S-ar putea să vă placă și
- Rotating Itp 1Document4 paginiRotating Itp 1abdul aziz100% (1)
- Directional DrillingDocument43 paginiDirectional Drillingasif712Încă nu există evaluări
- WPS FormatDocument2 paginiWPS FormatAmit SarkarÎncă nu există evaluări
- Physics Xi CbseDocument234 paginiPhysics Xi CbseSakiAtScribdÎncă nu există evaluări
- ITP For Domestic Water Piping InstallationDocument1 paginăITP For Domestic Water Piping InstallationBelal AlrwadiehÎncă nu există evaluări
- Itp For InsulationDocument14 paginiItp For InsulationHytham El-NoubyÎncă nu există evaluări
- Inspection and Test Plans (ITP) - MUM-06 Pipework Installation ChecklistDocument3 paginiInspection and Test Plans (ITP) - MUM-06 Pipework Installation Checklistnice guyÎncă nu există evaluări
- Visible Penetrant Examination Using The Water-Washable ProcessDocument6 paginiVisible Penetrant Examination Using The Water-Washable ProcessERNESTO ENRIQUE FERNANDEZ BAPTISTAÎncă nu există evaluări
- M Storm Drainage System IC M SDS 00Document2 paginiM Storm Drainage System IC M SDS 00achusanachuÎncă nu există evaluări
- Itp - Tanks - 01Document10 paginiItp - Tanks - 01ravigurajapuÎncă nu există evaluări
- ITP AllDocument1 paginăITP AllMuhammadIqbalMughalÎncă nu există evaluări
- Inspection and Test Plan For Steel StrucDocument6 paginiInspection and Test Plan For Steel Strucwawan gunawan100% (1)
- Welding Procedure PIPE HDPE - Rev.03Document29 paginiWelding Procedure PIPE HDPE - Rev.03DORBANI NedjmeddineÎncă nu există evaluări
- HDPE Welding ProcedureDocument7 paginiHDPE Welding ProcedureRaden Armanadi100% (4)
- Cable Tray Price ListDocument54 paginiCable Tray Price ListSunil WadekarÎncă nu există evaluări
- Piping Fabrication Installation QCP On SiteDocument1 paginăPiping Fabrication Installation QCP On SiteTarun PatelÎncă nu există evaluări
- ITP For Site Installation of Pipe Rev 1 15.07.10Document4 paginiITP For Site Installation of Pipe Rev 1 15.07.10Rejoy babyÎncă nu există evaluări
- Welder Qualification Report FormDocument1 paginăWelder Qualification Report FormNanaba Nanayaw DwomohÎncă nu există evaluări
- NEBOSH AssignmentDocument46 paginiNEBOSH Assignmentasif712100% (2)
- NEBOSH AssignmentDocument46 paginiNEBOSH Assignmentasif712100% (2)
- Itp For Ug PipelineDocument3 paginiItp For Ug PipelineJustin Alwar100% (1)
- Inspection and Test Paln For LSAWDocument4 paginiInspection and Test Paln For LSAWkbpatel123Încă nu există evaluări
- Section Properties and CapacitiesDocument19 paginiSection Properties and CapacitiesRufus ChengÎncă nu există evaluări
- Weld Visual Report Rev.0Document1 paginăWeld Visual Report Rev.0John TerryÎncă nu există evaluări
- Gas Lift MandrelsDocument20 paginiGas Lift MandrelsJenishlalchetaÎncă nu există evaluări
- Method Statement For Welding Control System: Sohar Refinery Improvement ProjectDocument14 paginiMethod Statement For Welding Control System: Sohar Refinery Improvement Projectmansih457100% (1)
