S-ar putea să vă placă și
- TPNC XI Pert. 7 (Mengenal Lebih Detail Tentang Jenis Dan Fungsi Kode CNC Bubut)Document8 paginiTPNC XI Pert. 7 (Mengenal Lebih Detail Tentang Jenis Dan Fungsi Kode CNC Bubut)DiancahyantoÎncă nu există evaluări
- Kode Kode Dalam PemrogramanDocument14 paginiKode Kode Dalam PemrogramanputuwisnayaÎncă nu există evaluări
- BAHASA, METODE DAN STRUKTUR PROGRAM CNC (Aplikasi Untuk Mesin Bubut CNC)Document8 paginiBAHASA, METODE DAN STRUKTUR PROGRAM CNC (Aplikasi Untuk Mesin Bubut CNC)Ipan MaulanaÎncă nu există evaluări
- Bahasa Metode Dan Struktur Program CNCDocument8 paginiBahasa Metode Dan Struktur Program CNCbirinÎncă nu există evaluări
- 31 - 515190009 - Edo Sunardi - Tech CNC - Mandiri - 2Document4 pagini31 - 515190009 - Edo Sunardi - Tech CNC - Mandiri - 2EDO SUNARDIÎncă nu există evaluări
- Materi 4 Bubut CNC UnyDocument36 paginiMateri 4 Bubut CNC UnyegasykesÎncă nu există evaluări
- Modul CNC Bubut PDFDocument35 paginiModul CNC Bubut PDFAgusWaluyoÎncă nu există evaluări
- MATERI MASTERCAM JOB-recoveryDocument48 paginiMATERI MASTERCAM JOB-recoverysetia sulisÎncă nu există evaluări
- Mesin Perkakas CNC Modul1Document17 paginiMesin Perkakas CNC Modul1Sandy BrillianceÎncă nu există evaluări
- Tugas Rangkuman Pemrograman CNCDocument2 paginiTugas Rangkuman Pemrograman CNCRidwan Syahrizal ArmajaÎncă nu există evaluări
- Modul CNC FraisDocument22 paginiModul CNC FraisMuhammad AminÎncă nu există evaluări
- (CNC) Materi 1 Semester 2-1Document9 pagini(CNC) Materi 1 Semester 2-1YuzuÎncă nu există evaluări
- Modul 2 MesinBubut CNC-VerApril2Document61 paginiModul 2 MesinBubut CNC-VerApril2dwi cahyono100% (1)
- Modul Dasar CNC Edy Y-2Document16 paginiModul Dasar CNC Edy Y-2Jonatan ManaluÎncă nu există evaluări
- Dokumen - Tips - Soal Uas Kelas Xii TMP CNCDocument5 paginiDokumen - Tips - Soal Uas Kelas Xii TMP CNCAlnur RiansahÎncă nu există evaluări
- Soal Uas Kelas Xii TMP CNCDocument5 paginiSoal Uas Kelas Xii TMP CNCNano Nyno78% (9)
- Kode CNCDocument2 paginiKode CNCIlal JojoÎncă nu există evaluări
- Modul CNC Belajar Bersama SMK VeteranDocument31 paginiModul CNC Belajar Bersama SMK Veteransetia sulisÎncă nu există evaluări
- Bahan AjarDocument13 paginiBahan AjarAndrean Nur CahyoÎncă nu există evaluări
- Materi Uas!!!!Document3 paginiMateri Uas!!!!Nasrul 1909Încă nu există evaluări
- Mesin CNCDocument5 paginiMesin CNCHoney TimikaÎncă nu există evaluări
- Laporan Penuh Bengkel CNCDocument16 paginiLaporan Penuh Bengkel CNCChaio Bontetet100% (1)
- CNC M11Document42 paginiCNC M11FathoniÎncă nu există evaluări
- Materi 4 Frais CNC UNY - 0Document36 paginiMateri 4 Frais CNC UNY - 0marscalvinÎncă nu există evaluări
- CNC MillingDocument19 paginiCNC MillingAmeliaÎncă nu există evaluări
- Langkah Kerja Pengerjaan KlemDocument10 paginiLangkah Kerja Pengerjaan KlemMAGINÎncă nu există evaluări
- Materi Frais 1Document7 paginiMateri Frais 1budi wongÎncă nu există evaluări
