S-ar putea să vă placă și
- Modular Container ISO 20 Tech SpecDocument9 paginiModular Container ISO 20 Tech SpecAdnan NajemÎncă nu există evaluări
- Scarab 35Document21 paginiScarab 35ChetÎncă nu există evaluări
- Multibeam Surveys Along The Container Terminal in BremerhavenDocument23 paginiMultibeam Surveys Along The Container Terminal in BremerhavenJoost F. BoersÎncă nu există evaluări
- The Carriage of SteelDocument28 paginiThe Carriage of SteelwangyuanmingÎncă nu există evaluări
- Hasil LabDocument4 paginiHasil LabHanafi Yusuf AviansyahÎncă nu există evaluări
- Visual Guide-Deck Sockets & Other FittingsDocument6 paginiVisual Guide-Deck Sockets & Other FittingsStylianosÎncă nu există evaluări
- Hex - Hent SpecDocument88 paginiHex - Hent SpeccpîndaruÎncă nu există evaluări
- TB-002 EDIS February 2003Document51 paginiTB-002 EDIS February 2003JavoB85Încă nu există evaluări
- Hempel Paintmanual UkDocument82 paginiHempel Paintmanual Ukignacio delvalleÎncă nu există evaluări
- Container Survey Report (Cargo) - Nyku-848154-0Document4 paginiContainer Survey Report (Cargo) - Nyku-848154-0VikkiVikiÎncă nu există evaluări
- Good Practice Guide CH 3 Container SpecificationsDocument107 paginiGood Practice Guide CH 3 Container Specificationsnichaev100% (1)
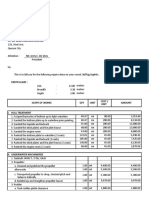
- Sample Billing For Ship RepairDocument3 paginiSample Billing For Ship RepairSkyen Mimi100% (2)
- Pre Purchase Condition Survey Report On M V XINHEDocument22 paginiPre Purchase Condition Survey Report On M V XINHEMoe LattÎncă nu există evaluări
- Sample Inspection ReportDocument3 paginiSample Inspection ReportUzair DanishÎncă nu există evaluări
- InspectionStandards Triton Inspection Standards WebDocument2 paginiInspectionStandards Triton Inspection Standards WebTo Ze100% (1)
- Container Damage ReportDocument1 paginăContainer Damage ReportTeremetskyÎncă nu există evaluări
- ABS Jacking Survey Guide 2016 11Document9 paginiABS Jacking Survey Guide 2016 11Foad MirzaieÎncă nu există evaluări
- 6 - 21 APRIL 2019: Test Information BulletinDocument11 pagini6 - 21 APRIL 2019: Test Information BulletinSasidharan RajendranÎncă nu există evaluări
- Vanning Report FormatDocument1 paginăVanning Report FormatThiyagarajah SubbiahÎncă nu există evaluări
- 900 - Power TransmissionDocument10 pagini900 - Power TransmissionPhamLeDanÎncă nu există evaluări
- Tank Containers ISODocument5 paginiTank Containers ISOsoesonesÎncă nu există evaluări
- Cross MemberDocument4 paginiCross Memberbrenmcs2010Încă nu există evaluări
- Bunker Surveying Services 20Document2 paginiBunker Surveying Services 20AkuilahkuÎncă nu există evaluări
- Amendments Table Depot 5 A N Rev2Document13 paginiAmendments Table Depot 5 A N Rev2nndungÎncă nu există evaluări
- Swire Mini Containers Spec SheetDocument2 paginiSwire Mini Containers Spec Sheetsopian320Încă nu există evaluări
- Tank ComponentsDocument12 paginiTank Componentsstefanovicana1Încă nu există evaluări
- Westerly Centaur Survey 2015Document14 paginiWesterly Centaur Survey 2015api-1880728070% (1)
- DNV-RP-A202 Documentation of Offshore Projects.Document12 paginiDNV-RP-A202 Documentation of Offshore Projects.leeÎncă nu există evaluări
