S-ar putea să vă placă și
- CoupaliccDocument2 paginiCoupaliccAnoir Khalie0% (1)
- Rapport Regal Automotive 2021Document37 paginiRapport Regal Automotive 2021Youssef NatijÎncă nu există evaluări
- Extrudeuse Plastique PDFDocument2 paginiExtrudeuse Plastique PDFNatashaÎncă nu există evaluări
- Pfe Enit2020.3agm1.Abidi - SafoueneDocument156 paginiPfe Enit2020.3agm1.Abidi - SafoueneKais MansourÎncă nu există evaluări
- Rapport de Stage Lear AZNAG HASNAE VFFFFDocument40 paginiRapport de Stage Lear AZNAG HASNAE VFFFFHassnae AznagÎncă nu există evaluări
- Exemple Travail Etudiant Prelude ErpDocument27 paginiExemple Travail Etudiant Prelude Erpomar2022Încă nu există evaluări
- Rapport de Stage LeoniDocument23 paginiRapport de Stage LeoniAli Amara100% (1)
- Pfe MouadDocument113 paginiPfe MouadOUSSAMA HOUIDAÎncă nu există evaluări
- Rapport de Stage ABDELLIDocument39 paginiRapport de Stage ABDELLIMariem Omyma AbdelliÎncă nu există evaluări
- RapportDocument44 paginiRapportGhofrane GhofraneÎncă nu există evaluări
- 02 - OptiMaint Administration PDFDocument41 pagini02 - OptiMaint Administration PDFalilouÎncă nu există evaluări
- Notice 45699Document77 paginiNotice 45699mohamed_belk8391100% (1)
- Rapport PFE GPAODocument53 paginiRapport PFE GPAOKhalid YyaahhiiaaÎncă nu există evaluări
- UTC Formation 2009 TRSDocument37 paginiUTC Formation 2009 TRSMoulayMouly100% (1)
- PFE Final PDFDocument71 paginiPFE Final PDFatsoufienÎncă nu există evaluări
- QuestionsDocument2 paginiQuestionsKawtar BenkaddourÎncă nu există evaluări
- Modélisation Et Simulation IndustrielleDocument62 paginiModélisation Et Simulation IndustrielleZakaria BouhouchÎncă nu există evaluări
- 10 TP Prelude Picaso 10Document26 pagini10 TP Prelude Picaso 10Mounir Kriâa100% (1)
- ABB IRC 5 EXPLOITATAION V4 (Paysage) IEIPM PDFDocument303 paginiABB IRC 5 EXPLOITATAION V4 (Paysage) IEIPM PDFYassine El HanafiÎncă nu există evaluări
- Analyse AMDEC Et Amélioration de L'efficacité de La Souffleuse SBO8 À SIOFDocument57 paginiAnalyse AMDEC Et Amélioration de L'efficacité de La Souffleuse SBO8 À SIOFhamza elgarragÎncă nu există evaluări
- Application d'AMDEC A Un Tour - Fatima EZ-Zahrae MRABIT - 3938 PDFDocument57 paginiApplication d'AMDEC A Un Tour - Fatima EZ-Zahrae MRABIT - 3938 PDFJawher SalemÎncă nu există evaluări
- Rapport de Stage 1Document50 paginiRapport de Stage 1Tis Nassim50% (2)
- Nasri MohsenDocument79 paginiNasri Mohsenhamza garnaouiÎncă nu există evaluări
- Rapport TP2Document14 paginiRapport TP2Hahuwa NitÎncă nu există evaluări
- Taux de Rendement SynthetiqueDocument4 paginiTaux de Rendement Synthetiquesobemile100% (1)
- Pfe AmdecDocument86 paginiPfe AmdecSamirDerbeneÎncă nu există evaluări
- Présentation Du StageDocument20 paginiPrésentation Du Stagesarra jebaliÎncă nu există evaluări
- Rapport de StageDocument55 paginiRapport de StageSalwa MihoubiÎncă nu există evaluări
- TP Maint 1 MouttakiDocument22 paginiTP Maint 1 Mouttakiabdelhamid mtkÎncă nu există evaluări
- PFE Logiciel de Gestion de Production-MEMOIREDocument49 paginiPFE Logiciel de Gestion de Production-MEMOIREKam Bou100% (1)
- Gestion Du Projet RenaultDocument16 paginiGestion Du Projet RenaultANASÎncă nu există evaluări
- PfaDocument55 paginiPfaMourad Baidouche0% (1)