- Laporan BAB 3 CADDocument21 paginiLaporan BAB 3 CADDava GhaniÎncă nu există evaluări
- Modul CNC MillingDocument36 paginiModul CNC MillingAghaEppran100% (4)
- LaporanCTS 219421019 MSugiantoDocument21 paginiLaporanCTS 219421019 MSugiantoMuhamad SugiantoÎncă nu există evaluări
- Bab IiDocument14 paginiBab Iimiftah giriÎncă nu există evaluări
- Jbptppolban GDL Muhamadfir 8106 3 Bab2 1Document31 paginiJbptppolban GDL Muhamadfir 8106 3 Bab2 1ade suwardiÎncă nu există evaluări
- Jbptppolban GDL Muhamadfir 8106 3 Bab2 1Document31 paginiJbptppolban GDL Muhamadfir 8106 3 Bab2 1Ali Ario FajrillahÎncă nu există evaluări
- Materi Pemrograman G0123Document21 paginiMateri Pemrograman G0123Fajar Haris Fauzi fajarharis.2019Încă nu există evaluări
- (PPT) Materi 7. Mengoperasikan CNC DasarDocument21 pagini(PPT) Materi 7. Mengoperasikan CNC DasarJimmy SibagariangÎncă nu există evaluări
- Jelaskan Sistem Permesinan Mesin CNC TUDocument10 paginiJelaskan Sistem Permesinan Mesin CNC TUKurnia LutfiÎncă nu există evaluări
- Makalah CNCDocument8 paginiMakalah CNCDedi PamungkasÎncă nu există evaluări
- Tutorial Mastercam LatheDocument29 paginiTutorial Mastercam LatheWijarwanto Fendy100% (3)
- Laporan Praktek CNC Milling Mesin 1Document19 paginiLaporan Praktek CNC Milling Mesin 1Galih LuthfiansyahÎncă nu există evaluări
- Materi CNC Tu-2a PemrogramanDocument15 paginiMateri CNC Tu-2a PemrogramanHasnat J0% (1)
- CNCDocument17 paginiCNCunyilÎncă nu există evaluări
- CTSDocument19 paginiCTSAndi Ari PutraÎncă nu există evaluări
- Pemrogram Mesin Frais Dengan G0123Document29 paginiPemrogram Mesin Frais Dengan G0123Abdullah BawashkhaÎncă nu există evaluări
- Makalah CNCDocument6 paginiMakalah CNCPanji AwaludinÎncă nu există evaluări
- Modul FRAIS CNC 3Document11 paginiModul FRAIS CNC 3Ibnu Chandra100% (1)
- Pemrograman CNC Turning: (Computer Numerically Controlled)Document36 paginiPemrograman CNC Turning: (Computer Numerically Controlled)Dhanaa 12Încă nu există evaluări
- Modul 3 Terbaru 4Document37 paginiModul 3 Terbaru 4Tri Caesa VeergieÎncă nu există evaluări
- Laporan CNC 2015Document12 paginiLaporan CNC 2015Septian HarryÎncă nu există evaluări
- CNC DasarDocument22 paginiCNC Dasarhario budiÎncă nu există evaluări
- Modul Milling GSKDocument17 paginiModul Milling GSKxqoprasetyoÎncă nu există evaluări
- CNC RepotDocument19 paginiCNC Repot1third100% (1)
- Kode Kode Mesin CNCDocument28 paginiKode Kode Mesin CNCWan Safwan100% (1)
- Materi Kedua Pemrograman NCDocument20 paginiMateri Kedua Pemrograman NCdim393Încă nu există evaluări
- Laporan Penuh Bengkel CNCDocument16 paginiLaporan Penuh Bengkel CNCnio tista100% (1)
- Soal Tpa Gratis PDFDocument10 paginiSoal Tpa Gratis PDFAna FitrianaÎncă nu există evaluări
- Tugas Perawatan 2Document14 paginiTugas Perawatan 2Megi Setiawan SÎncă nu există evaluări
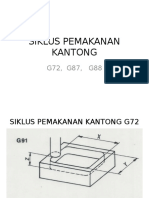
