S-ar putea să vă placă și
- Multifix All Mechanical Anchor - Design GuideDocument28 paginiMultifix All Mechanical Anchor - Design GuideConstantino Ramirez (Cons)Încă nu există evaluări
- Is 11006 2011 PDFDocument16 paginiIs 11006 2011 PDFAnantha NarayananÎncă nu există evaluări
- MasterSeal 940 TDSDocument4 paginiMasterSeal 940 TDSbayuargad100% (1)
- Duxseal: (Approximate Average - Not For Specification)Document1 paginăDuxseal: (Approximate Average - Not For Specification)Ayman SaberÎncă nu există evaluări
- Crane Safety Analysis ReportDocument12 paginiCrane Safety Analysis Report88san100% (1)
- R5888C Quadramho A4RBDocument336 paginiR5888C Quadramho A4RBdbeard811100% (1)
- Iso 20172-1 2017Document11 paginiIso 20172-1 2017Dinh Quang NhamÎncă nu există evaluări
- Espol 38.00 Revised 07032016Document2 paginiEspol 38.00 Revised 07032016Vinay YadavÎncă nu există evaluări
- Masteremaco S 422Document3 paginiMasteremaco S 422shahidÎncă nu există evaluări
- Technical Datasheet for MoyaProof CWP Cementitious WaterproofingDocument4 paginiTechnical Datasheet for MoyaProof CWP Cementitious Waterproofingcmtheboss100% (1)
- Rolling Shutter Technical Compliance Sheet PDFDocument1 paginăRolling Shutter Technical Compliance Sheet PDFCarlosSánchezÎncă nu există evaluări
- Solvent Primer Data SheetDocument2 paginiSolvent Primer Data SheetDipin Nediya Parambath100% (1)
- Concure WBDocument2 paginiConcure WBR.ThangarajÎncă nu există evaluări
- Palatal A408-972 (E) For PultrusionDocument1 paginăPalatal A408-972 (E) For Pultrusionbourne029Încă nu există evaluări
- 187 NanoGrout EGDocument2 pagini187 NanoGrout EGTristan Irvin Asi100% (3)
- Almona CatalogDocument9 paginiAlmona CatalogMahmoud AbouelhassanÎncă nu există evaluări
- Masterfinish 202: Solvent Based, Ready-To-Use, Form-Release AgentDocument2 paginiMasterfinish 202: Solvent Based, Ready-To-Use, Form-Release AgentFakhrul FirdausÎncă nu există evaluări
- Quantium 510Document4 paginiQuantium 510x01001932Încă nu există evaluări
- Renderoc LAXtra PlusDocument2 paginiRenderoc LAXtra PlusVenkata Raju Kalidindi100% (1)
- Setseal B - TDSDocument4 paginiSetseal B - TDShussam jumah100% (1)
- Vicplas Holdings: Sanitary Plumbing SystemsDocument44 paginiVicplas Holdings: Sanitary Plumbing SystemsReaksmey BinÎncă nu există evaluări
- Commercial 95 340 - Product Profile - Rev. 13 Gale - May 2013Document1 paginăCommercial 95 340 - Product Profile - Rev. 13 Gale - May 2013Aqil GhaffarÎncă nu există evaluări
- Galvocoat 16380Document2 paginiGalvocoat 16380MuhammedHafisÎncă nu există evaluări
- TR Civil Build (Rev.0 2018)Document24 paginiTR Civil Build (Rev.0 2018)selva.uae8207Încă nu există evaluări
- Qatar Academy Expansion Diesel Generator Compliance StatementDocument1 paginăQatar Academy Expansion Diesel Generator Compliance StatementMohameduwais Badurdeen Haqqiyul QadiriÎncă nu există evaluări
- Cu Xlpe Cws PVC 0.6 1 KV (N2xcy)Document9 paginiCu Xlpe Cws PVC 0.6 1 KV (N2xcy)Fani Dwi PutraÎncă nu există evaluări
