S-ar putea să vă placă și
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (400)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (74)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
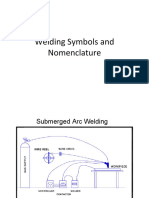
- Welding Symbols and NomenclatureDocument17 paginiWelding Symbols and Nomenclaturesa saÎncă nu există evaluări
- Chemical Engg Basic IndiabixDocument123 paginiChemical Engg Basic IndiabixRishikesh Awale100% (3)
- Chapter 2 Stress and Strain: Fig. 2.1 External and Internal Forces in A Structural MemberDocument14 paginiChapter 2 Stress and Strain: Fig. 2.1 External and Internal Forces in A Structural MemberMatthew LinÎncă nu există evaluări
- 5f9accc0f3f8f455bebc45f3 - 94 Shkolnik, Alexander - Final PaperDocument13 pagini5f9accc0f3f8f455bebc45f3 - 94 Shkolnik, Alexander - Final PaperpeterÎncă nu există evaluări
- PPF Multimedia CatalogDocument24 paginiPPF Multimedia Catalogalperen52Încă nu există evaluări
- Nissan 370Z: 3.7 PETROL Periodic MaintenanceDocument3 paginiNissan 370Z: 3.7 PETROL Periodic MaintenanceMichael KaneÎncă nu există evaluări
- Powerpoint Images: Failures Resulting From Static LoadingDocument11 paginiPowerpoint Images: Failures Resulting From Static LoadingKTMOÎncă nu există evaluări
- JoysticksDocument12 paginiJoysticksJuan Carlos Aragon CompiÎncă nu există evaluări
- Format WPQDocument2 paginiFormat WPQAkash Singh TomarÎncă nu există evaluări
- Wiring Layout For Dta EcuDocument5 paginiWiring Layout For Dta EcuJay Daffurn100% (3)
- 29 V3800dit 26Document2 pagini29 V3800dit 26Hector Dongo ArrayanÎncă nu există evaluări
- IRN 15 18.5 KW (20 25 HP) IRN 22 30 KW (30 40 HP) : Operation and Maintenance ManualDocument172 paginiIRN 15 18.5 KW (20 25 HP) IRN 22 30 KW (30 40 HP) : Operation and Maintenance ManualNikolay VelchevÎncă nu există evaluări
- ASME Boiler and Pressure Vessel Code, Section III NF, EditioDocument101 paginiASME Boiler and Pressure Vessel Code, Section III NF, EditiorazvannuÎncă nu există evaluări
- Tablas Medidas Tubos de Acero API5L - ASTM A53 - A106Document6 paginiTablas Medidas Tubos de Acero API5L - ASTM A53 - A106Reinaldo AndaraÎncă nu există evaluări
- F5ae9484 9454 AgricolaDocument150 paginiF5ae9484 9454 Agricolajvega_534120Încă nu există evaluări
- Formation Pres TempDocument1 paginăFormation Pres TempMahmoud Ahmed Ali Abdelrazik0% (1)
- RCCDocument101 paginiRCCJay PatelÎncă nu există evaluări
- Chapter 5 - Exhaust SystemsDocument26 paginiChapter 5 - Exhaust SystemsVin KenÎncă nu există evaluări
- Problem 709 - Propped Beam With Spring Support: Stone Crusher Price ListDocument2 paginiProblem 709 - Propped Beam With Spring Support: Stone Crusher Price Listmeda012Încă nu există evaluări
- Dodge Durango 1999 DN Parts CatalogueDocument20 paginiDodge Durango 1999 DN Parts Cataloguemark100% (33)
- Valves. Valves and Fittings Pressure Drop CoefficientsDocument270 paginiValves. Valves and Fittings Pressure Drop CoefficientsJMV100% (1)
- 1996 Club Car DS Golf Cart Owner's ManualDocument48 pagini1996 Club Car DS Golf Cart Owner's Manualdriver33b60% (5)
- Repair Manual ZF 63 Iv - ZF 80 Iv - ZF 80-1 Iv - ZF 85 IV Code 310.01.0009hDocument110 paginiRepair Manual ZF 63 Iv - ZF 80 Iv - ZF 80-1 Iv - ZF 85 IV Code 310.01.0009hEdwin Enrique OsorioÎncă nu există evaluări
- Superhero ExampleDocument8 paginiSuperhero Exampleapi-343241309Încă nu există evaluări
- Deformacao AxialDocument31 paginiDeformacao AxialANTONIOÎncă nu există evaluări
- Integral Relation For A Control Volume (Part 1)Document15 paginiIntegral Relation For A Control Volume (Part 1)Muhammad Amni FitriÎncă nu există evaluări
- CatalogoDocument18 paginiCatalogocarlosorizabaÎncă nu există evaluări
- √ nρs) fc': Uncracked sectionDocument5 pagini√ nρs) fc': Uncracked sectionSPDQC EngineeringÎncă nu există evaluări
- PRASHANTDocument2 paginiPRASHANTdevan gandhiÎncă nu există evaluări
- GF SlabDocument8 paginiGF Slabcheligp1981Încă nu există evaluări