S-ar putea să vă placă și
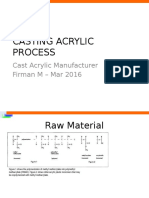
- Casting Acrylic ProcessDocument32 paginiCasting Acrylic ProcessFirman Muttaqin100% (3)
- 2.4 Fabrication Process of PolymerDocument10 pagini2.4 Fabrication Process of Polymersalmie_77Încă nu există evaluări
- Plastic Thermoplastic Thermosetting PolymersDocument2 paginiPlastic Thermoplastic Thermosetting Polymersmrsmech84Încă nu există evaluări
- Extrusion Coating and LaminationDocument4 paginiExtrusion Coating and LaminationcehigueraÎncă nu există evaluări
- Thermoplastic FoamDocument22 paginiThermoplastic FoamKeo SokhimÎncă nu există evaluări
- Laminates Versus Coextruded FilmsDocument12 paginiLaminates Versus Coextruded FilmsSagar BadnakheÎncă nu există evaluări
- Presentation1 6.10.15Document31 paginiPresentation1 6.10.15Paramasivam VeerappanÎncă nu există evaluări
- Thermal BondingDocument27 paginiThermal BondingRıdvan ÇıngarÎncă nu există evaluări
- Unit Vi. Polymeric Materials: Topic OutlineDocument7 paginiUnit Vi. Polymeric Materials: Topic OutlineIvyy Joyce BuanÎncă nu există evaluări
- Plastics Molded ProblemsDocument11 paginiPlastics Molded ProblemsJaynie Lee VillaranÎncă nu există evaluări
- BrittlenessDocument3 paginiBrittlenessAnurag SrivastavaÎncă nu există evaluări
- Manufacturing Process of Bubble WrapDocument2 paginiManufacturing Process of Bubble WrapAreeb AbidÎncă nu există evaluări
- Molding ProcessDocument4 paginiMolding ProcessFAIZ RASOOLÎncă nu există evaluări
- Thermoplastic and ThermosetDocument8 paginiThermoplastic and ThermosetRenzo Cadag MacasilÎncă nu există evaluări
- POLYMER PROCESSING HandoutDocument4 paginiPOLYMER PROCESSING HandoutAmabelle SantosÎncă nu există evaluări
- Plastic Moulding ProcessDocument28 paginiPlastic Moulding ProcessQUAZI ADYAN AHMAD 160419736049Încă nu există evaluări
- FilmsDocument2 paginiFilmsElisya DiantyÎncă nu există evaluări
- Polymer Processing: ME 318 Manufacturing TechniquesDocument17 paginiPolymer Processing: ME 318 Manufacturing TechniquesSulOgikpcÎncă nu există evaluări
- Extrusion InformationDocument29 paginiExtrusion InformationNishant1993100% (1)
- Injection Molding AssignmentDocument8 paginiInjection Molding AssignmentaakshusabhÎncă nu există evaluări
- Plastic Design ConsiderationsDocument16 paginiPlastic Design ConsiderationsAlok MallickÎncă nu există evaluări
- Handbook of Seal Integrity in the Food IndustryDe la EverandHandbook of Seal Integrity in the Food IndustryÎncă nu există evaluări
- 5.2 Plastics: Called Thermo Sets: 5.2.1 Thermoplastics. Thermoplastics Become Soften When Heated and Hard When CooledDocument4 pagini5.2 Plastics: Called Thermo Sets: 5.2.1 Thermoplastics. Thermoplastics Become Soften When Heated and Hard When CooledBereket BlessingÎncă nu există evaluări
- Unit 1Document26 paginiUnit 1vaishnavi ChamartiÎncă nu există evaluări
- Thermo FormingDocument7 paginiThermo FormingMarnel Roy MayorÎncă nu există evaluări
- Flow Lines Description: Flow Lines Are Streaks, Patterns, or Lines - Commonly Off-TonedDocument5 paginiFlow Lines Description: Flow Lines Are Streaks, Patterns, or Lines - Commonly Off-TonedMadhab BeraÎncă nu există evaluări
- Blister Coating - Heat Seal and Cold SealDocument4 paginiBlister Coating - Heat Seal and Cold SealAnujÎncă nu există evaluări
- Module 15 - UNIT III - PolymersDocument12 paginiModule 15 - UNIT III - PolymersJhess GaliciaÎncă nu există evaluări
- Joining of PlasticsDocument39 paginiJoining of PlasticsLakshmanan VenkatesanÎncă nu există evaluări
- MP-1 (10th Lecture) Polymers ManufacturingDocument19 paginiMP-1 (10th Lecture) Polymers Manufacturingmuhammad tariqÎncă nu există evaluări