- Technical Specs of PoleDocument22 paginiTechnical Specs of Poleanon_237992751Încă nu există evaluări
- Product Data Sheet: Product Description Technical SpecificationDocument2 paginiProduct Data Sheet: Product Description Technical SpecificationVaittianathan MahavapillaiÎncă nu există evaluări
- Door Hardware 08 71 10 PDFDocument13 paginiDoor Hardware 08 71 10 PDFozsenerÎncă nu există evaluări
- PVC Waterstop DatasheetsDocument2 paginiPVC Waterstop DatasheetssfgfhgfjÎncă nu există evaluări
- Access & Edge Protection OnlyDocument10 paginiAccess & Edge Protection OnlyJose Luis DominguezÎncă nu există evaluări
- Welding Guide BrochureDocument4 paginiWelding Guide BrochureAnonymous 6aGAvbNÎncă nu există evaluări
- Datasheet File - Conbextra GPDocument3 paginiDatasheet File - Conbextra GPmuraliÎncă nu există evaluări
- Sika Fiber T48 - TDSDocument2 paginiSika Fiber T48 - TDSMarko StojanovicÎncă nu există evaluări
- Sika - Waterstop G: PVC Joint Sealing ProfilesDocument4 paginiSika - Waterstop G: PVC Joint Sealing ProfilesMuthannaÎncă nu există evaluări
- PDS - Sika MonoTop-412 MYDocument4 paginiPDS - Sika MonoTop-412 MYNorlizawati YusofÎncă nu există evaluări
- Final - Draft Specification - BWSC Pipe Revise1Document21 paginiFinal - Draft Specification - BWSC Pipe Revise1Chief Engineer Hydro Project & Quality ControlÎncă nu există evaluări
- Al Fattan Site SurveyDocument19 paginiAl Fattan Site Surveypunk cmÎncă nu există evaluări
- Work Smarter with Kovax's Cutting-Edge Finishing ProductsDocument28 paginiWork Smarter with Kovax's Cutting-Edge Finishing ProductsViraj AmleÎncă nu există evaluări
- TSK II Series: In-Line Centrifugal Duct FanDocument4 paginiTSK II Series: In-Line Centrifugal Duct FanLuciano EbangÎncă nu există evaluări
- Mepoxe M: Methyl Ethyl Ketone Peroxide Type MDocument1 paginăMepoxe M: Methyl Ethyl Ketone Peroxide Type Mwongpengchiong7205Încă nu există evaluări
- Catalog Full Line English WireAndCable PDFDocument16 paginiCatalog Full Line English WireAndCable PDFEngr Abdus Saboor AhmadÎncă nu există evaluări
- Lintel BeamDocument3 paginiLintel BeamJosephÎncă nu există evaluări
- Icaro P55 Bender PDFDocument1 paginăIcaro P55 Bender PDFSzuhri 2100% (1)
- Properties of Ss410Document5 paginiProperties of Ss410gregkilatonÎncă nu există evaluări
- Qcs 2010 Section 13 Part 4 Unit Masonry PDFDocument12 paginiQcs 2010 Section 13 Part 4 Unit Masonry PDFbryanpastor106100% (1)
- Flexible Insulation for Piping and EquipmentDocument6 paginiFlexible Insulation for Piping and EquipmentjhoÎncă nu există evaluări
- Monokote Mk6 - Hy TdsDocument2 paginiMonokote Mk6 - Hy TdsEngTamerÎncă nu există evaluări
- As Standard ListDocument6 paginiAs Standard ListNguyen Duc DungÎncă nu există evaluări
- Megaadd Wl2: Integral Water Repellent AdmixtureDocument2 paginiMegaadd Wl2: Integral Water Repellent AdmixtureShaik QutubuddinÎncă nu există evaluări
- Gepico en Catalogue 2017Document30 paginiGepico en Catalogue 2017zainul abid50% (2)