- Stevedore Damage Report PDFDocument1 paginăStevedore Damage Report PDFYash SaxenaÎncă nu există evaluări
- Oil&Gas Draka MOG 2015 Catalog v16 With Glands UpdatedeverythingDocument96 paginiOil&Gas Draka MOG 2015 Catalog v16 With Glands UpdatedeverythingJimmy F HernandezÎncă nu există evaluări
- COMPRESS Brochure PDFDocument4 paginiCOMPRESS Brochure PDFArjav DesaiÎncă nu există evaluări
- Rti Brochure Searox Technical Guidelines - Int EngDocument116 paginiRti Brochure Searox Technical Guidelines - Int EngEzzaty ShafiqaÎncă nu există evaluări
- Marine Survey Practice - Surveyor Guide Notes For Container Ship Survey PDFDocument5 paginiMarine Survey Practice - Surveyor Guide Notes For Container Ship Survey PDFJuanjo MarengoÎncă nu există evaluări
- Germany Research VesselsDocument83 paginiGermany Research VesselsChakma NhikiÎncă nu există evaluări
- Ericson SampleDocument77 paginiEricson SampleChet Stephens50% (2)
- Marine Survey Practice - Notes Relative To Shell and Deck Plate RepairsDocument3 paginiMarine Survey Practice - Notes Relative To Shell and Deck Plate RepairsJym GensonÎncă nu există evaluări
- Coil Storage Systems LankhorstDocument16 paginiCoil Storage Systems LankhorstcenicercÎncă nu există evaluări
- CIC Comparison Tables 4 March 2011Document1 paginăCIC Comparison Tables 4 March 2011To ZeÎncă nu există evaluări
- 2015 Container Exam BulletinDocument14 pagini2015 Container Exam BulletinAndrés Falla VictoriaÎncă nu există evaluări
- Brown's Deck Log No 131Document1 paginăBrown's Deck Log No 131James Ardee TanÎncă nu există evaluări
- CSC ACEP Inspection GuideDocument7 paginiCSC ACEP Inspection GuideJackÎncă nu există evaluări
- Advanced Welding Techniques in Ship ManufacturingDocument15 paginiAdvanced Welding Techniques in Ship Manufacturingmadhan_kumar2000Încă nu există evaluări
- Cemfjord Cement CarrierDocument113 paginiCemfjord Cement CarriermuditÎncă nu există evaluări
- Stolt 1Document12 paginiStolt 1PeterWangÎncă nu există evaluări
- Asigmnet 1 - ShipyardDocument28 paginiAsigmnet 1 - Shipyardulzzang looÎncă nu există evaluări
- Cad LinkDocument314 paginiCad LinktsaipeterÎncă nu există evaluări
- Crosby Shackles SchlumbergerDocument3 paginiCrosby Shackles SchlumbergerJogiÎncă nu există evaluări
- Rolling Technical Information H3 PDFDocument8 paginiRolling Technical Information H3 PDFswapneel_kulkarniÎncă nu există evaluări
- List of Alloys PDFDocument9 paginiList of Alloys PDFप्रिँसप्रियमÎncă nu există evaluări
- MV. INTAN 68 - Wreck Removal & Oil Pollution SurveyDocument11 paginiMV. INTAN 68 - Wreck Removal & Oil Pollution SurveyEka NugrahaÎncă nu există evaluări
- Beneteau Oceanis 473Document12 paginiBeneteau Oceanis 473Denison Yacht Sales100% (1)
- Logistica Offshore BrascoDocument34 paginiLogistica Offshore BrascoJorge CiprianoÎncă nu există evaluări
- Marine (Cargo) Insurance WorkshopDocument17 paginiMarine (Cargo) Insurance Workshoppinki jainÎncă nu există evaluări
- 20ft HC Container SpecificationsDocument14 pagini20ft HC Container SpecificationsDan MacRaeÎncă nu există evaluări
- 20-High CubeDocument15 pagini20-High CubeHardian KhcÎncă nu există evaluări
- Spez - Double Door 40Document17 paginiSpez - Double Door 40Kishore KumarÎncă nu există evaluări