- Contractor Quality Control Plan For Fix or Stationery Equipment Installation Inspection and Test Plan For Fix or Stationery Equipment InstallationDocument5 paginiContractor Quality Control Plan For Fix or Stationery Equipment Installation Inspection and Test Plan For Fix or Stationery Equipment InstallationSergey KichenkoÎncă nu există evaluări
- QAQC Form - ArchitechtureDocument42 paginiQAQC Form - ArchitechtureMohammad Hadoumi SaldanÎncă nu există evaluări
- DSM-xxx-0xxx-xx, Checklist For HDPE Piping InstallationDocument1 paginăDSM-xxx-0xxx-xx, Checklist For HDPE Piping Installationkadir tanzaniaÎncă nu există evaluări
- ITP-P-001 ITP For Above Ground Piping Rev. ADocument9 paginiITP-P-001 ITP For Above Ground Piping Rev. APhong Đỗ100% (1)
- Itp For Pipeline at SiteDocument3 paginiItp For Pipeline at Siteanang_pri100% (2)
- M - AC Pipework INSPECTION CHECKLISTDocument1 paginăM - AC Pipework INSPECTION CHECKLISTmandelaria01Încă nu există evaluări
- Hdep - Welding of Hdpe Pipes and FitingsDocument9 paginiHdep - Welding of Hdpe Pipes and Fitingsakashdruva892100% (1)
- Welding QuestionnairesDocument2 paginiWelding Questionnairesasif712100% (2)
- ITP For Duct WorkDocument1 paginăITP For Duct WorktreyÎncă nu există evaluări
- ITP For Pipeline Welding ProcedureDocument15 paginiITP For Pipeline Welding ProcedureNYO100% (2)
- CSWIP 3.2 ExamDocument1 paginăCSWIP 3.2 Examasif712Încă nu există evaluări
- 1A-Check List - CI Pipes - InstallationDocument1 pagină1A-Check List - CI Pipes - InstallationRajput AmitÎncă nu există evaluări
- 3 - Hdpe - Itp Pipe WeldingDocument2 pagini3 - Hdpe - Itp Pipe WeldingAttiq Ahmad Choudhry89% (9)
- Inspection Report-Hdpec BlankDocument2 paginiInspection Report-Hdpec BlankJoseph Perez100% (1)
- Me Pipe Fitting Bending S3199e en 140790Document66 paginiMe Pipe Fitting Bending S3199e en 140790Slim EL-EUCHÎncă nu există evaluări
- Inspection Test Plan For Pipeline JobsDocument6 paginiInspection Test Plan For Pipeline Jobsمحمد أزها نو الدينÎncă nu există evaluări
- ITP For Piping WorksDocument3 paginiITP For Piping WorksOrlando1949100% (3)
- ITP-Duct InsulationDocument2 paginiITP-Duct Insulationdicky100% (1)
- DSM-xxx-0xxx-xx, Checklist For HDPE Piping System InspectionDocument1 paginăDSM-xxx-0xxx-xx, Checklist For HDPE Piping System Inspectionkadir tanzaniaÎncă nu există evaluări
- Material Inspection Report: Project Name Date InspDocument22 paginiMaterial Inspection Report: Project Name Date InspRafiqKuÎncă nu există evaluări
- HydraulicsDocument11 paginiHydraulicsaldz5Încă nu există evaluări
- Test Pack Format: Contents of Hydrostatic Test PackagesDocument2 paginiTest Pack Format: Contents of Hydrostatic Test PackagesmiteshÎncă nu există evaluări
- Sample - Template - Itp For Piping Fabrication and InstallationDocument2 paginiSample - Template - Itp For Piping Fabrication and Installationmohd as shahiddin jafriÎncă nu există evaluări
- Daily Welding Progress ReportDocument1 paginăDaily Welding Progress ReportManoj KumarÎncă nu există evaluări
- Itp For Piping QPDocument4 paginiItp For Piping QPRejoy baby100% (2)
- HDPE PipesDocument4 paginiHDPE PipesAshraf Mohammed100% (2)