- Siklus Pemakanan KantongDocument7 paginiSiklus Pemakanan KantongMegi Setiawan SÎncă nu există evaluări
- ToleransiDocument4 paginiToleransiMegi Setiawan SÎncă nu există evaluări
- Sekilas Tentang JagungDocument33 paginiSekilas Tentang JagungMegi Setiawan SÎncă nu există evaluări
- Buku Ajar Gambar Teknik TM PDFDocument70 paginiBuku Ajar Gambar Teknik TM PDFFiki IsmailÎncă nu există evaluări
- Tabel Perawatan Power SteringDocument2 paginiTabel Perawatan Power SteringMegi Setiawan SÎncă nu există evaluări
- Tabel Perawatan Power SteringDocument2 paginiTabel Perawatan Power SteringMegi Setiawan SÎncă nu există evaluări
- BAB III Sistem Kendali Pompa Air OtomatisDocument6 paginiBAB III Sistem Kendali Pompa Air OtomatisMegi Setiawan S100% (1)
- Presentasi PKN 2Document15 paginiPresentasi PKN 2Megi Setiawan SÎncă nu există evaluări
- Metrologi IndustriDocument24 paginiMetrologi IndustriMegi Setiawan SÎncă nu există evaluări
- Diagram Fe3CDocument8 paginiDiagram Fe3CMegi Setiawan SÎncă nu există evaluări
- Iwan Tirta Perkasa (2101121008) PDFDocument101 paginiIwan Tirta Perkasa (2101121008) PDFMegi Setiawan SÎncă nu există evaluări
- PL Grinding Semester 2Document21 paginiPL Grinding Semester 2Megi Setiawan SÎncă nu există evaluări
- Cacat Coran Dan PencegahannyaDocument0 paginiCacat Coran Dan PencegahannyaFaiz de PorrasÎncă nu există evaluări
- Tugas Instrumen KendaliDocument2 paginiTugas Instrumen KendaliMegi Setiawan SÎncă nu există evaluări
- Perawatan Mesin BubutDocument6 paginiPerawatan Mesin BubutMegi Setiawan SÎncă nu există evaluări
- PneumatikDocument12 paginiPneumatikMegi Setiawan SÎncă nu există evaluări
- Pneumatik Dan Hidrolik Kelas Xi Semester 1Document187 paginiPneumatik Dan Hidrolik Kelas Xi Semester 1rahmanadinugraha100% (2)
- 4.deep DrawingDocument34 pagini4.deep DrawingMegi Setiawan SÎncă nu există evaluări
- 1.desain ProdukDocument20 pagini1.desain ProdukMegi Setiawan SÎncă nu există evaluări
- Kinematika, Analisis Kecepatan - PercepatanDocument12 paginiKinematika, Analisis Kecepatan - PercepatanMegi Setiawan SÎncă nu există evaluări
- A.dasar-Dasar Pengecoran LogamDocument35 paginiA.dasar-Dasar Pengecoran LogamMegi Setiawan SÎncă nu există evaluări
- Komponen CNC Dan PersumbuanyaDocument9 paginiKomponen CNC Dan PersumbuanyaMegi Setiawan SÎncă nu există evaluări
- PL Grinding Semester 2Document21 paginiPL Grinding Semester 2Megi Setiawan SÎncă nu există evaluări
- Cacat Coran Dan PencegahannyaDocument0 paginiCacat Coran Dan PencegahannyaFaiz de PorrasÎncă nu există evaluări
- Amar Makruf Dan Nahi MungkarDocument23 paginiAmar Makruf Dan Nahi MungkarMegi Setiawan SÎncă nu există evaluări
- 12 Koefisien Kekentalan Zat Cair: MekanikaDocument3 pagini12 Koefisien Kekentalan Zat Cair: MekanikaMegi Setiawan SÎncă nu există evaluări
- ITS Undergraduate 13590 Presentation 1644709Document26 paginiITS Undergraduate 13590 Presentation 1644709Megi Setiawan SÎncă nu există evaluări