- Le Moulage Par InjectionDocument4 paginiLe Moulage Par InjectionmarouaÎncă nu există evaluări
- Projet Gmao PDFDocument30 paginiProjet Gmao PDFDODOHICHAM67% (3)
- Rapport de Cahier Du ChargeDocument37 paginiRapport de Cahier Du ChargeDhaker Lazreg100% (1)
- Machine-Demballage PDF PPT PenderouleuseDocument64 paginiMachine-Demballage PDF PPT PenderouleuseTECH NEWSÎncă nu există evaluări
- Mise en Place de La Methode AM - EL-ALLAM Taoufik - 2418Document52 paginiMise en Place de La Methode AM - EL-ALLAM Taoufik - 2418Ma Hdi100% (1)
- Presentation 33Document14 paginiPresentation 33Jasmine BahriaÎncă nu există evaluări
- Rapport Du Projet Pre Ingenieur Magne LeaDocument46 paginiRapport Du Projet Pre Ingenieur Magne LeaarcÎncă nu există evaluări
- Rapport de Stage EVLOXDocument25 paginiRapport de Stage EVLOXFatimaezzahra Jihaoui100% (1)
- Chap1 - La Maintenance Problematique Et EnjeuxDocument25 paginiChap1 - La Maintenance Problematique Et EnjeuxJAMEL CHAKCHAK80% (5)
- CAO PresentationDocument29 paginiCAO PresentationAnass Ahmam100% (3)
- ContentsDocument17 paginiContentsAnonymous lKMiH4e1FN100% (1)
- Amdec 2Document31 paginiAmdec 2Anass AhmamÎncă nu există evaluări
- Rapport Final Imt Ref - Inconnu (E)Document82 paginiRapport Final Imt Ref - Inconnu (E)tazi riffi harouneÎncă nu există evaluări
- Pfe EssouibaDocument96 paginiPfe EssouibacenderillastoryÎncă nu există evaluări
- Plan Memoire GmaoDocument2 paginiPlan Memoire GmaoTallaNiang50% (2)
- Rapport Version Finale - Safa KAABDocument82 paginiRapport Version Finale - Safa KAABEya Belhaj Sghaier100% (1)
- Guide Stage Génie IndustrielDocument42 paginiGuide Stage Génie IndustrielChama Saissi Hassani100% (1)
- Rapport de Stage.Document28 paginiRapport de Stage.Taoufik LeghrisÎncă nu există evaluări
- Formation FlexSim 16.2.0 (Pour Impression A4)Document98 paginiFormation FlexSim 16.2.0 (Pour Impression A4)Fatiha100% (1)
- SFBT PresentationDocument35 paginiSFBT PresentationIkram CherniÎncă nu există evaluări
- PFE Rapport de Projet de Fin D'étude 6 CopieDocument44 paginiPFE Rapport de Projet de Fin D'étude 6 CopieMensi EyaÎncă nu există evaluări
- Rapport Stage FUBAISETDocument38 paginiRapport Stage FUBAISETEchrak OualiÎncă nu există evaluări
- (Fujikura) Chapitre - 1Document34 pagini(Fujikura) Chapitre - 1Ayoub Rubio100% (1)
- Formation PLMDocument59 paginiFormation PLMHamza Elallam100% (2)
- Rapport de Stage - Electromecanique Des Systemes Automatises PDFDocument17 paginiRapport de Stage - Electromecanique Des Systemes Automatises PDFAbdellatif Rami100% (1)
- Fiabilité, maintenance prédictive et vibration des machinesDe la EverandFiabilité, maintenance prédictive et vibration des machinesÎncă nu există evaluări
- BEISER 31102016 Notice Utilisation Plumeuse DIT65Document9 paginiBEISER 31102016 Notice Utilisation Plumeuse DIT65Loic ReyesÎncă nu există evaluări
- TéléchargementDocument12 paginiTéléchargementzak loujÎncă nu există evaluări
- Manual Electrician Finder Scheme ElectriceDocument36 paginiManual Electrician Finder Scheme ElectriceCristi CristianÎncă nu există evaluări
- Fiche de Test RavouxDocument2 paginiFiche de Test Ravouxyouri59490Încă nu există evaluări
- Calendrier Des Stages 2019-2020Document1 paginăCalendrier Des Stages 2019-2020youri59490Încă nu există evaluări
