and Steam Users: Comprising a Variety of Useful Information for Employer and Workmen, Government Inspectors, Board of Trade Surveyors, Engineers in Charge of Works and Ships, Foreman of Manufactories, and the General Steam-Using PublicDe la EverandSexton's Pocket-Book for Boiler-Makers and Steam Users: Comprising a Variety of Useful Information for Employer and Workmen, Government Inspectors, Board of Trade Surveyors, Engineers in Charge of Works and Ships, Foreman of Manufactories, and the General Steam-Using PublicÎncă nu există evaluări
- Material Specs - LugsDocument15 paginiMaterial Specs - LugsVijay RaghavanÎncă nu există evaluări
- Resumen Tubería EMT-IMC-RMC (Wheatland)Document2 paginiResumen Tubería EMT-IMC-RMC (Wheatland)Armando de AvilaÎncă nu există evaluări
- CuniDocument32 paginiCunikampit100% (1)
- B 211 - 02 - Qjixms0wmgDocument10 paginiB 211 - 02 - Qjixms0wmgmercab15Încă nu există evaluări
- CopperClad Wire and StrandDocument20 paginiCopperClad Wire and Strandpriyanka236Încă nu există evaluări
- Welcome YOU: Science & Technology of WeldingDocument74 paginiWelcome YOU: Science & Technology of WeldingShrikant MojeÎncă nu există evaluări
- Investigation and Application of High Strength Low Alloy Wear Resistant Cast SteelDocument4 paginiInvestigation and Application of High Strength Low Alloy Wear Resistant Cast Steelz2aliÎncă nu există evaluări
- Weldability of Cr-Mo SteelsDocument20 paginiWeldability of Cr-Mo SteelsNitin Bajpai100% (2)
- Welding: DefinitionDocument23 paginiWelding: DefinitionPRATIK PODDARÎncă nu există evaluări
- EarthingDocument11 paginiEarthingHatake KakasiÎncă nu există evaluări
- Ed Downloads As A MDocument3 paginiEd Downloads As A Msaurabhjerps231221Încă nu există evaluări
- Aluminum BronzeDocument37 paginiAluminum Bronzelijojose1Încă nu există evaluări
- Al Alloy & CCA CatalogDocument8 paginiAl Alloy & CCA CatalogGaurav GuptaÎncă nu există evaluări
- T & B Fittings - EngDocument158 paginiT & B Fittings - EngBill CaiÎncă nu există evaluări
- Nichrome Alloys For HeatingDocument10 paginiNichrome Alloys For HeatingRajaram GanesanÎncă nu există evaluări
- 1 - Volumen 1 - Fittings PDFDocument168 pagini1 - Volumen 1 - Fittings PDFjuan_octoberÎncă nu există evaluări
- Exothermic Welconnection Copper Strip To RebarDocument8 paginiExothermic Welconnection Copper Strip To RebarBenny HillÎncă nu există evaluări
- Shielded Metal Arc WeldingDocument4 paginiShielded Metal Arc WeldingLloyd AlmonteÎncă nu există evaluări
- Stainless Steel Electrodes EngDocument18 paginiStainless Steel Electrodes EngKeneth Del CarmenÎncă nu există evaluări
- Chapter 14 WeldingDocument22 paginiChapter 14 WeldingRiian ApriansyahÎncă nu există evaluări
- A Practical Workshop Companion for Tin, Sheet Iron, and Copper Plate Workers: Containing Rules for Describing Various Kinds of Patterns used by Tin, Sheet Iron, and Copper Plate Workers, Practical Geometry, Mensuration of Surfaces and Solids, Tables of the Weights of Metals, Lead Pipe, Tables of Areas and CircumferencesDe la EverandA Practical Workshop Companion for Tin, Sheet Iron, and Copper Plate Workers: Containing Rules for Describing Various Kinds of Patterns used by Tin, Sheet Iron, and Copper Plate Workers, Practical Geometry, Mensuration of Surfaces and Solids, Tables of the Weights of Metals, Lead Pipe, Tables of Areas and CircumferencesÎncă nu există evaluări
- YellowGate Catalog v1 PDFDocument68 paginiYellowGate Catalog v1 PDFOswaldo GuerraÎncă nu există evaluări
- Higher Algebra - Hall & KnightDocument593 paginiHigher Algebra - Hall & KnightRam Gollamudi100% (2)
- Higher Algebra - Hall & KnightDocument593 paginiHigher Algebra - Hall & KnightRam Gollamudi100% (2)
- Higher Algebra - Hall & KnightDocument593 paginiHigher Algebra - Hall & KnightRam Gollamudi100% (2)
- Weva4 4085Document6 paginiWeva4 4085igtepÎncă nu există evaluări
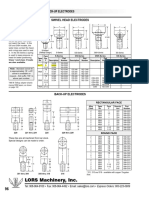