- Spez OpenSide Cargo ContainerDocument19 paginiSpez OpenSide Cargo ContainerJeff GajeÎncă nu există evaluări
- 20 Feed HC Rear Door & Side Door SpecitficationDocument17 pagini20 Feed HC Rear Door & Side Door SpecitficationFaith PirincÎncă nu există evaluări
- General Purpose ISO ContainersDocument15 paginiGeneral Purpose ISO ContainersMIRCEA1305Încă nu există evaluări
- Technical Specification: 40' X 8' X 8'6" ISO 1AA TYPE Steel Dry Cargo ContainerDocument15 paginiTechnical Specification: 40' X 8' X 8'6" ISO 1AA TYPE Steel Dry Cargo ContainerAnonymous i6ohyRÎncă nu există evaluări
- Proiect ALCD PDFDocument1 paginăProiect ALCD PDFBylts MFÎncă nu există evaluări
- Crysis ManualDocument14 paginiCrysis ManualPrimalHunter8060% (1)
- Reactii Nucleare PDFDocument9 paginiReactii Nucleare PDFBylts MFÎncă nu există evaluări
- Uncommon SQL InjectionDocument14 paginiUncommon SQL InjectionSpyDr ByTeÎncă nu există evaluări
- Wa Implement A Single Page Application With Angular2 PDFDocument24 paginiWa Implement A Single Page Application With Angular2 PDFBylts MFÎncă nu există evaluări
- 2004 ImprezaDocument491 pagini2004 ImprezaBylts MFÎncă nu există evaluări
- What Is Confabulation?Document23 paginiWhat Is Confabulation?Bylts MFÎncă nu există evaluări
- Crysis ManualDocument14 paginiCrysis ManualPrimalHunter8060% (1)
- Proiect ALCDDocument1 paginăProiect ALCDBylts MFÎncă nu există evaluări
- Verisure Fast-Ii: Product SpecificationsDocument1 paginăVerisure Fast-Ii: Product SpecificationsBylts MFÎncă nu există evaluări
- Purcell The Queens Funeral March PDFDocument1 paginăPurcell The Queens Funeral March PDFBylts MFÎncă nu există evaluări
- CPP 2 PythonDocument4 paginiCPP 2 PythonNishfaan NaseerÎncă nu există evaluări
- Kord All of MeDocument2 paginiKord All of MeMuhammad Nuh IzzuddinÎncă nu există evaluări
- Field SpanielDocument2 paginiField SpanielBylts MFÎncă nu există evaluări
- Korobushka Tetris Theme PDFDocument1 paginăKorobushka Tetris Theme PDFbreus2Încă nu există evaluări
- (Dex7111) Make Android Games Within 1 HourDocument36 pagini(Dex7111) Make Android Games Within 1 HourMadan R HonnalagereÎncă nu există evaluări
- The Raven: 7 7 Wwyyss''Ff7 7ttaaaa) ) EeDocument6 paginiThe Raven: 7 7 Wwyyss''Ff7 7ttaaaa) ) EeHaylovebooksÎncă nu există evaluări
- Paradise Lost NT PDFDocument374 paginiParadise Lost NT PDFBylts MFÎncă nu există evaluări
- SQL Injection BegginersDocument5 paginiSQL Injection BegginersEvelyn-DavidBonteanÎncă nu există evaluări
- T R A S E U L 1: Metro - Rafinaria Astra/: ComatDocument1 paginăT R A S E U L 1: Metro - Rafinaria Astra/: ComatBylts MFÎncă nu există evaluări
- Woh N ContainerDocument2 paginiWoh N ContainerBylts MFÎncă nu există evaluări
- Technical Description For OfficeDocument3 paginiTechnical Description For OfficeBylts MFÎncă nu există evaluări
- Poultry Project: Officine Facco C. S.P.ADocument12 paginiPoultry Project: Officine Facco C. S.P.AMd. Syful AlamÎncă nu există evaluări
- EnduranceDocument75 paginiEnduranceSameer Negi100% (2)
- Apsrtc TicketDocument2 paginiApsrtc TicketvallamreddyÎncă nu există evaluări
- Manual - 2018 05 09 - 10 20 54Document8 paginiManual - 2018 05 09 - 10 20 54gumikacsaÎncă nu există evaluări
- SDB X863 GB enDocument15 paginiSDB X863 GB enDavid G. VegaÎncă nu există evaluări