- CCF E32 MécaniqueDocument7 paginiCCF E32 Mécaniqueyouri59490Încă nu există evaluări
- Consignation ÉlectriqueDocument1 paginăConsignation Électriqueyouri59490Încă nu există evaluări
- Procédure de ConsignationDocument1 paginăProcédure de Consignationyouri59490Încă nu există evaluări
- Étoile - TriangleDocument38 paginiÉtoile - Triangleyouri59490Încă nu există evaluări
- Présentation DistributeursDocument24 paginiPrésentation Distributeursyouri59490Încă nu există evaluări
- E31-U31 Surveiller, Améliorer, Modifier Les Équipements.Document4 paginiE31-U31 Surveiller, Améliorer, Modifier Les Équipements.youri59490Încă nu există evaluări
- Épreuve E33 CorrectiveDocument15 paginiÉpreuve E33 Correctiveyouri59490Încă nu există evaluări
- E32 Mécanique. Document ÉlèveDocument7 paginiE32 Mécanique. Document Élèveyouri59490Încă nu există evaluări
- Hebdosup 11Document4 paginiHebdosup 11youri59490Încă nu există evaluări
- E32-U32 Intervention Dur Un Équipement MecaniqueDocument2 paginiE32-U32 Intervention Dur Un Équipement Mecaniqueyouri59490Încă nu există evaluări
- E33-U33 Maintenance D'un Système AutomatiséDocument3 paginiE33-U33 Maintenance D'un Système Automatiséyouri59490Încă nu există evaluări
- Manuel Entretien Perkins 4108Document49 paginiManuel Entretien Perkins 4108youri59490Încă nu există evaluări
- TSX 37Document8 paginiTSX 37youri59490Încă nu există evaluări
- BB2010-Dossier Technique PDFDocument9 paginiBB2010-Dossier Technique PDFspectrum66100% (1)
- Ressources DidapageDocument1 paginăRessources Didapageyouri59490Încă nu există evaluări
- Hebdosup 2 Semaine 47 Novembre 2018Document2 paginiHebdosup 2 Semaine 47 Novembre 2018youri59490Încă nu există evaluări
- BB2010-Dossier Technique PDFDocument9 paginiBB2010-Dossier Technique PDFspectrum66100% (1)
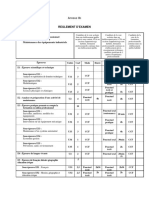
- Reglement Examen MEIDocument2 paginiReglement Examen MEIyouri59490Încă nu există evaluări
- Transformateur LegrandDocument10 paginiTransformateur Legrandyouri59490Încă nu există evaluări
- Pas de Mise Service EcolpapDocument7 paginiPas de Mise Service Ecolpapyouri59490Încă nu există evaluări
- Pas Rotation ConvoyeurDocument2 paginiPas Rotation Convoyeuryouri59490Încă nu există evaluări
- Symbole Demarrage DirectDocument6 paginiSymbole Demarrage Directyouri59490Încă nu există evaluări
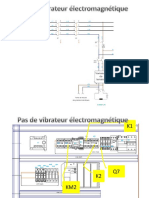
- Pas Vibreur ElectromagnetiqueDocument3 paginiPas Vibreur Electromagnetiqueyouri59490Încă nu există evaluări
- Série Execice 1 SchémaplicDocument12 paginiSérie Execice 1 Schémaplicyouri59490Încă nu există evaluări
- Pas Rotation Sole RavouxDocument2 paginiPas Rotation Sole Ravouxyouri59490Încă nu există evaluări
- Groupe Hydraulique ECOLPAPDocument2 paginiGroupe Hydraulique ECOLPAPyouri59490Încă nu există evaluări
- Adresse Ecolpap RenoveDocument7 paginiAdresse Ecolpap Renoveyouri59490Încă nu există evaluări
- Rapport de TPDocument30 paginiRapport de TPAmadou OuattaraÎncă nu există evaluări
- L'Histoire D'OrdinateursDocument21 paginiL'Histoire D'Ordinateurs19.Ianițchi Valeriu P-1931Încă nu există evaluări
- RLR 80 - 125 Part ListDocument40 paginiRLR 80 - 125 Part ListМихайло Захарко0% (1)
- Automatisme Industriel - Initiation À L'automate Programmable Industriel (Niveau Avancé)Document89 paginiAutomatisme Industriel - Initiation À L'automate Programmable Industriel (Niveau Avancé)medmedÎncă nu există evaluări
