S-ar putea să vă placă și
- Metrode Welding Consumables For P92 and T23 Creep Resisting SteelsDocument17 paginiMetrode Welding Consumables For P92 and T23 Creep Resisting SteelsClaudia MmsÎncă nu există evaluări
- Metrode P92TP Welding ConsumablesDocument23 paginiMetrode P92TP Welding Consumablespipedown456Încă nu există evaluări
- P92 Paper IIW Conference GrazDocument13 paginiP92 Paper IIW Conference GrazzhangxingzydÎncă nu există evaluări
- GMAW of Creep Resistant SteelsDocument5 paginiGMAW of Creep Resistant SteelsJustin Morse100% (1)
- Increasing P91 Welding Productivity With FCAW: Page 1 of 40Document40 paginiIncreasing P91 Welding Productivity With FCAW: Page 1 of 40lewgne08Încă nu există evaluări
- Metrode Duplex Welding EWDDocument7 paginiMetrode Duplex Welding EWDClaudia MmsÎncă nu există evaluări
- P91 and Beyond Welding The New GeneratioDocument5 paginiP91 and Beyond Welding The New GeneratioBN JadhavÎncă nu există evaluări
- Investigation of Weld Repair Without Post-Weld Heat Treatment For P91 PDFDocument10 paginiInvestigation of Weld Repair Without Post-Weld Heat Treatment For P91 PDF55312714Încă nu există evaluări
- Metals 10 00099 v2 PDFDocument23 paginiMetals 10 00099 v2 PDFarjun prajapatiÎncă nu există evaluări
- Metrode Welding Consumables For P11, P22 & CrMoV Creep Resisting Steels in Power Generation & PetroDocument23 paginiMetrode Welding Consumables For P11, P22 & CrMoV Creep Resisting Steels in Power Generation & PetroClaudia MmsÎncă nu există evaluări
- 307691505-Duplex-Ss-WPS 3 PDFDocument8 pagini307691505-Duplex-Ss-WPS 3 PDFsteve aÎncă nu există evaluări
- Kobelco PDFDocument5 paginiKobelco PDFparmodrtkÎncă nu există evaluări
- Weld Repair For Pressure Vessels Made From Cr-Mo SteelsDocument8 paginiWeld Repair For Pressure Vessels Made From Cr-Mo SteelsVedad ColakÎncă nu există evaluări
- FCAW For P91Document11 paginiFCAW For P91Satyendra SinghÎncă nu există evaluări
- Review of Creep Resistant SteelsDocument4 paginiReview of Creep Resistant SteelsAleš NagodeÎncă nu există evaluări
- Guia Practica Eleccion AporteDocument26 paginiGuia Practica Eleccion AporteNegrito RosarinoÎncă nu există evaluări
- Evaluation of Creep Properties of Steel P92 and Its Welded JointDocument4 paginiEvaluation of Creep Properties of Steel P92 and Its Welded Jointmahmoud_allam3Încă nu există evaluări
- Gmaw Arc FundaDocument11 paginiGmaw Arc FundavonipkoÎncă nu există evaluări
- TWI Current Practice For Welding P92 PDFDocument13 paginiTWI Current Practice For Welding P92 PDFpipedown456100% (1)
- 02 Hilkes Gross Welding of CrMo Steels For Power Generation and Petrochemical ApplicationsDocument12 pagini02 Hilkes Gross Welding of CrMo Steels For Power Generation and Petrochemical Applicationsivanmatijevic100% (1)
- Twi PWHT PDFDocument10 paginiTwi PWHT PDFvtbkÎncă nu există evaluări
- A Review of Postweld Heat Treatment Code ExemptionDocument16 paginiA Review of Postweld Heat Treatment Code ExemptionrajaramcÎncă nu există evaluări
- Cladding & Overlay - Ni InstituteDocument24 paginiCladding & Overlay - Ni Institutesajid aslamÎncă nu există evaluări
