S-ar putea să vă placă și
- v4 Structural Steelwork Fabrication and Erection Ts 2Document21 paginiv4 Structural Steelwork Fabrication and Erection Ts 2Farid RezaeianÎncă nu există evaluări
- CON 311 V00 (Method Statement For Structural Steel and Pipe Support Fabrication)Document22 paginiCON 311 V00 (Method Statement For Structural Steel and Pipe Support Fabrication)mnmsingam100% (1)
- Steel - Technical Specification For Structural Steel WorksDocument26 paginiSteel - Technical Specification For Structural Steel WorksGnabBang100% (3)
- Fabrication of Structural Steel WorkDocument16 paginiFabrication of Structural Steel WorkyogeswaranÎncă nu există evaluări
- Structural Steel FabricationDocument14 paginiStructural Steel FabricationClarkFedele27Încă nu există evaluări
- Structural SteelDocument30 paginiStructural Steelnandi_scr100% (1)
- Method Statement For Structural ErectionDocument15 paginiMethod Statement For Structural Erectionchallam4239100% (11)
- Economics of Structural Steel WorkDocument40 paginiEconomics of Structural Steel Workthomas kilian100% (2)
- Method Statement No: 04 Fabrication and Installation of Steel Structure SUPPORT (SPS-B065-099) FOR 52-K0624Document9 paginiMethod Statement No: 04 Fabrication and Installation of Steel Structure SUPPORT (SPS-B065-099) FOR 52-K0624Azel Bumagat94% (18)
- Steel Structure Fabric & Installation - Doc Rev01Document7 paginiSteel Structure Fabric & Installation - Doc Rev01whah11Încă nu există evaluări
- Fabrication Procedure Steel Structure TSEDocument21 paginiFabrication Procedure Steel Structure TSEspazzbgt67% (6)
- Fabrication ProcedureDocument17 paginiFabrication ProcedureThi Pham100% (9)
- Structural Steel ErectionDocument8 paginiStructural Steel Erectionbratishkaity100% (1)
- Guidelines On Fabrication of Steel Structure ofDocument3 paginiGuidelines On Fabrication of Steel Structure ofsamirbendre1Încă nu există evaluări
- Steel Fabrication Method StatementDocument12 paginiSteel Fabrication Method Statementvolcanox1288% (59)
- ErectionDocument20 paginiErectionpulilathaÎncă nu există evaluări
- Procedure For Installation of Steel Stair StructureDocument6 paginiProcedure For Installation of Steel Stair StructureImamah AliÎncă nu există evaluări
- Codes Standards For Structural Steel Fabrication ErectionDocument7 paginiCodes Standards For Structural Steel Fabrication Erectionelangorenga67% (3)
- ASI Steelwork Fabrication Erection Code of Practice V1.0-UnlockedDocument168 paginiASI Steelwork Fabrication Erection Code of Practice V1.0-UnlockedZac Francis Daymond0% (1)
- 8.steel Structure WorkDocument15 pagini8.steel Structure Workibal_farhan100% (4)
- Standard Erection Manual (Supporting Structure)Document96 paginiStandard Erection Manual (Supporting Structure)shivam.nagar100% (15)
- QA-000-AA-5013 ITP For Structure Steel Erection Works Rev1 (APPROVED)Document10 paginiQA-000-AA-5013 ITP For Structure Steel Erection Works Rev1 (APPROVED)miaicarba100% (2)
- Tp014-Section 08900 Aluminium Curtain WallDocument16 paginiTp014-Section 08900 Aluminium Curtain WallKimChhoungChengÎncă nu există evaluări
- Quality Control in FabricationDocument7 paginiQuality Control in FabricationradhakrishnangÎncă nu există evaluări
- Method Statement For Fabrication Works Structural SteelDocument13 paginiMethod Statement For Fabrication Works Structural SteelRohit SharmaÎncă nu există evaluări
- Practical Guide To Planning The Safe Erection of Steel Structures v3 FINALDocument26 paginiPractical Guide To Planning The Safe Erection of Steel Structures v3 FINALAndre van SandenÎncă nu există evaluări
- Steel Erection 1Document154 paginiSteel Erection 1Ranjit KumarÎncă nu există evaluări
- Procedure For Steel Structure: Fabrication & ErectionDocument2 paginiProcedure For Steel Structure: Fabrication & ErectionnksÎncă nu există evaluări