- Cours Onduleur AutonomeDocument5 paginiCours Onduleur Autonomebaboum25Încă nu există evaluări
- TD - La Démarche de Diagnostic Avec CorrigésDocument33 paginiTD - La Démarche de Diagnostic Avec CorrigésaymenÎncă nu există evaluări
- Code 68 Ep16ntDocument2 paginiCode 68 Ep16ntMamadou Djibril BaÎncă nu există evaluări
- Éléments Et Implantation: Boîte de Servitude Moteur 34 Fusibles (BM34)Document221 paginiÉléments Et Implantation: Boîte de Servitude Moteur 34 Fusibles (BM34)LE BARON100% (1)
- 2 PDFDocument4 pagini2 PDFdjamila benaissaÎncă nu există evaluări
- Poly4 TD 1TSI Mod Cin v2018 Comp PDFDocument31 paginiPoly4 TD 1TSI Mod Cin v2018 Comp PDFSolidworks DesingÎncă nu există evaluări
- FPGADocument47 paginiFPGAElbahaoui AbdelÎncă nu există evaluări
- Aide Au Diagnostic Sid 803 - 803a Et Edc16c34Document162 paginiAide Au Diagnostic Sid 803 - 803a Et Edc16c34brillant mac100% (1)
- Paratonnerre-Helita GammePULSAR BRDocument4 paginiParatonnerre-Helita GammePULSAR BRZawem Chalghoum100% (1)
- 8900 Om FR Tp1a032Document303 pagini8900 Om FR Tp1a032riadh ben hassineÎncă nu există evaluări
- ATIB ELETTRONICA Cat 2016 Francese ImportantDocument36 paginiATIB ELETTRONICA Cat 2016 Francese ImportantRachid BadriÎncă nu există evaluări
- PLANNING Prévisionnel Des Examens 2A 03nov14Document2 paginiPLANNING Prévisionnel Des Examens 2A 03nov14César David RomeroÎncă nu există evaluări
- Ele2302 Chap02 2 Diode ApplicationsDocument83 paginiEle2302 Chap02 2 Diode ApplicationsZamane ZidaneÎncă nu există evaluări
- Rev103Document254 paginiRev103IGNACIOÎncă nu există evaluări
- AGS531526-01 08-20 CompressedDocument88 paginiAGS531526-01 08-20 CompressedMouad ImzouraÎncă nu există evaluări
- RC Bac 2024Document6 paginiRC Bac 2024maram tvÎncă nu există evaluări
- Les Ordinateurs Mecaniques: - en 1623 William Schichard Inventa La Première Machine Mécanique À CalculerDocument37 paginiLes Ordinateurs Mecaniques: - en 1623 William Schichard Inventa La Première Machine Mécanique À CalculermnyraÎncă nu există evaluări
- Serie 1 Redresseur LST IESE2 2020Document2 paginiSerie 1 Redresseur LST IESE2 2020Fouzia AddalÎncă nu există evaluări
- 1 AbsDocument8 pagini1 Absmathfarm95Încă nu există evaluări
- DEVOIR MAINTENANCE. - CopieDocument2 paginiDEVOIR MAINTENANCE. - CopieCRichard pulsingÎncă nu există evaluări
- Crs Dc01 5 CE Hydrauliques Et PneumatiquesDocument8 paginiCrs Dc01 5 CE Hydrauliques Et PneumatiquesGuérin DenisÎncă nu există evaluări
- NOVACIM OULED GHANEM - Visite 16-17-18 OCT 2023Document7 paginiNOVACIM OULED GHANEM - Visite 16-17-18 OCT 2023ichrakÎncă nu există evaluări
- Exercice Analyse Cinématique D'un MécanismeDocument6 paginiExercice Analyse Cinématique D'un Mécanismeyassine safraouiÎncă nu există evaluări
- Grille Inspection Chariot ElevateurDocument12 paginiGrille Inspection Chariot ElevateurMartial Ulrich EFEYEH SEYIÎncă nu există evaluări
- Entretien Moulinet WebDocument36 paginiEntretien Moulinet WebAlpha RansiÎncă nu există evaluări
- Examen de Fin de Module Installation Entretien Commande A TBT TemiDocument2 paginiExamen de Fin de Module Installation Entretien Commande A TBT TemisbensouayahÎncă nu există evaluări