- Metrode P92 Consumables Jul2006Document28 paginiMetrode P92 Consumables Jul2006Claudia MmsÎncă nu există evaluări
- Welding Filler Metals For Power Plant EngineeringDocument20 paginiWelding Filler Metals For Power Plant EngineeringgogotigÎncă nu există evaluări
- 1 2CrMo and CrMoV Profile Rev1Document23 pagini1 2CrMo and CrMoV Profile Rev1Wael MansourÎncă nu există evaluări
- Finite Element Simulation of Residual Stresses InducedDocument14 paginiFinite Element Simulation of Residual Stresses InducedAura RÎncă nu există evaluări
- Vol-7 (No1) 9Cr FluageDocument10 paginiVol-7 (No1) 9Cr FluageClaude BouillotÎncă nu există evaluări
- Jurnal PengelasanDocument10 paginiJurnal Pengelasanyudha mamotsÎncă nu există evaluări
- Advanced Modelling and TestingDocument43 paginiAdvanced Modelling and TestingSanjoo PaddeaÎncă nu există evaluări
- Advance Vanadium Modified Steels For High Pressure Hydrogen ReactorsDocument7 paginiAdvance Vanadium Modified Steels For High Pressure Hydrogen ReactorsMatthieuÎncă nu există evaluări
- The Role of Shielding GasDocument13 paginiThe Role of Shielding Gasdev-nullÎncă nu există evaluări
- Duplex Ss WPSDocument8 paginiDuplex Ss WPSVinu Raveendran100% (1)
- A Survey On Gas Metal Arc Welding (GMAW) - Review: January 2019Document7 paginiA Survey On Gas Metal Arc Welding (GMAW) - Review: January 2019Radhi NurvianÎncă nu există evaluări
- Type IV Cracking ReviewDocument9 paginiType IV Cracking ReviewKuthuraikaranÎncă nu există evaluări
- V B01B0005B-15GB PDFDocument20 paginiV B01B0005B-15GB PDFनिपुण कुमारÎncă nu există evaluări
- 03 23814 MvolaDocument13 pagini03 23814 MvolaDanem HalasÎncă nu există evaluări
- Baker 2015 Microalloyed SteelsDocument45 paginiBaker 2015 Microalloyed SteelsHumbertzone O. Garcia CedilloÎncă nu există evaluări
- Welding Guides Lincoln ElectricDocument49 paginiWelding Guides Lincoln Electricpkn_pnt9950Încă nu există evaluări
- Properties and Welding Procedure For Grade 91 Alloy Steel: Siddharth Pant and Swati BhardwajDocument6 paginiProperties and Welding Procedure For Grade 91 Alloy Steel: Siddharth Pant and Swati BhardwajArvind ShuklaÎncă nu există evaluări
- Metrode Welding Duplex & Superduplex Stainless SteelsDocument18 paginiMetrode Welding Duplex & Superduplex Stainless SteelsClaudia Mms50% (2)
- Engineering Failure AnalysisDocument9 paginiEngineering Failure AnalysisFranco Faza ZamoraÎncă nu există evaluări
- Woollin2007woollin, P. (2007) - Postweld Heat Treatment To Avoid Intergranular Stress Corrosion Cracking of Supermartensitic Stainless Steels.Document10 paginiWoollin2007woollin, P. (2007) - Postweld Heat Treatment To Avoid Intergranular Stress Corrosion Cracking of Supermartensitic Stainless Steels.oozdemirÎncă nu există evaluări
- Welding of Ferritic CreepDocument3 paginiWelding of Ferritic CreepMuhammed SulfeekÎncă nu există evaluări
- 2-7 Plain Carbon and Carbon Maganese SteelsDocument49 pagini2-7 Plain Carbon and Carbon Maganese SteelsSolomonÎncă nu există evaluări
- 11CrMo9-10 Evolution of MicrostructureDocument15 pagini11CrMo9-10 Evolution of MicrostructureDaniele CastellaniÎncă nu există evaluări