- Plastic Processing TechniquesDocument8 paginiPlastic Processing TechniquesSohail Anwar KhanÎncă nu există evaluări
- Bubble Wrap Manufacturing ProcessDocument13 paginiBubble Wrap Manufacturing ProcessAnonymous a8rdyKOCÎncă nu există evaluări
- Modeo Por DiafragmaDocument5 paginiModeo Por DiafragmaAlexÎncă nu există evaluări
- Pak CipDocument2 paginiPak Cipapril_ian02Încă nu există evaluări
- L6 Polymer ProcessingDocument60 paginiL6 Polymer ProcessingSayantan Roy ChoudhuryÎncă nu există evaluări
- Bubble Wrap Manufacturing ProcessDocument13 paginiBubble Wrap Manufacturing ProcessDebasish Padhy100% (3)
- Final Exam Ebml 2103Document15 paginiFinal Exam Ebml 2103Muhammad AdamÎncă nu există evaluări
- Background: The Duct Tape BookDocument5 paginiBackground: The Duct Tape BookCloudine IzonÎncă nu există evaluări
- Exam Notes VanshDocument20 paginiExam Notes Vanshvanshchauhan209Încă nu există evaluări
- Induction Sealing - Wikipedia, The Free EncyclopediaDocument6 paginiInduction Sealing - Wikipedia, The Free EncyclopediaSohail ShaikhÎncă nu există evaluări
- Polymer Notes 2014 Parts 8-11 PDFDocument42 paginiPolymer Notes 2014 Parts 8-11 PDFRadhiÎncă nu există evaluări
- Understanding Rheology of ThermosetsDocument14 paginiUnderstanding Rheology of Thermosetschristopher_kephart1Încă nu există evaluări
- Dimensional Stability: ProblemsDocument4 paginiDimensional Stability: ProblemsHilman SyehbastianÎncă nu există evaluări
- Thermoplastic Resins: Lars BerglundDocument16 paginiThermoplastic Resins: Lars BerglundulysesrrÎncă nu există evaluări
- Aircraft Materials, Construction and RepairDocument20 paginiAircraft Materials, Construction and RepairMark Jovince CardenasÎncă nu există evaluări
- How To Avoid Cracks in Thin Films During AnnealingDocument8 paginiHow To Avoid Cracks in Thin Films During AnnealingDr-naser MahmoudÎncă nu există evaluări
- Applications: Packaging Bottle CapsDocument5 paginiApplications: Packaging Bottle CapsPra VeeÎncă nu există evaluări
- FiberglassDocument9 paginiFiberglasswsjouri2510Încă nu există evaluări
- PolymersDocument15 paginiPolymersAtiq RehmanÎncă nu există evaluări
- Useful Data On Plastic Injection MouldingDocument71 paginiUseful Data On Plastic Injection MouldingMahesh Deivasiga Mani D100% (2)
- Training Project UFLEX LIMITEDDocument30 paginiTraining Project UFLEX LIMITEDShubham KumarÎncă nu există evaluări
- Cut in Place Thermoforming ProcessDocument6 paginiCut in Place Thermoforming ProcessAnnÎncă nu există evaluări
- Injection MouldingDocument18 paginiInjection MouldingKishore Steve AustinÎncă nu există evaluări
- 15 pts.2562Document11 pagini15 pts.2562Bram BampsÎncă nu există evaluări
- Topic 3. Plastics and TextilesDocument7 paginiTopic 3. Plastics and TextilesSergio GonzalezÎncă nu există evaluări
- Thermal Bonded Non Woven An OverviewDocument17 paginiThermal Bonded Non Woven An OverviewyonasÎncă nu există evaluări
- Laboratory Manual of Glass-BlowingDe la EverandLaboratory Manual of Glass-BlowingEvaluare: 5 din 5 stele5/5 (1)
- When Glass meets Pharma: Insights about glass as primary packaging materialDe la EverandWhen Glass meets Pharma: Insights about glass as primary packaging materialÎncă nu există evaluări
- Unifying Concepts in Granular Media and Glasses: From the Statistical Mechanics of Granular Media to the Theory of JammingDe la EverandUnifying Concepts in Granular Media and Glasses: From the Statistical Mechanics of Granular Media to the Theory of JammingAntonio ConiglioÎncă nu există evaluări
- Din 1025-1Document3 paginiDin 1025-1mistindustriyaÎncă nu există evaluări
- Vodafone Qatar Tornado Project: ALU RF Team Alcatel-LucentDocument17 paginiVodafone Qatar Tornado Project: ALU RF Team Alcatel-LucentAchmad AmrullohÎncă nu există evaluări