- 9103 PDFDocument3 pagini9103 PDFEong Huat Corporation Sdn BhdÎncă nu există evaluări
- Paint Certificate 80A45-1Document1 paginăPaint Certificate 80A45-1Shyam_Nair_9667Încă nu există evaluări
- Nitoproof 600PFDocument3 paginiNitoproof 600PFshyamsundar_ceÎncă nu există evaluări
- Nitomortar TC2000Document3 paginiNitomortar TC2000MuhammedHafis100% (1)
- Specification For 33 KV PTDocument7 paginiSpecification For 33 KV PTPapun Scribd100% (1)
- Technical and Installation Guide - Solid PolycarbonateDocument12 paginiTechnical and Installation Guide - Solid PolycarbonateFritz NatividadÎncă nu există evaluări
- Sikagard EPSDocument18 paginiSikagard EPSTheOne Yasir0% (1)
- Woqod storage tank setup requirementsDocument1 paginăWoqod storage tank setup requirementsRamiAl-fuqaha100% (1)
- 253 PDS AiDocument4 pagini253 PDS AiAchraf BoudayaÎncă nu există evaluări
- Carboguard 893 SG MIO PDSDocument4 paginiCarboguard 893 SG MIO PDSMuthuKumarÎncă nu există evaluări
- Amercoat-235-Data Sheet PDFDocument4 paginiAmercoat-235-Data Sheet PDFPubcrawlÎncă nu există evaluări
- Amerlock 400: Product Data/ Application InstructionsDocument4 paginiAmerlock 400: Product Data/ Application InstructionsPedro Nelvedir Barrera CelyÎncă nu există evaluări
- Series LFII Residential SprinklersDocument6 paginiSeries LFII Residential SprinklersAchraf BoudayaÎncă nu există evaluări
- Jotaplast (ID) : Technical Data SheetDocument3 paginiJotaplast (ID) : Technical Data SheetBilher SihombingÎncă nu există evaluări
- Series LFII Residential Concealed Pendent Sprinklers, Flat Plate 4.2 K-FactorDocument4 paginiSeries LFII Residential Concealed Pendent Sprinklers, Flat Plate 4.2 K-FactorAchraf BoudayaÎncă nu există evaluări
- Series LFII Residential Flush Pendent Sprinklers 4.2 K-FactorDocument8 paginiSeries LFII Residential Flush Pendent Sprinklers 4.2 K-FactorAchraf BoudayaÎncă nu există evaluări
- Jotashield Extreme: Technical Data SheetDocument3 paginiJotashield Extreme: Technical Data SheetAchraf BoudayaÎncă nu există evaluări
- Installer Warning!!! Read The Following Cautions Before Handling or Installing Your SprinklersDocument4 paginiInstaller Warning!!! Read The Following Cautions Before Handling or Installing Your SprinklersAchraf BoudayaÎncă nu există evaluări
- Sprinkler Spray PatternsDocument38 paginiSprinkler Spray PatternsAchraf BoudayaÎncă nu există evaluări
- Series LFII Residential Horizontal Sidewall Sprinklers 4.2 K-FactorDocument8 paginiSeries LFII Residential Horizontal Sidewall Sprinklers 4.2 K-FactorAchraf BoudayaÎncă nu există evaluări
- Series LFII Residential Pendent Sprinklers 4.9 K-Factor: Technical Services: Tel: (800) 381-9312 / Fax: (800) 791-5500Document8 paginiSeries LFII Residential Pendent Sprinklers 4.9 K-Factor: Technical Services: Tel: (800) 381-9312 / Fax: (800) 791-5500Achraf BoudayaÎncă nu există evaluări
- Rociador Ty LDocument8 paginiRociador Ty LOscar Fernandez SanchezÎncă nu există evaluări
- Recessed Escutcheon Installation GuideDocument4 paginiRecessed Escutcheon Installation GuideAchraf BoudayaÎncă nu există evaluări