- FInal QAP HDPE WeldingDocument2 paginiFInal QAP HDPE Weldingkannagi198Încă nu există evaluări
- ITP For HDPEDocument2 paginiITP For HDPEAshraf Mohammed75% (4)
- CSWIP 3.2 ExamDocument1 paginăCSWIP 3.2 Examasif712Încă nu există evaluări
- Itp PipingDocument40 paginiItp PipingBUDAPESÎncă nu există evaluări
- Welding Report For PipingDocument1 paginăWelding Report For PipingRifki HasyaÎncă nu există evaluări
- Bed 2381 Q Itp XX 000 00 PDFDocument1 paginăBed 2381 Q Itp XX 000 00 PDFKareem GhazyÎncă nu există evaluări
- Project Name Project No.: OOOO: Installation of Lighting Fixture, Switch and OutletDocument10 paginiProject Name Project No.: OOOO: Installation of Lighting Fixture, Switch and OutletReynante AlimÎncă nu există evaluări
- 00 ITP For Installation & Testing of HVAC Ductwork SystemDocument3 pagini00 ITP For Installation & Testing of HVAC Ductwork SystemBabar Shehzad100% (1)
- API-571-ecam Questions 2020Document14 paginiAPI-571-ecam Questions 2020asif71267% (3)
- Metric Tolerances ChartDocument6 paginiMetric Tolerances ChartjoleolÎncă nu există evaluări
- PMG-03-010 HDPE Piping MethodologyDocument5 paginiPMG-03-010 HDPE Piping MethodologyCara DelibogÎncă nu există evaluări
- QAP Format - QA 01 F 01Document1 paginăQAP Format - QA 01 F 01Murukan PadmanabhanÎncă nu există evaluări
- (PDF) Calculation - Compress PDFDocument50 pagini(PDF) Calculation - Compress PDFDhrupal PatelÎncă nu există evaluări
- HDPE Butt Fusion Weld Inspection and Imaging PDFDocument19 paginiHDPE Butt Fusion Weld Inspection and Imaging PDFelectroscribdÎncă nu există evaluări
- FGD Project at 2X 525 MW MPL: Document Title: FQP For General Structural Works of FGDDocument10 paginiFGD Project at 2X 525 MW MPL: Document Title: FQP For General Structural Works of FGDBhanu Pratap Choudhury100% (1)
- Elding Rocedure Pecification: 7200-HDPE Butt WeldDocument2 paginiElding Rocedure Pecification: 7200-HDPE Butt Weldsamer8saifÎncă nu există evaluări
- 1.13 Inspection & Test PlansDocument1 pagină1.13 Inspection & Test Plansabimanyubawono100% (2)
- Inspection Test Plan (Itp)Document1 paginăInspection Test Plan (Itp)widhisaputrawijayaÎncă nu există evaluări
- Inspection Checklist For: Control ValvesDocument2 paginiInspection Checklist For: Control Valvesabdelkader benabdallahÎncă nu există evaluări
- Steam Trap QAPDocument2 paginiSteam Trap QAPPavul RajÎncă nu există evaluări
- Condensate Collection Tank Qap 290722Document3 paginiCondensate Collection Tank Qap 290722Pavul RajÎncă nu există evaluări
- Piping Qap R03 250822Document2 paginiPiping Qap R03 250822Pavul RajÎncă nu există evaluări
- Furnace PresentationDocument37 paginiFurnace Presentationasif712Încă nu există evaluări
- Rules For Pipes P1Document10 paginiRules For Pipes P1asif712Încă nu există evaluări
- Qms Guidelines Aug 13 0Document23 paginiQms Guidelines Aug 13 0asif712Încă nu există evaluări
- NDT Inspection PlanDocument7 paginiNDT Inspection Planasif712Încă nu există evaluări
- Commodity CodesDocument116 paginiCommodity Codesasif712Încă nu există evaluări