- 1 s2.0 S2213956722002365 MainDocument10 pagini1 s2.0 S2213956722002365 MainResego PhiriÎncă nu există evaluări
- Metallurgical and Weldability Aspects of The New-Generation Martensitic Stainless Steels: A Case StudyDocument19 paginiMetallurgical and Weldability Aspects of The New-Generation Martensitic Stainless Steels: A Case Studyvasea100% (1)
- P91 MaterialDocument15 paginiP91 MaterialelrajilÎncă nu există evaluări
- The Weldability of Steels Used in Jack-Up Drilling PlatformsDocument10 paginiThe Weldability of Steels Used in Jack-Up Drilling PlatformsAnat HershkovitzÎncă nu există evaluări
- Corrosion Resistant A890 SulzerDocument6 paginiCorrosion Resistant A890 SulzerwkfilhoÎncă nu există evaluări
- Carrolo2022 Article DevelopmentOfMetallicTransitioDocument13 paginiCarrolo2022 Article DevelopmentOfMetallicTransitioLuis MoraesÎncă nu există evaluări
- 1 s2.0 S1526612521001997 MainDocument17 pagini1 s2.0 S1526612521001997 MainGaurav Kishor SVNITÎncă nu există evaluări
- PWHT ReqDocument13 paginiPWHT ReqAbhay KarandeÎncă nu există evaluări
- Ling2017 Article MicrostructureAndFatigueBehavi PDFDocument9 paginiLing2017 Article MicrostructureAndFatigueBehavi PDFKhalid HafezÎncă nu există evaluări
- The Welding of Structural Steels Without PreheatDocument10 paginiThe Welding of Structural Steels Without PreheatHouman HatamianÎncă nu există evaluări
- Proceedings of the 2014 Energy Materials Conference: Xi'an, Shaanxi Province, China, November 4 - 6, 2014De la EverandProceedings of the 2014 Energy Materials Conference: Xi'an, Shaanxi Province, China, November 4 - 6, 2014Încă nu există evaluări
- Welding for Challenging Environments: Proceedings of the International Conference on Welding for Challenging Environments, Toronto, Ontario, Canada, 15–17 October 1985De la EverandWelding for Challenging Environments: Proceedings of the International Conference on Welding for Challenging Environments, Toronto, Ontario, Canada, 15–17 October 1985Încă nu există evaluări
- 2.1. Excav PC200 - 200LC-8 - CEN00049-09Document5 pagini2.1. Excav PC200 - 200LC-8 - CEN00049-09adityadhÎncă nu există evaluări
- BOQ Gudang PltuDocument3 paginiBOQ Gudang PltuadityadhÎncă nu există evaluări
- PES 2017 Players and AbilitiesDocument2 paginiPES 2017 Players and AbilitiesadityadhÎncă nu există evaluări
- Tabel HoneycombDocument2 paginiTabel HoneycombAzwar HalimÎncă nu există evaluări
- BOQ Gudang PltuDocument3 paginiBOQ Gudang PltuadityadhÎncă nu există evaluări
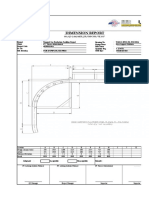
- Dimension Report: 001/QC-LAM/MDR - DR/TNSC-HS/VII.2017Document3 paginiDimension Report: 001/QC-LAM/MDR - DR/TNSC-HS/VII.2017adityadhÎncă nu există evaluări
- Tata StandartDocument1 paginăTata StandartadityadhÎncă nu există evaluări
- Draft: No. PP.: 001 Sheet: Date: 23 Agustus 2017 Rev.: Owner Project Title / CodeDocument1 paginăDraft: No. PP.: 001 Sheet: Date: 23 Agustus 2017 Rev.: Owner Project Title / CodeadityadhÎncă nu există evaluări
- Wide Flange Shape: Accordingjis 1993Document12 paginiWide Flange Shape: Accordingjis 1993adityadhÎncă nu există evaluări
- List - TBC SoftDocument1 paginăList - TBC SoftadityadhÎncă nu există evaluări