- Checker's Checklist PDFDocument6 paginiChecker's Checklist PDFJimmy SanDiegoÎncă nu există evaluări
- Anchor Bolt ProcedureDocument7 paginiAnchor Bolt ProcedureAthanasius Kurniawan Prasetyo Adi100% (1)
- Construction Quality Plan G16BDocument8 paginiConstruction Quality Plan G16BDavid SeeÎncă nu există evaluări
- Erection Steel Structure ProcedureDocument15 paginiErection Steel Structure ProcedureOussama Sissaoui100% (1)
- Safe Erections For Steel StructureDocument36 paginiSafe Erections For Steel StructureAhmed Mostafa AL-Aboudy100% (5)
- 6.method Statement Steel Erection and CladdingDocument4 pagini6.method Statement Steel Erection and Claddingشاز إياسÎncă nu există evaluări
- Structural Steel Procedure.Document9 paginiStructural Steel Procedure.Janardhan Surya100% (1)
- Paint: Guide To Preparing Hot-Dip Galvanized Steel ForDocument12 paginiPaint: Guide To Preparing Hot-Dip Galvanized Steel ForEidrish ShaikhÎncă nu există evaluări
- Review of Shop Drawings - Steel StructuresDocument7 paginiReview of Shop Drawings - Steel Structuresعزت عبد المنعمÎncă nu există evaluări
- Pre-Engineered BuildingsDocument10 paginiPre-Engineered BuildingsAhmed Khan100% (3)
- 007-MS For Structural Steel Assembly Warehouse, Workshops PDFDocument25 pagini007-MS For Structural Steel Assembly Warehouse, Workshops PDFKöksal PatanÎncă nu există evaluări
- Steel Structure Check ListDocument1 paginăSteel Structure Check ListbambaeeroÎncă nu există evaluări
- Erection ProceduresDocument7 paginiErection ProceduresIbrahim AlsayedÎncă nu există evaluări
- Fulima Steel Structure General Quality Control Program/Executive ManualDocument51 paginiFulima Steel Structure General Quality Control Program/Executive ManualFULIMA Steel StructureÎncă nu există evaluări
- Guidelines For Fabrication of Steel Girder Procedure in WordDocument17 paginiGuidelines For Fabrication of Steel Girder Procedure in WordManas Rawat100% (1)
- Erection of Steel Structures PDFDocument76 paginiErection of Steel Structures PDFUmar MohammadÎncă nu există evaluări
- Power Point 1 - Detailing Structural Steel Part1Document41 paginiPower Point 1 - Detailing Structural Steel Part1Reynan Maurício0% (1)
- Steel Erection ChecklistDocument2 paginiSteel Erection Checklistkfctco100% (3)
- Chqlist For Fabrication & InspectionDocument12 paginiChqlist For Fabrication & InspectionSuresh ShuklaÎncă nu există evaluări
- NPQS C5-10 Structural SteelworkDocument0 paginiNPQS C5-10 Structural SteelworkCasimir Ghee Heng LimÎncă nu există evaluări
- v4 Structural Steelwork Fabrication and Erection Ts 2Document21 paginiv4 Structural Steelwork Fabrication and Erection Ts 2ravi00098Încă nu există evaluări
- Structural Steel Specifications.Document17 paginiStructural Steel Specifications.maodcb5Încă nu există evaluări
- Engineering Design Basis (Structural)Document21 paginiEngineering Design Basis (Structural)Kamaraj Bangarusamy100% (1)
- Specification For Hollow Metal Pressed Steel Doors PDFDocument7 paginiSpecification For Hollow Metal Pressed Steel Doors PDFChetan ToliaÎncă nu există evaluări
- SECTION 05 12 00 Structural Steel FramingDocument9 paginiSECTION 05 12 00 Structural Steel FramingJuanPaoloYbañezÎncă nu există evaluări
- 05 12 00 Structural Steel FramingDocument15 pagini05 12 00 Structural Steel FramingAbdul RafiqueÎncă nu există evaluări
- Civil - Technical SpecificationsDocument28 paginiCivil - Technical SpecificationskhalidÎncă nu există evaluări
- Is Standard ListDocument5 paginiIs Standard ListbalramkinageÎncă nu există evaluări
- DS-CS-08 - Steel Buildings Rev 0Document12 paginiDS-CS-08 - Steel Buildings Rev 0pigfly2012Încă nu există evaluări
- 02 SpecificationsDocument194 pagini02 SpecificationsNabeel Adeeb Alshare100% (1)