- Job Hazard Analysis For Filtration Job)Document3 paginiJob Hazard Analysis For Filtration Job)Chibuzor Samuel100% (1)
- Duties and ResponsibilitiesDocument5 paginiDuties and ResponsibilitiesJjiza MiclatÎncă nu există evaluări
- TNEB Thermal Power PlantDocument107 paginiTNEB Thermal Power Plantvicky_hyd_130% (1)
- EU Stage IIIA Hydrostatic Bulldozer-A Reliable Little Beast'Document2 paginiEU Stage IIIA Hydrostatic Bulldozer-A Reliable Little Beast'Akhmad SebehÎncă nu există evaluări
- Transportation SectorDocument4 paginiTransportation SectorJades CabigtingÎncă nu există evaluări
- 2017 Lifting Device CatalogDocument44 pagini2017 Lifting Device CatalogEmílio BeckerÎncă nu există evaluări
- Atlas Copco XAS 185 JD7Document2 paginiAtlas Copco XAS 185 JD7Oscar Eduardo Veloza QuinteroÎncă nu există evaluări
- 3.) Pioneer Insurance v. APLDocument2 pagini3.) Pioneer Insurance v. APLJarvin David ResusÎncă nu există evaluări
- Trade Route Economics Tool User Guide Version 1 - 2Document13 paginiTrade Route Economics Tool User Guide Version 1 - 2Jedi21Încă nu există evaluări
- Nov.9.2000 - CATS Prize UnclaimedDocument2 paginiNov.9.2000 - CATS Prize UnclaimedJames W. PuraÎncă nu există evaluări
- Altimeter Settings ProceduresDocument5 paginiAltimeter Settings ProceduresperiperoÎncă nu există evaluări
- Productivity SheetDocument28 paginiProductivity SheetThatCreepyGuy Forever100% (1)
- And Then There Were..Document68 paginiAnd Then There Were..robertas negudinasÎncă nu există evaluări
- Kee ComponentsDocument52 paginiKee ComponentsPeter DavidsonÎncă nu există evaluări
- 02 Principles of Pavement Design - An OverviewDocument60 pagini02 Principles of Pavement Design - An OverviewSreeja SadanandanÎncă nu există evaluări
- CICA - Vic / Tas Branch Crane Safety Bulletin #286 May 2021Document2 paginiCICA - Vic / Tas Branch Crane Safety Bulletin #286 May 2021Mohamed SaidÎncă nu există evaluări
- Geometric Design and Standards: For Refrence by ParibeshDocument40 paginiGeometric Design and Standards: For Refrence by ParibeshSubas ShresthaÎncă nu există evaluări
- Sacred Heart of Jesus Church, Madanthyar - Kalzache Zaith Monthi Fest IssueDocument120 paginiSacred Heart of Jesus Church, Madanthyar - Kalzache Zaith Monthi Fest IssuemadanthyarchurchÎncă nu există evaluări
- The Use of A-Flute B-Flute Ac-Flute and Bc-Flute Corrugated PaDocument107 paginiThe Use of A-Flute B-Flute Ac-Flute and Bc-Flute Corrugated PaBaljeet SinghÎncă nu există evaluări
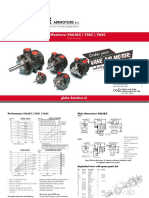
- GLOBE V6 Vane Air Motor SpecificationsDocument3 paginiGLOBE V6 Vane Air Motor SpecificationsJoel CieltoÎncă nu există evaluări
- Aoyue 2702A Lead Free Hot Air Station ManualDocument12 paginiAoyue 2702A Lead Free Hot Air Station ManualmetanirvanaÎncă nu există evaluări
- 5D4N Medan Berastagi TourDocument5 pagini5D4N Medan Berastagi TourWanM.SyamimÎncă nu există evaluări
- Ielts Magazine - Week 4Document19 paginiIelts Magazine - Week 4AshishKumar RavalÎncă nu există evaluări
- Merchant Ships For Wartime MobilizationDocument18 paginiMerchant Ships For Wartime MobilizationEtamÎncă nu există evaluări
- JICA Project Profiles 2014 PDFDocument68 paginiJICA Project Profiles 2014 PDFPa A AoÎncă nu există evaluări