- Lors Catalog 2010-3Document1 paginăLors Catalog 2010-3igtepÎncă nu există evaluări
- TFM-561U: Quick Installation GuideDocument9 paginiTFM-561U: Quick Installation GuideigtepÎncă nu există evaluări
- WD Mybook Essential User Guide EnglishDocument77 paginiWD Mybook Essential User Guide Englishmatfox2Încă nu există evaluări
- Self-Locating Projection Weld Nuts BulletinDocument4 paginiSelf-Locating Projection Weld Nuts BulletinigtepÎncă nu există evaluări
- Catalog 100Document100 paginiCatalog 100igtepÎncă nu există evaluări
- PLANT LAYOUT and ISOMETRICDocument51 paginiPLANT LAYOUT and ISOMETRICMudhita Putri100% (2)
- ChemistryDocument83 paginiChemistryEnzo ValendinoÎncă nu există evaluări
- Water Distribution SystemDocument6 paginiWater Distribution SystemGDELA CRUZ, PRINCEZKHA ANN D.Încă nu există evaluări
- Ptfe HandbookDocument38 paginiPtfe Handbookparthihce100% (1)
- 2, 3, and 4 Wire RTDs - What Is The Difference - PDFDocument2 pagini2, 3, and 4 Wire RTDs - What Is The Difference - PDFKelly chatingÎncă nu există evaluări
- PV and Biomass TechnologyDocument11 paginiPV and Biomass TechnologyRichard WhiteleyÎncă nu există evaluări
- 998-21327565 DVR Ebro GMADocument24 pagini998-21327565 DVR Ebro GMACata CatalinÎncă nu există evaluări
- Metravi ERT 1501 ERT 1501R Digital Earth Resistance Tester Catalogue Mar23Document1 paginăMetravi ERT 1501 ERT 1501R Digital Earth Resistance Tester Catalogue Mar23rdsb.bhatiaÎncă nu există evaluări
- Calculations For IB ChemistryDocument16 paginiCalculations For IB Chemistryanthor100% (3)
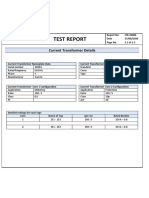
- Test Report: Current Transformer DetailsDocument3 paginiTest Report: Current Transformer DetailsJRC TestingÎncă nu există evaluări
- MM Meccalte Mec1275Document4 paginiMM Meccalte Mec1275HabibÎncă nu există evaluări
- Gen2 Otis PDFDocument6 paginiGen2 Otis PDFEng M ElseaidyÎncă nu există evaluări
- Power Electronics LabDocument4 paginiPower Electronics LabVikram RaoÎncă nu există evaluări
- Spring Summer 2023 Technical Exams ListDocument10 paginiSpring Summer 2023 Technical Exams ListAshraf BadrÎncă nu există evaluări
- Selection of Diesel GeneratorDocument3 paginiSelection of Diesel GeneratordankorankoÎncă nu există evaluări
- Syllabus EE 525Document2 paginiSyllabus EE 525Sajal JainÎncă nu există evaluări
- Chemical BondingDocument6 paginiChemical BondingNoongju AbdullahÎncă nu există evaluări
- World Energy Issues Monitor 2022 - Global ReportDocument30 paginiWorld Energy Issues Monitor 2022 - Global ReportAhmedÎncă nu există evaluări
- Genrator Dosent StartDocument21 paginiGenrator Dosent StartMohammad AmerÎncă nu există evaluări
- EcoTech Mp10 Manual ManualDocument10 paginiEcoTech Mp10 Manual Manualjuanjj100Încă nu există evaluări
- Affirmative SugarCane LabSWWDocument121 paginiAffirmative SugarCane LabSWWAtraSicariusÎncă nu există evaluări
- 06 FEED Development - Onshore and OffshoreDocument2 pagini06 FEED Development - Onshore and Offshorezdq02Încă nu există evaluări
- Concept Map of Big Bang TheoryDocument1 paginăConcept Map of Big Bang Theorybelgacac396744% (9)
- EX22CT (RHFE-559FTA2) : FeaturesDocument4 paginiEX22CT (RHFE-559FTA2) : Featuresrafiullah353Încă nu există evaluări
- Vapor Sensor: Installation GuideDocument12 paginiVapor Sensor: Installation GuideShalvaTavdgiridzeÎncă nu există evaluări
- Labphys 6Document4 paginiLabphys 6Edyson CitraÎncă nu există evaluări
- New Cable ChartDocument1 paginăNew Cable ChartFarhan ShahÎncă nu există evaluări
- Prepared by Ray Delaforce For Internal Use OnlyDocument20 paginiPrepared by Ray Delaforce For Internal Use OnlyEdwin MariacaÎncă nu există evaluări
- Electrical Component LocatorDocument8 paginiElectrical Component Locatoromar menciasÎncă nu există evaluări
- Laura Mersini-Houghton - Birth of The Universe From The MultiverseDocument25 paginiLaura Mersini-Houghton - Birth of The Universe From The MultiverseDex30KMÎncă nu există evaluări