- TBL-SD-BC02-ABS01-001 - Assy. Belt Scale - R0 (2017 - 02 - 07)Document1 paginăTBL-SD-BC02-ABS01-001 - Assy. Belt Scale - R0 (2017 - 02 - 07)adityadhÎncă nu există evaluări
- Daftar Peserta - Desain Estimasi ADocument2 paginiDaftar Peserta - Desain Estimasi AadityadhÎncă nu există evaluări
- Rendering Submittal 4Document8 paginiRendering Submittal 4mjburnsyÎncă nu există evaluări
- Yes/No Yes/No Yes/No Yes/No Yes/No Yes/No Yes Yes Yes Yes Yes YesDocument1.832 paginiYes/No Yes/No Yes/No Yes/No Yes/No Yes/No Yes Yes Yes Yes Yes YesadityadhÎncă nu există evaluări
- Division 16 - SEC16075-I Equipment Identification & LabelingDocument2 paginiDivision 16 - SEC16075-I Equipment Identification & LabelingadityadhÎncă nu există evaluări
- Zdenek Fukar Waagner Biro Indonesia Bridges SEAsia 2010-08-03aDocument85 paginiZdenek Fukar Waagner Biro Indonesia Bridges SEAsia 2010-08-03aadityadh100% (1)
- Division 16 - SEC16140-I Switches, ReceptaclesDocument2 paginiDivision 16 - SEC16140-I Switches, ReceptaclesadityadhÎncă nu există evaluări
- ME Liebherr T282B USDocument16 paginiME Liebherr T282B USJavier Ignacio Valenzuela CruzatÎncă nu există evaluări
- Division 16 - SEC16000-I GeneralDocument4 paginiDivision 16 - SEC16000-I GeneraladityadhÎncă nu există evaluări
- Division 16 - SEC16065-I Lighting ProtectionDocument4 paginiDivision 16 - SEC16065-I Lighting ProtectionadityadhÎncă nu există evaluări
- Brosur Cyclone VentilatorDocument4 paginiBrosur Cyclone VentilatoradityadhÎncă nu există evaluări
- Anchor BC02 Rembang 27.10.14 Eng.Document165 paginiAnchor BC02 Rembang 27.10.14 Eng.adityadhÎncă nu există evaluări
- PTN-308-IT-QC-4001 - ITP of Ash Handling Conveyor ManufactureDocument5 paginiPTN-308-IT-QC-4001 - ITP of Ash Handling Conveyor ManufactureadityadhÎncă nu există evaluări
- c14023 A Fm-00004 Mdl.001 r0 - Mechanical Doc ListDocument3 paginic14023 A Fm-00004 Mdl.001 r0 - Mechanical Doc ListadityadhÎncă nu există evaluări
- p92 & t23 - Esope France, 2004Document13 paginip92 & t23 - Esope France, 2004adityadhÎncă nu există evaluări
- W PRG S-Curve Feb 07th 2013 (For Mhe)Document184 paginiW PRG S-Curve Feb 07th 2013 (For Mhe)adityadh100% (1)
- Submerged Arc Welding ProfileDocument7 paginiSubmerged Arc Welding ProfileadityadhÎncă nu există evaluări
- Supercore F91 - EPRI UK, 2001Document14 paginiSupercore F91 - EPRI UK, 2001adityadhÎncă nu există evaluări
- P91 - Nottingham, 1998Document14 paginiP91 - Nottingham, 1998adityadhÎncă nu există evaluări
- Biology Dot Point SummaryDocument91 paginiBiology Dot Point Summaryjulz230100% (4)
- Approved Withdrawal and Confirmation of Kenya Standards - NSC 12th January 2022Document42 paginiApproved Withdrawal and Confirmation of Kenya Standards - NSC 12th January 2022Asma DahaboÎncă nu există evaluări
- Paper 1 SPM Science 2021Document7 paginiPaper 1 SPM Science 2021Daniel BarnesÎncă nu există evaluări
- Fluorescent Carbon Dots Are The New Quantum Dots: An Overview of Their Potential in Emerging Technologies and NanosafetyDocument32 paginiFluorescent Carbon Dots Are The New Quantum Dots: An Overview of Their Potential in Emerging Technologies and NanosafetyYoosu NguyenÎncă nu există evaluări