- Jotun Essence Easy Clean Matt: Technical Data SheetDocument3 paginiJotun Essence Easy Clean Matt: Technical Data SheetAchraf BoudayaÎncă nu există evaluări
- Model G1 & G4 Sprinkler Guards Model G1/S1 & G4/S3 Guards With Shields Series TY-B, TY-FRB, TY-L, and TY-FRL SprinklersDocument4 paginiModel G1 & G4 Sprinkler Guards Model G1/S1 & G4/S3 Guards With Shields Series TY-B, TY-FRB, TY-L, and TY-FRL SprinklersAchraf BoudayaÎncă nu există evaluări
- Protect Sprinklers from DamageDocument4 paginiProtect Sprinklers from DamageAchraf BoudayaÎncă nu există evaluări
- Flyer TycoDocument8 paginiFlyer TycoAchraf BoudayaÎncă nu există evaluări
- Majestic Optima: Technical Data SheetDocument3 paginiMajestic Optima: Technical Data Sheetaditarian .pÎncă nu există evaluări
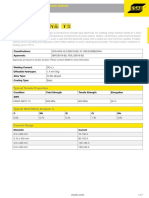
- Classifications: Approvals:: Typical Tensile PropertiesDocument1 paginăClassifications: Approvals:: Typical Tensile PropertiesAchraf BoudayaÎncă nu există evaluări
- Jotashield Flex: Technical Data SheetDocument3 paginiJotashield Flex: Technical Data SheetAchraf BoudayaÎncă nu există evaluări
- Snubbers type 31 absorb heavy loads in nuclear installationsDocument1 paginăSnubbers type 31 absorb heavy loads in nuclear installationsAchraf BoudayaÎncă nu există evaluări
- Typical Tensile Properties: Classifications: Welding Current: Diffusible Hydrogen: Alloy Type: Coating TypeDocument1 paginăTypical Tensile Properties: Classifications: Welding Current: Diffusible Hydrogen: Alloy Type: Coating TypeAchraf BoudayaÎncă nu există evaluări
- Esab Pipeweld 6010R: Classifications: ApprovalsDocument1 paginăEsab Pipeweld 6010R: Classifications: ApprovalsAchraf BoudayaÎncă nu există evaluări
- Classifications: Approvals:: Typical Tensile PropertiesDocument1 paginăClassifications: Approvals:: Typical Tensile PropertiesAchraf BoudayaÎncă nu există evaluări
- Classifications: Approvals:: Typical Tensile PropertiesDocument1 paginăClassifications: Approvals:: Typical Tensile PropertiesAchraf BoudayaÎncă nu există evaluări
- Weld-On Brackets Type 35Document1 paginăWeld-On Brackets Type 35Achraf BoudayaÎncă nu există evaluări
- Energy Absorber Type 32Document1 paginăEnergy Absorber Type 32Achraf BoudayaÎncă nu există evaluări
- Snubbers Type 30Document1 paginăSnubbers Type 30Achraf BoudayaÎncă nu există evaluări
- Installation Extensions Type 33Document1 paginăInstallation Extensions Type 33Achraf BoudayaÎncă nu există evaluări
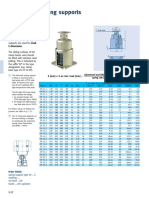
- Telescopic Spring Supports Type 29Document1 paginăTelescopic Spring Supports Type 29Achraf BoudayaÎncă nu există evaluări
- Rigid Struts Type 39Document1 paginăRigid Struts Type 39Achraf BoudayaÎncă nu există evaluări
- Sway Braces Type 27Document1 paginăSway Braces Type 27Achraf BoudayaÎncă nu există evaluări
- Catalogo Wiha AlicatesDocument48 paginiCatalogo Wiha AlicatesMagno KenesÎncă nu există evaluări