- Estruturas Kerto LVLDocument12 paginiEstruturas Kerto LVLwilfredoÎncă nu există evaluări
- 8002 Pacom Edge Controller DatasheetDocument3 pagini8002 Pacom Edge Controller DatasheetJonathan Pérez Salazar50% (2)
- Lathes Machine CatalogueDocument19 paginiLathes Machine CatalogueAdanaÎncă nu există evaluări
- Dream ReportsDocument2 paginiDream ReportsCarlos ACÎncă nu există evaluări
- Adblue System and DiagnosticsDocument160 paginiAdblue System and DiagnosticsMirek100% (4)
- Fair Isaac Blaze Advisor Structured Rules LanguageDocument5 paginiFair Isaac Blaze Advisor Structured Rules LanguageLizhi YanÎncă nu există evaluări
- Validation VMP Validation Master PlanDocument13 paginiValidation VMP Validation Master Plank.p.Încă nu există evaluări
- Process Engineer Job Des.Document2 paginiProcess Engineer Job Des.Donesh VarshneyÎncă nu există evaluări
- Telecom Regulatory Authority of India: Information Note To The Press (Press Release No. 43 / 2007)Document4 paginiTelecom Regulatory Authority of India: Information Note To The Press (Press Release No. 43 / 2007)prasad4earnÎncă nu există evaluări
- Ieee STD c57Document5 paginiIeee STD c57Budi Pujo SantosoÎncă nu există evaluări
- RTN 910 Maintenance Guide (U2000) - (V100R003C03 01)Document804 paginiRTN 910 Maintenance Guide (U2000) - (V100R003C03 01)Qiang Yang0% (1)
- Metallurgical Accounting v140403.1Document2 paginiMetallurgical Accounting v140403.1Cristian AlvayaiÎncă nu există evaluări
- Power ScrewsDocument10 paginiPower ScrewsamanggayamÎncă nu există evaluări
- 08 36 44Document6 pagini08 36 44krshy pagodnaÎncă nu există evaluări
- Technical Publications: 5717806-100 EnglishDocument343 paginiTechnical Publications: 5717806-100 EnglishDante NuevoÎncă nu există evaluări
- Application Guide For Selecting Ac Motors Capable of Overcoming Fan Inertia Fe 1800Document8 paginiApplication Guide For Selecting Ac Motors Capable of Overcoming Fan Inertia Fe 1800cavasqueÎncă nu există evaluări
- Christ University, Bangalore Department of Professional Studies Business Mathematics and Statistics Worksheeet - 7Document1 paginăChrist University, Bangalore Department of Professional Studies Business Mathematics and Statistics Worksheeet - 7anugraha vasanÎncă nu există evaluări
- Recruitment SystemDocument23 paginiRecruitment SystemGoverthanan3350% (6)
- 1-Compliance Statement-Cable TrunkDocument3 pagini1-Compliance Statement-Cable Trunkvtalex100% (1)
- Developments On Engine Technologies To Reduce The EmissionsDocument28 paginiDevelopments On Engine Technologies To Reduce The EmissionsatulsemiloÎncă nu există evaluări
- IEC 61850 Certificate Level ADocument2 paginiIEC 61850 Certificate Level AJovan JovanovićÎncă nu există evaluări
- TD-850A-05-43 Product SpecificationsDocument4 paginiTD-850A-05-43 Product SpecificationsdavidfloresrÎncă nu există evaluări
- 00 Full Grid Code I5r21Document700 pagini00 Full Grid Code I5r21Bogdan VicolÎncă nu există evaluări
- Understanding Wireless Lan SecurityDocument18 paginiUnderstanding Wireless Lan SecurityBhushan RajatÎncă nu există evaluări
- TM1 PPT PresentationDocument29 paginiTM1 PPT Presentationleijulia100% (2)
- Bulletin 129 Testing Water Separation Properties of Jet Fuel Supersedes Bulletin 121 PDFDocument5 paginiBulletin 129 Testing Water Separation Properties of Jet Fuel Supersedes Bulletin 121 PDFArluky NovandyÎncă nu există evaluări
- Iist Bond Format Undergraduate 2015Document5 paginiIist Bond Format Undergraduate 2015prasannasimhaÎncă nu există evaluări
- Deo Spray SamplesDocument8 paginiDeo Spray SamplesVaibhav KaushikÎncă nu există evaluări