- Replication Microscopy Techniques For NDE PDFDocument5 paginiReplication Microscopy Techniques For NDE PDFlaz_kÎncă nu există evaluări
- Ethylene Biosynthesis and Action in TomaDocument17 paginiEthylene Biosynthesis and Action in Toma17L1031213 Tran Thi Kieu OanhÎncă nu există evaluări
- 3 Bio-Medical Waste ManagementDocument69 pagini3 Bio-Medical Waste ManagementHarshaWakodkarÎncă nu există evaluări
- Pile FoundationDocument17 paginiPile FoundationShivaliSamÎncă nu există evaluări
- Marine Project Guide WV32 - 2/1997Document125 paginiMarine Project Guide WV32 - 2/1997Ayudhia Pangestu Gusti100% (1)
- Column Chromatography in Chemistry Is A Method Used To Purify Individual Chemical Compounds From Mixtures of CompoundsDocument12 paginiColumn Chromatography in Chemistry Is A Method Used To Purify Individual Chemical Compounds From Mixtures of CompoundsHuzaini IsmailÎncă nu există evaluări
- Infection Prevention in ORDocument85 paginiInfection Prevention in ORAme MehadiÎncă nu există evaluări
- Chemical Kinetics: Recap of Early ClassesDocument72 paginiChemical Kinetics: Recap of Early ClassesRaashiÎncă nu există evaluări
- Bolted, Sleeve-Type Couplings For Plain-End Pipe: AWWA StandardDocument32 paginiBolted, Sleeve-Type Couplings For Plain-End Pipe: AWWA StandardYovanny TelloÎncă nu există evaluări
- Belanja ObatDocument5 paginiBelanja ObatginanjarÎncă nu există evaluări
- 2JelaluK - Laboratory Manual and Review On Clinical Pathology PDFDocument33 pagini2JelaluK - Laboratory Manual and Review On Clinical Pathology PDFOUR STORYÎncă nu există evaluări
- CorrosionDocument79 paginiCorrosionAnonymous zTUWsMÎncă nu există evaluări
- SH 5107 Gases, Vapour & Aerosols 2021 Version 1Document131 paginiSH 5107 Gases, Vapour & Aerosols 2021 Version 1Shuyuan LuÎncă nu există evaluări
- Hoist-Ropes TPS en PDFDocument18 paginiHoist-Ropes TPS en PDFJack CorreiaÎncă nu există evaluări
- PRICE LIST Comprehensive - List Price 2020 - EURODocument1 paginăPRICE LIST Comprehensive - List Price 2020 - EUROSuriyachai NiamsornÎncă nu există evaluări
- CP6 Chain FeederDocument119 paginiCP6 Chain Feederdeddy ariyantoÎncă nu există evaluări
- Adhemax Neutralizer CR Ds v3Document8 paginiAdhemax Neutralizer CR Ds v3José Emilio Román de AndaÎncă nu există evaluări
- STOKDocument138 paginiSTOKDesty MSÎncă nu există evaluări
- 3DT149Document8 pagini3DT149dalton2004100% (1)
- 01.03.01 Coolant TR0199-99-2091 - enDocument18 pagini01.03.01 Coolant TR0199-99-2091 - enEhsanur Rahman100% (1)
- Electro ChemistryDocument7 paginiElectro Chemistrysreeni0076Încă nu există evaluări
- Cracking Patterns and Ionisation EnergiesDocument2 paginiCracking Patterns and Ionisation EnergiesWilliamRiveraÎncă nu există evaluări
- NQ 34746Document208 paginiNQ 34746bittu kumarÎncă nu există evaluări
- 68-Article Text-809-1-10-20230904Document12 pagini68-Article Text-809-1-10-20230904w6pz4fnn6wÎncă nu există evaluări
- Viscosity Cup PDFDocument16 paginiViscosity Cup PDFSaut Maruli Tua SamosirÎncă nu există evaluări
- Science Exam ReviewerDocument13 paginiScience Exam ReviewerManoli MontinolaÎncă nu există evaluări