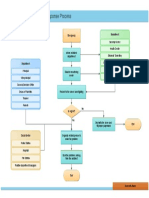
- University F Merge Ncy Response ProcessDocument1 paginăUniversity F Merge Ncy Response Processasif712Încă nu există evaluări
- Highlight FlowchartDocument1 paginăHighlight Flowchartasif712Încă nu există evaluări
- Group Health PolicyDocument37 paginiGroup Health Policyasif7120% (1)
- 3-69 ShigleyDocument3 pagini3-69 ShigleyinivlaviÎncă nu există evaluări
- Service Manual SM1-2-24.0: Front Axle, R & IDocument4 paginiService Manual SM1-2-24.0: Front Axle, R & IMohamed RashedÎncă nu există evaluări
- Daihatsu - 5DK-20 - Instruction Manual Aux. Engine DK-20 (Maintenance)Document173 paginiDaihatsu - 5DK-20 - Instruction Manual Aux. Engine DK-20 (Maintenance)andriy.b1979Încă nu există evaluări
- Gear 1st 2nd 3rd 4th 5th Reverse: JJJJC C C C55 5 5Document4 paginiGear 1st 2nd 3rd 4th 5th Reverse: JJJJC C C C55 5 5todo manualesÎncă nu există evaluări
- ArcelorMittal Energy Projects - EN10225-2019 Plates - Feb 2020Document2 paginiArcelorMittal Energy Projects - EN10225-2019 Plates - Feb 2020Vinoth Kumar PothuvudaiÎncă nu există evaluări
- Is 1893 1984Document83 paginiIs 1893 1984rcdk2Încă nu există evaluări
- Dozer: 10 50J Waste HandlerDocument6 paginiDozer: 10 50J Waste Handlerwalk01Încă nu există evaluări
- Chapter 8. Internal Flow (Bounded, Forced)Document31 paginiChapter 8. Internal Flow (Bounded, Forced)wadec24Încă nu există evaluări
- TDs 2022 2023Document11 paginiTDs 2022 2023Moiz AmirÎncă nu există evaluări
- The Founding of The Company: © MAN Diesel A/S L/73480-9.1/0205 (2000/LGJ)Document11 paginiThe Founding of The Company: © MAN Diesel A/S L/73480-9.1/0205 (2000/LGJ)argentum19619692Încă nu există evaluări
- Corrosion Fatigue PDFDocument2 paginiCorrosion Fatigue PDFvelu111Încă nu există evaluări
- GM Aw and GT Aw ConsumablesDocument118 paginiGM Aw and GT Aw Consumablessepe00Încă nu există evaluări
- 4 Way Hacksaw MachineDocument8 pagini4 Way Hacksaw Machinepandi67% (3)
- Eim NC II Pipe BendingDocument21 paginiEim NC II Pipe BendingWensore CambiaÎncă nu există evaluări
- RiS Calefi 1colDocument16 paginiRiS Calefi 1colKrstoÎncă nu există evaluări
- BOQ Format - Fire Pro PDFDocument6 paginiBOQ Format - Fire Pro PDFKurama BasketÎncă nu există evaluări
- SPH3U Lab Potential Energy ShelvesDocument5 paginiSPH3U Lab Potential Energy ShelvesKelvin Mensah100% (3)
- Instruction Manual: Electro-Pneumatic Valve PositionersDocument31 paginiInstruction Manual: Electro-Pneumatic Valve PositionersArdvarkÎncă nu există evaluări
- E GarageDocument36 paginiE GarageLidijaSpaseskaÎncă nu există evaluări
- TRANSMICIONDocument84 paginiTRANSMICIONPepe Al100% (1)
- Kristall 2000S English InstructionsDocument1 paginăKristall 2000S English InstructionsJohn WalesÎncă nu există evaluări
- Type 262K FilterDocument2 paginiType 262K FilterDatt NguyenÎncă nu există evaluări
- 2007 LC4 690 LC8 990 Diagnostic Measurements Failure CodesDocument49 pagini2007 LC4 690 LC8 990 Diagnostic Measurements Failure Codeschili_s16Încă nu există evaluări