- PCB Designers HandbookDocument124 paginiPCB Designers HandbookCKJJ55@hotmail.cmÎncă nu există evaluări
- Ch.03 Aircraft Specification SASDocument12 paginiCh.03 Aircraft Specification SASAhmad Faisal Ibrahim100% (1)
- Job Description - Mechanical Integrity - Project Engineer (1713975)Document3 paginiJob Description - Mechanical Integrity - Project Engineer (1713975)Bil KaÎncă nu există evaluări
- Panasonic Dmc-Fs35eb Service ManualDocument68 paginiPanasonic Dmc-Fs35eb Service ManualABUTALEB_535364936Încă nu există evaluări
- Quality Manager ResumeDocument6 paginiQuality Manager Resumebcqvdfyg100% (2)
- 02-msin1440anx1-GUIDELINES TO FACILITATE THE SELECTION OF PORTABLE ATMOSPHERE PDFDocument4 pagini02-msin1440anx1-GUIDELINES TO FACILITATE THE SELECTION OF PORTABLE ATMOSPHERE PDFThurdsuk NoinijÎncă nu există evaluări
- ASPF, Fire Protection For Structural Steel in BuildingsDocument162 paginiASPF, Fire Protection For Structural Steel in BuildingsDawit SolomonÎncă nu există evaluări
- Programming With Curlpp: 1 About This DocumentDocument18 paginiProgramming With Curlpp: 1 About This DocumentEugen IordacheÎncă nu există evaluări
- Boot RootDocument26 paginiBoot RootdjstinkyÎncă nu există evaluări
- 7 1 A Moredimensioning Tlitong p3Document9 pagini7 1 A Moredimensioning Tlitong p3api-328789300Încă nu există evaluări
- Editing Parcel Fabrics Tutorial PDFDocument39 paginiEditing Parcel Fabrics Tutorial PDFWILSONCHAMBILLAÎncă nu există evaluări
- SIEM For BeginnersDocument18 paginiSIEM For BeginnersАлексей ЦибиногинÎncă nu există evaluări
- FQM Corporation Issues Clean-Up NoticeDocument20 paginiFQM Corporation Issues Clean-Up NoticeNhan Phan ThanhÎncă nu există evaluări
- Certificate of User Acceptance Test-3Document4 paginiCertificate of User Acceptance Test-3azmanyusofÎncă nu există evaluări
- Integrating Snort and OSSIMDocument7 paginiIntegrating Snort and OSSIMMarcelo LaurentiÎncă nu există evaluări
- Origo Arc 150i Origo Arc 200i 2Document16 paginiOrigo Arc 150i Origo Arc 200i 2snovovi1100% (1)
- Poe 400 DatasheetDocument2 paginiPoe 400 DatasheetAbeyMulugetaÎncă nu există evaluări
- LS20-100 Sullair Manual PDFDocument114 paginiLS20-100 Sullair Manual PDFJames Hanks50% (2)
- Probit AnalysisDocument7 paginiProbit AnalysisUfuoma BabatundeÎncă nu există evaluări
- #01 KNX ArchitectureDocument35 pagini#01 KNX ArchitectureMircea Remus AndoneÎncă nu există evaluări
- C.V - Muhammad Ifrahim - Scaffolding PDFDocument5 paginiC.V - Muhammad Ifrahim - Scaffolding PDFIfrahimÎncă nu există evaluări
- Novag Star Diamond Communication ProtocolDocument8 paginiNovag Star Diamond Communication ProtocolShamattÎncă nu există evaluări
- SCSI ATA TranslationDocument135 paginiSCSI ATA Translationkr0465Încă nu există evaluări
- Audiobahn A2002V User Manual PDFDocument27 paginiAudiobahn A2002V User Manual PDFCarlos FornesÎncă nu există evaluări
- Logcat Xiaomi RomDocument218 paginiLogcat Xiaomi RomBira Vieira100% (1)
- GPI EZ8 Manual PDFDocument4 paginiGPI EZ8 Manual PDFAndy PriceÎncă nu există evaluări