- Specifications:: 1 Project Site Information & Intent of SpecificationDocument8 paginiSpecifications:: 1 Project Site Information & Intent of Specificationardee pashamylaramÎncă nu există evaluări
- 05 41 00 Structural Metal Stud FramingDocument10 pagini05 41 00 Structural Metal Stud Framingjcunha4740Încă nu există evaluări
- Print - Structural Steel Superintendent - IndustrialDocument2 paginiPrint - Structural Steel Superintendent - IndustrialmojgfdÎncă nu există evaluări
- Guide To Design Criteria For Bolts and Riveted JointsDocument352 paginiGuide To Design Criteria For Bolts and Riveted JointsHomero Silva96% (24)
- Din 931 Head MarkingDocument2 paginiDin 931 Head MarkingmojgfdÎncă nu există evaluări
- Transition From Construction To CommissioningDocument30 paginiTransition From Construction To CommissioningmojgfdÎncă nu există evaluări
- Chevron Bracing Details - SteelwiseDocument4 paginiChevron Bracing Details - SteelwiseEugene Afable100% (1)
- FatorDocument1 paginăFatormojgfdÎncă nu există evaluări
- 22Document1 pagină22mojgfdÎncă nu există evaluări
- DirectDocument22 paginiDirectmojgfdÎncă nu există evaluări
- Secret Law of Attraction Napoleon Hill 27.Mp3Document1 paginăSecret Law of Attraction Napoleon Hill 27.Mp3mojgfdÎncă nu există evaluări
- Secret Law of Attraction Napoleon Hill 29.Mp3Document2 paginiSecret Law of Attraction Napoleon Hill 29.Mp3mojgfdÎncă nu există evaluări
- Pages From IicDocument5 paginiPages From IicHetnry Hothell RhyÎncă nu există evaluări
- Secret Law of Attraction Napoleon Hill 27.Mp3Document1 paginăSecret Law of Attraction Napoleon Hill 27.Mp3mojgfdÎncă nu există evaluări
- Secret Law of Attraction Napoleon Hill 24.Mp3Document1 paginăSecret Law of Attraction Napoleon Hill 24.Mp3mojgfdÎncă nu există evaluări
- Secret Law of Attraction Napoleon Hill 33.Mp3Document1 paginăSecret Law of Attraction Napoleon Hill 33.Mp3mojgfdÎncă nu există evaluări
- Secret Law of Attraction Napoleon Hill 16.Mp3Document1 paginăSecret Law of Attraction Napoleon Hill 16.Mp3mojgfd0% (1)
- Secret Law of Attraction Napoleon Hill 30.Mp3Document2 paginiSecret Law of Attraction Napoleon Hill 30.Mp3mojgfdÎncă nu există evaluări
- Secret Law of Attraction Napoleon Hill 38.Mp3Document1 paginăSecret Law of Attraction Napoleon Hill 38.Mp3mojgfdÎncă nu există evaluări
- Secret Law of Attraction Napoleon Hill 39.Mp3Document1 paginăSecret Law of Attraction Napoleon Hill 39.Mp3mojgfdÎncă nu există evaluări
- Secret Law of Attraction Napoleon Hill 09.Mp3Document1 paginăSecret Law of Attraction Napoleon Hill 09.Mp3mojgfdÎncă nu există evaluări
- Secret Law of Attraction Napoleon Hill 34.Mp3Document1 paginăSecret Law of Attraction Napoleon Hill 34.Mp3mojgfdÎncă nu există evaluări
- Secret Law of Attraction Napoleon Hill 41.Mp3Document2 paginiSecret Law of Attraction Napoleon Hill 41.Mp3mojgfdÎncă nu există evaluări
- Secret Law of Attraction Napoleon Hill 14.Mp3Document1 paginăSecret Law of Attraction Napoleon Hill 14.Mp3mojgfdÎncă nu există evaluări
- Secret Law of Attraction Napoleon Hill 09.Mp3Document1 paginăSecret Law of Attraction Napoleon Hill 09.Mp3mojgfdÎncă nu există evaluări
- Secret Law of Attraction Napoleon Hill 10.Mp3Document1 paginăSecret Law of Attraction Napoleon Hill 10.Mp3mojgfdÎncă nu există evaluări
- Secret Law of Attraction Napoleon Hill 04.Mp3Document1 paginăSecret Law of Attraction Napoleon Hill 04.Mp3mojgfdÎncă nu există evaluări
- Elizabeth Laird - The House On The HillDocument14 paginiElizabeth Laird - The House On The HillIskra100% (1)
- Secret Law of Attraction Napoleon Hill 03.mp3Document1 paginăSecret Law of Attraction Napoleon Hill 03.mp3mojgfdÎncă nu există evaluări
- Secret Law of Attraction Napoleon Hill 06.Mp3Document1 paginăSecret Law of Attraction Napoleon Hill 06.Mp3mojgfdÎncă nu există evaluări
