S-ar putea să vă placă și
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (894)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (587)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (73)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- Surrender PPT Lucknow-1632Document5 paginiSurrender PPT Lucknow-1632shreeshlkoÎncă nu există evaluări
- Guide Septage Treatment Disposal PDFDocument73 paginiGuide Septage Treatment Disposal PDFFelipe BrainÎncă nu există evaluări
- Environmental Engg-II Assignment Questions on Wastewater Treatment CalculationsDocument4 paginiEnvironmental Engg-II Assignment Questions on Wastewater Treatment CalculationsAmit KushwahaÎncă nu există evaluări
- Low-Cost Innovative Solutions For Treating Public Market Wastewater in The PhilippinesDocument6 paginiLow-Cost Innovative Solutions For Treating Public Market Wastewater in The PhilippinessauroÎncă nu există evaluări
- STAUFFER 2012 Constructed Wetlands - 120221 - 0Document20 paginiSTAUFFER 2012 Constructed Wetlands - 120221 - 0Tudor BostanÎncă nu există evaluări
- What Is Fukuoka Method ?: BackgroundDocument5 paginiWhat Is Fukuoka Method ?: BackgroundJah knowÎncă nu există evaluări
- Determination of Capital Costs For Conventional Sewerage Systems (Collection, Transportation and Treatment) in Adeveloping CountryDocument10 paginiDetermination of Capital Costs For Conventional Sewerage Systems (Collection, Transportation and Treatment) in Adeveloping CountryMatheus PionórioÎncă nu există evaluări
- L-5 Secondary TreatmentDocument53 paginiL-5 Secondary Treatmentzubair k peerzadeÎncă nu există evaluări
- MLVSS/MLSS Ratio GuideDocument7 paginiMLVSS/MLSS Ratio GuidecassindromeÎncă nu există evaluări
- Waste Stabilization Pond Design For Puerto Ayora, Galapagos IslandsDocument7 paginiWaste Stabilization Pond Design For Puerto Ayora, Galapagos IslandsMuhammadUsmanÎncă nu există evaluări
- ISWA6 7-000-2 WtE State of The Art Report 2012 Revised November 2013 PDFDocument210 paginiISWA6 7-000-2 WtE State of The Art Report 2012 Revised November 2013 PDFCesar LopezÎncă nu există evaluări
- Septic Tank DesignDocument3 paginiSeptic Tank DesignAnjo BalucasÎncă nu există evaluări
- Efficient solid waste management in TelanganaDocument5 paginiEfficient solid waste management in TelanganaManvika UdiÎncă nu există evaluări
- ClassEA MidHalton ESR FinalDocument150 paginiClassEA MidHalton ESR FinalDikshant SharmaÎncă nu există evaluări
- Wsec 2017 Fs 022 Liquid Stream Fundamentals Clarification Sedimentation FinalDocument10 paginiWsec 2017 Fs 022 Liquid Stream Fundamentals Clarification Sedimentation FinalsallyÎncă nu există evaluări
- Sewage Treatment by Waste Stabilization Pond Systems: December 2016Document8 paginiSewage Treatment by Waste Stabilization Pond Systems: December 2016rajeshÎncă nu există evaluări
- Daftar Kelompok TubesDocument2 paginiDaftar Kelompok TubesAtika Yulliana SariÎncă nu există evaluări
- Sanitation Quo Vadis MagtibayDocument5 paginiSanitation Quo Vadis MagtibayBoni MagtibayÎncă nu există evaluări
- University of Mauritius University of Mauritius University of Mauritius University of MauritiusDocument4 paginiUniversity of Mauritius University of Mauritius University of Mauritius University of MauritiusYannick HowÎncă nu există evaluări
- Advisory Note SMDocument48 paginiAdvisory Note SMAmrita BhatnagarÎncă nu există evaluări
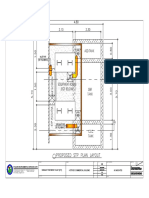
- 6" 6" As Per Site 6": Plan of Septic TankDocument1 pagină6" 6" As Per Site 6": Plan of Septic TankHammad ZafarÎncă nu există evaluări
- Faecal Sludge and Septage TreatmentDocument370 paginiFaecal Sludge and Septage TreatmentEddie MtongaÎncă nu există evaluări
- STP Process Flow DiagramDocument1 paginăSTP Process Flow DiagramAngel RoaringÎncă nu există evaluări
- Disposal of Waste WaterDocument17 paginiDisposal of Waste WaterRahul SarafÎncă nu există evaluări
- STP Central Zone 2015Document129 paginiSTP Central Zone 2015Jagdish Kumar BassinÎncă nu există evaluări
- Kombinasi Pretreatment dan Membran UF Kurangi Limbah Industri KaretDocument10 paginiKombinasi Pretreatment dan Membran UF Kurangi Limbah Industri KaretTiara Indah Fitrianingrum 1907155142Încă nu există evaluări
- Consideration For Approval of ATU For Use in Trinidad and TobagoDocument5 paginiConsideration For Approval of ATU For Use in Trinidad and TobagoJeffrey James100% (1)
- الادارة الفعالة لمياه الصرف الصحيDocument46 paginiالادارة الفعالة لمياه الصرف الصحيAli BdaÎncă nu există evaluări
- Activated Sludge Reactor Calculations Given Value UnitDocument2 paginiActivated Sludge Reactor Calculations Given Value UnitPrincess Janine CatralÎncă nu există evaluări
- