S-ar putea să vă placă și
- List of Irs SpecificationsDocument4 paginiList of Irs SpecificationsSambhav PoddarÎncă nu există evaluări
- ML041000284 PDFDocument19 paginiML041000284 PDFAnuj DeoÎncă nu există evaluări
- Incident Learning BalcoDocument1 paginăIncident Learning BalcothehinduÎncă nu există evaluări
- Laser Dismantling of PHWR Spent Fuel Bundles and De-Cladding of Fuel Pins in The Highly Radioactive Hot CellsDocument6 paginiLaser Dismantling of PHWR Spent Fuel Bundles and De-Cladding of Fuel Pins in The Highly Radioactive Hot CellsK. JayarajanÎncă nu există evaluări
- SA253MA DetailDocument16 paginiSA253MA Detailksquare2001100% (1)
- MaterialsDocument36 paginiMaterialsGamalMahranÎncă nu există evaluări
- Lloyd S Register Sec. III 2015 Edition OverviewDocument23 paginiLloyd S Register Sec. III 2015 Edition OverviewYoshua PortugalÎncă nu există evaluări
- Development of An Advanced Servo Manipulator For Remote Handling in Nuclear InstallationsDocument8 paginiDevelopment of An Advanced Servo Manipulator For Remote Handling in Nuclear InstallationsK. JayarajanÎncă nu există evaluări
- Welding of Stainless Steel - Sndo KouDocument17 paginiWelding of Stainless Steel - Sndo KouGovind RajÎncă nu există evaluări
- LR - Material and Qualification Procedures For ShipsDocument17 paginiLR - Material and Qualification Procedures For ShipsprasetyoÎncă nu există evaluări
- Study of Heat Affected Zone (HAZ) in Thermit Welding ProcessDocument5 paginiStudy of Heat Affected Zone (HAZ) in Thermit Welding ProcessEgi NugrohoÎncă nu există evaluări
- Hydraulic MachineryDocument60 paginiHydraulic MachinerySushil Kumar Singh100% (1)
- Guidelines and Facilities Required For Fabrication Maintenance of Stainless Steel WagonsDocument14 paginiGuidelines and Facilities Required For Fabrication Maintenance of Stainless Steel WagonsSourav PaulÎncă nu există evaluări
- Report On NTPC Industrial Training at Barh (Patna)Document24 paginiReport On NTPC Industrial Training at Barh (Patna)Gautam KumarÎncă nu există evaluări
- Advanced Servo Manipulator: A Milestone in Remote Handling TechnologyDocument12 paginiAdvanced Servo Manipulator: A Milestone in Remote Handling TechnologyK. Jayarajan0% (2)
- Development of Hot Cells and Their Embedded PartsDocument3 paginiDevelopment of Hot Cells and Their Embedded PartsK. JayarajanÎncă nu există evaluări
- Quality Control in Welding Repair of Pelton RunnerDocument8 paginiQuality Control in Welding Repair of Pelton RunnerDheeraj ThakurÎncă nu există evaluări
- PHYS430: Advanced Lab Laith Marzouka ID: Dr. Khaled Eid: Topic: Vacuum SystemDocument6 paginiPHYS430: Advanced Lab Laith Marzouka ID: Dr. Khaled Eid: Topic: Vacuum SystemLaith MarzoukaÎncă nu există evaluări
- Component Parts KBDocument12 paginiComponent Parts KBPato PuruncajasÎncă nu există evaluări
- Pressure Vessel ComponentsDocument24 paginiPressure Vessel Componentsrpr013279100% (1)
- Heat Treatment of SteelsDocument6 paginiHeat Treatment of SteelsSrinivas LaishettyÎncă nu există evaluări
- Types of ElectrodesDocument8 paginiTypes of ElectrodesTIBEBUÎncă nu există evaluări
- ElectrodeDocument29 paginiElectrodecibtc wws rypsÎncă nu există evaluări
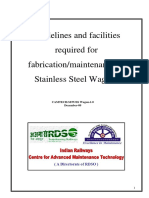
- Constant Voltage Volt/Amp Characteristic: Changes in Arc Length The Self Adjusting ArcDocument35 paginiConstant Voltage Volt/Amp Characteristic: Changes in Arc Length The Self Adjusting Arcpatel ketanÎncă nu există evaluări
- I150 I350 Installation Operation Manual enDocument9 paginiI150 I350 Installation Operation Manual enIvan ZuritaÎncă nu există evaluări
- NBC Training Report - Ball Bearing DivisionDocument51 paginiNBC Training Report - Ball Bearing DivisionBrandon Johnson100% (6)
- Datasheet FXMDocument6 paginiDatasheet FXMSumit ChaurasiaÎncă nu există evaluări
- Forging For ClassDocument44 paginiForging For ClassNABIL HUSSAINÎncă nu există evaluări
- P 91 Piping WeldingDocument81 paginiP 91 Piping Weldingneelapu mahesh reddy100% (1)
- AISI SteelsDocument5 paginiAISI Steelsanirudh_indana100% (1)
- Create 1 - 2 Hex Bolt - SolidWorks TutorialsDocument9 paginiCreate 1 - 2 Hex Bolt - SolidWorks Tutorialsandres_palacios_1433Încă nu există evaluări
- Concept of Post Weld Heat Treatment PDFDocument2 paginiConcept of Post Weld Heat Treatment PDFsridharchebrolu100% (2)
- Tri Sector Rotary Air APHDocument2 paginiTri Sector Rotary Air APHthehinduÎncă nu există evaluări
- An Investigation On The Roll Force and Torque Fluctuations During Hot Strip Rolling ProcessDocument16 paginiAn Investigation On The Roll Force and Torque Fluctuations During Hot Strip Rolling ProcessedpsousaÎncă nu există evaluări
- Weld GaugesDocument15 paginiWeld GaugessojeckÎncă nu există evaluări
- Spiral Wound Gaskets PDFDocument4 paginiSpiral Wound Gaskets PDFSumit ChaurasiaÎncă nu există evaluări
- Cutting Tool Materials and Cutting Fluids by Dr. Oğuzhan YILMAZDocument33 paginiCutting Tool Materials and Cutting Fluids by Dr. Oğuzhan YILMAZpptmnltÎncă nu există evaluări
- Project at A Glance: 3 X 660 MW Boilers and Auxiliary InstallationDocument16 paginiProject at A Glance: 3 X 660 MW Boilers and Auxiliary InstallationSumit Agrawal100% (1)
- Bhel FinalDocument75 paginiBhel FinalKashyap KnÎncă nu există evaluări
- Arc Welding LabDocument28 paginiArc Welding LabFarman AliÎncă nu există evaluări
- Importance of Thermal Hydraulics Different Reactor TypesDocument19 paginiImportance of Thermal Hydraulics Different Reactor TypesDilip YadavÎncă nu există evaluări
- U Tube BendDocument1 paginăU Tube BendMangesh BanaleÎncă nu există evaluări
- 3.5rev.4 Hot & Cold WorkingDocument40 pagini3.5rev.4 Hot & Cold WorkingNguyễn Xuân NamÎncă nu există evaluări
- Balance of PlantDocument5 paginiBalance of PlantshringimaheshÎncă nu există evaluări
- Index Metric Fasteners: M e T R I C SDocument22 paginiIndex Metric Fasteners: M e T R I C Sjai_79Încă nu există evaluări
- Welding Electrode ClassificationsDocument2 paginiWelding Electrode ClassificationsKarthi KeyanÎncă nu există evaluări
- NTPC Limited: Please Confirm Web Center To p43 Distance ReqdDocument1 paginăNTPC Limited: Please Confirm Web Center To p43 Distance ReqdTAMILarasuÎncă nu există evaluări
- Automation in Sheet Metal Tig Welding Process: A Case StudyDocument6 paginiAutomation in Sheet Metal Tig Welding Process: A Case StudyseventhsensegroupÎncă nu există evaluări
- Plate Rolling Machine WikiDocument1 paginăPlate Rolling Machine WikiShawn SimÎncă nu există evaluări
- Fabrication of Components at Dillinger Huette Heavy FabricationDocument82 paginiFabrication of Components at Dillinger Huette Heavy Fabrication66apenlullenÎncă nu există evaluări
- Welding Research InstituteDocument81 paginiWelding Research InstituteAnkur25100% (1)
- Welcome YOU: Science & Technology of WeldingDocument74 paginiWelcome YOU: Science & Technology of WeldingShrikant MojeÎncă nu există evaluări
- Erection Sequence: (For 500 MW Fixed Pedestal Type Turbine With Spring Loaded Foundation)Document4 paginiErection Sequence: (For 500 MW Fixed Pedestal Type Turbine With Spring Loaded Foundation)rohit_me083100% (1)
- Friction Stir WeldingDocument23 paginiFriction Stir WeldingNallappan Rajj AÎncă nu există evaluări
- Buckling Stability Assessment of Plates PDFDocument9 paginiBuckling Stability Assessment of Plates PDFAryan BhattaraiÎncă nu există evaluări
- Comparision Table For AluminumDocument2 paginiComparision Table For AluminumJigar M. UpadhyayÎncă nu există evaluări
- Arc Welding Lab ManualDocument3 paginiArc Welding Lab ManualAshish VermaÎncă nu există evaluări
- Material Flow ChartDocument49 paginiMaterial Flow Charttayyab aliÎncă nu există evaluări
- ThermodynamicsDocument334 paginiThermodynamicshayat100% (1)
- The Iron Puddler My life in the rolling mills and what came of itDe la EverandThe Iron Puddler My life in the rolling mills and what came of itÎncă nu există evaluări
- Catalog of Safety Posters (Eng) 2012Document8 paginiCatalog of Safety Posters (Eng) 2012tek_surinderÎncă nu există evaluări
- Solar Power Project ProposalDocument36 paginiSolar Power Project ProposalMuhammad Luqman100% (1)
- 319 - PART1 of SMAW SLIDEaug 09 PDFDocument76 pagini319 - PART1 of SMAW SLIDEaug 09 PDFtek_surinderÎncă nu există evaluări
- Complete Guide To Contract Lifecycle Management PDFDocument38 paginiComplete Guide To Contract Lifecycle Management PDFtek_surinder100% (1)
- Personnel Radiation Monitoring ServicesDocument6 paginiPersonnel Radiation Monitoring Servicestek_surinderÎncă nu există evaluări
- Measurement & Control SolutionsDocument1 paginăMeasurement & Control Solutionstek_surinderÎncă nu există evaluări
- Complete Guide To Contract Lifecycle Management PDFDocument38 paginiComplete Guide To Contract Lifecycle Management PDFtek_surinder100% (1)
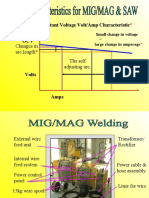
- MIG Welding: Process CharacteristicsDocument4 paginiMIG Welding: Process Characteristicstek_surinderÎncă nu există evaluări
- Select The Most Appropriate Answers. 1 Mark For Every Correct Answer Name: .. Deptt/Unit .Document4 paginiSelect The Most Appropriate Answers. 1 Mark For Every Correct Answer Name: .. Deptt/Unit .tek_surinderÎncă nu există evaluări
- Oxygenated Boiler Water Chemistry-15.06.2016Document25 paginiOxygenated Boiler Water Chemistry-15.06.2016tek_surinderÎncă nu există evaluări
- 318 ElectricArcWelding PDFDocument40 pagini318 ElectricArcWelding PDFtek_surinderÎncă nu există evaluări
- Boiler MFG PerspectiveDocument103 paginiBoiler MFG Perspectivetek_surinder100% (2)
- 318 ElectricArcWelding PDFDocument40 pagini318 ElectricArcWelding PDFtek_surinderÎncă nu există evaluări
- Presentation On Digital Business-HRDIDocument40 paginiPresentation On Digital Business-HRDItek_surinderÎncă nu există evaluări
- Writeup On Safety Valve & ErvDocument28 paginiWriteup On Safety Valve & Ervtek_surinder100% (3)
- Super Critical Boiler Water ChemistryDocument40 paginiSuper Critical Boiler Water Chemistrytek_surinder0% (1)
- Solar Power Business Scenario in IndiaDocument79 paginiSolar Power Business Scenario in Indiatek_surinderÎncă nu există evaluări
- Spark in RelationshipDocument33 paginiSpark in Relationshiptek_surinderÎncă nu există evaluări
- Vibration AnalysisDocument22 paginiVibration Analysistek_surinder100% (1)
- Oxygenated Boiler Water Chemistry-15.06.2016Document25 paginiOxygenated Boiler Water Chemistry-15.06.2016tek_surinderÎncă nu există evaluări
- Safety Handbook TataDocument130 paginiSafety Handbook Tatatek_surinderÎncă nu există evaluări
- Safety Valves For Power PlantDocument56 paginiSafety Valves For Power Planttek_surinder100% (1)
- To Avoid Use of Cobalt-60Document9 paginiTo Avoid Use of Cobalt-60tek_surinderÎncă nu există evaluări
- Safety Through MeasurementDocument137 paginiSafety Through Measurementtek_surinderÎncă nu există evaluări
- Welding PositionDocument6 paginiWelding Positionenels77Încă nu există evaluări
- Water System of 4x125 MW KTPS, SudanDocument23 paginiWater System of 4x125 MW KTPS, Sudantek_surinderÎncă nu există evaluări
- Electric Arc WeldingDocument40 paginiElectric Arc Weldingtek_surinderÎncă nu există evaluări
- Basics of VibrationDocument28 paginiBasics of Vibrationtek_surinderÎncă nu există evaluări
- 418 - Fire Prevention and SafetyDocument34 pagini418 - Fire Prevention and Safetytek_surinderÎncă nu există evaluări
- Chapter1-The Clinical LabDocument24 paginiChapter1-The Clinical LabNawra AhmadÎncă nu există evaluări
- HSE Issues Tracker - DAFDocument28 paginiHSE Issues Tracker - DAFMohd Abdul MujeebÎncă nu există evaluări
- Icu2 Vol22 Sepsisincriticalcare 29marchDocument52 paginiIcu2 Vol22 Sepsisincriticalcare 29marchricardoatejassÎncă nu există evaluări
- LMA An. I-Sem 1-Engleza LEC-The Category of Aspect & Aspect 3-Reedited OnDocument4 paginiLMA An. I-Sem 1-Engleza LEC-The Category of Aspect & Aspect 3-Reedited OnIlie IonelÎncă nu există evaluări
- 17.8 Inheritance IGCSE CIE Biology Ext Theory MS - LDocument9 pagini17.8 Inheritance IGCSE CIE Biology Ext Theory MS - LBlessing TshumaÎncă nu există evaluări
- Motor DeiselShip Latest PDFDocument154 paginiMotor DeiselShip Latest PDFCadet Prateek SaxenaÎncă nu există evaluări
- AnswersDocument4 paginiAnswersamitmehta29Încă nu există evaluări
- College RecipesDocument29 paginiCollege RecipeskrunziÎncă nu există evaluări
- 4th Laboratory Activity Gallus DomesticusDocument4 pagini4th Laboratory Activity Gallus DomesticusZia Ammarah SaripÎncă nu există evaluări
- Instructions For Assembling Your Owners ManualDocument8 paginiInstructions For Assembling Your Owners ManualJim PowersÎncă nu există evaluări
- Aigen Zhao, PHD, Pe, Gse Environmental, LLC, Usa Mark Harris, Gse Environmental, LLC, UsaDocument41 paginiAigen Zhao, PHD, Pe, Gse Environmental, LLC, Usa Mark Harris, Gse Environmental, LLC, UsaCarlos Ttito TorresÎncă nu există evaluări
- 1402AHS Prac Manual - 2023 - FINALDocument200 pagini1402AHS Prac Manual - 2023 - FINALRuan BritsÎncă nu există evaluări
- Curriculum Vitae (CV) - Design-AM-KAWSAR AHMEDDocument5 paginiCurriculum Vitae (CV) - Design-AM-KAWSAR AHMEDEngr.kawsar ahmedÎncă nu există evaluări
- Mycesmm2 Quiz: Please Circle Your Answer! Time Allocated To Answer Is 30 MinutesDocument2 paginiMycesmm2 Quiz: Please Circle Your Answer! Time Allocated To Answer Is 30 MinutesSi Qian LuiÎncă nu există evaluări
- The Solution To Absenteeism: in Grade 7 Student of Abuyog National High SchoolDocument4 paginiThe Solution To Absenteeism: in Grade 7 Student of Abuyog National High SchoolAilen Lagula CervantesÎncă nu există evaluări
- 2015 English Grade 7Document16 pagini2015 English Grade 7AyushÎncă nu există evaluări
- Chest and Triceps ExercisesDocument6 paginiChest and Triceps ExercisesTess WilliamsÎncă nu există evaluări
- Introduction To Psychology (2022)Document642 paginiIntroduction To Psychology (2022)hongnhung.tgdd2018Încă nu există evaluări
- Chapter 8 Sensation and PerceptionDocument66 paginiChapter 8 Sensation and Perceptionapi-726122866Încă nu există evaluări
- HEM Duplex Cooling MotorDocument4 paginiHEM Duplex Cooling MotorAbhishek Kumar Pandey1Încă nu există evaluări
- Exercises: (A) Read The Following PassageDocument2 paginiExercises: (A) Read The Following PassageNur Nezanna0% (1)
- Silicon Epitaxial Planar Transistor 2SA1179: Galaxy ElectricalDocument5 paginiSilicon Epitaxial Planar Transistor 2SA1179: Galaxy ElectricalsacralÎncă nu există evaluări
- JETIR1904787Document3 paginiJETIR1904787RONAL SALAS CONTRERASÎncă nu există evaluări
- Air Compressor: TopicDocument17 paginiAir Compressor: TopicManuel GuerreroÎncă nu există evaluări
- Carbonyl Compounds: Unit 4 Rates, Equilibria and Further Organic ChemistryDocument5 paginiCarbonyl Compounds: Unit 4 Rates, Equilibria and Further Organic ChemistryKirusaanth SathiyathasanÎncă nu există evaluări
- Easy Exercises For Hip Flexor PainDocument1 paginăEasy Exercises For Hip Flexor PainJackieÎncă nu există evaluări
- Method Statement For Interlocking PavingDocument5 paginiMethod Statement For Interlocking Pavingdinidu3priyankara3saÎncă nu există evaluări
- Sex Education in The PhilippinesDocument3 paginiSex Education in The PhilippinesChinchin CañeteÎncă nu există evaluări
- Steri - Cycle I 160 New GenDocument16 paginiSteri - Cycle I 160 New GenLEO AROKYA DASSÎncă nu există evaluări
- Lecture 16 - Bleeding Tendency DiseasesDocument64 paginiLecture 16 - Bleeding Tendency Diseasesapi-3703352100% (1)