- Secret Law of Attraction Napoleon Hill 03.Mp3Document1 paginăSecret Law of Attraction Napoleon Hill 03.Mp3mojgfdÎncă nu există evaluări
- Little WomenDocument23 paginiLittle Womenmojgfd100% (2)
- Stainless Steel Grade 316 (UNS S31600)Document4 paginiStainless Steel Grade 316 (UNS S31600)achari_swapnilÎncă nu există evaluări
- Isse Journal Apr-JunDocument28 paginiIsse Journal Apr-Junaditya2053Încă nu există evaluări
- Rotary KilnDocument12 paginiRotary KilnNasjilah Muhayati100% (1)
- Durco M3 ANSI Ps-10-13-E1Document36 paginiDurco M3 ANSI Ps-10-13-E1Alfred Lam100% (1)
- Design Guide BC1-2012Document86 paginiDesign Guide BC1-2012lwin_oo2435100% (1)
- Navair Company ProfileDocument7 paginiNavair Company ProfileAmit PekamÎncă nu există evaluări
- Stainless Steel List of StandardsDocument12 paginiStainless Steel List of StandardsSuresh Kumar100% (1)
- Paint Equipment Standards: Sociedad Minera Cerro Verde S.A.ADocument26 paginiPaint Equipment Standards: Sociedad Minera Cerro Verde S.A.AEl_memitoÎncă nu există evaluări
- ABB - 12 - E - 16 Materials and Semi-Finished Products For Switchgear InstallationsDocument24 paginiABB - 12 - E - 16 Materials and Semi-Finished Products For Switchgear InstallationsHan HuangÎncă nu există evaluări
- List of Products Under Mandatory CertificationDocument8 paginiList of Products Under Mandatory CertificationKuldeep DansenaÎncă nu există evaluări
- ENERCALCDocument1 paginăENERCALCbmxengineerÎncă nu există evaluări
- Australian/New Zealand Standard: Cold-Formed Structural Steel Hollow SectionsDocument7 paginiAustralian/New Zealand Standard: Cold-Formed Structural Steel Hollow SectionsCharlie LeeÎncă nu există evaluări
- Learn Steel 2007 Limit State Design of Structural Steel MembersDocument31 paginiLearn Steel 2007 Limit State Design of Structural Steel MembersshaikcivilÎncă nu există evaluări
- Control TechnologiesDocument51 paginiControl TechnologiesrajuÎncă nu există evaluări
- CS-701-016-015-A4-2 Calculation of New Structure Pipe Rack H2PSADocument52 paginiCS-701-016-015-A4-2 Calculation of New Structure Pipe Rack H2PSARandi Ka MartaÎncă nu există evaluări
- Tank Roof Design - ConstructabilityDocument4 paginiTank Roof Design - Constructabilityjvillarro7Încă nu există evaluări
- RTB FP 03 006 Despatch Loading BinDocument1 paginăRTB FP 03 006 Despatch Loading BinSeapara SathekgeÎncă nu există evaluări
- APPENDIX B Filler Metal Comparison Chart ABS-AWSDocument3 paginiAPPENDIX B Filler Metal Comparison Chart ABS-AWSplkv100% (1)
- Standard - 20 TMSS 01 R1Document27 paginiStandard - 20 TMSS 01 R1arabsniper100% (1)
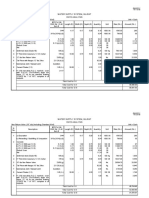
- 11.rate Analysis GujratDocument46 pagini11.rate Analysis GujratM Shahid100% (1)
- Magnum Anchoring CatalogDocument177 paginiMagnum Anchoring CatalogTom HortonÎncă nu există evaluări
- Shear Load Connectors September 2016Document24 paginiShear Load Connectors September 2016serialamineÎncă nu există evaluări
- DBR - GeneralDocument26 paginiDBR - GeneralSuresh BabuÎncă nu există evaluări
- WB PWD Schedule-Sor NH 2015-16Document326 paginiWB PWD Schedule-Sor NH 2015-16lenkapradipta_200067% (3)
- 32 Samss 029Document25 pagini32 Samss 029biplabpal2009Încă nu există evaluări
- Steel CargoesDocument41 paginiSteel CargoesZtik Peralta100% (1)
- As en 12079.1-2010 Offshore Containers and Associated Lifting Sets Offshore Containers - Design Manufacture ADocument12 paginiAs en 12079.1-2010 Offshore Containers and Associated Lifting Sets Offshore Containers - Design Manufacture ASAI Global - APACÎncă nu există evaluări
- Methology For Mastic AshphaltDocument6 paginiMethology For Mastic Ashphaltvenkateswara rao PothinaÎncă nu există evaluări
- PDF of EilDocument156 paginiPDF of EilPrasanth Raju100% (4)
- Bracing Manual FluorDocument28 paginiBracing Manual FluornpwalÎncă nu există evaluări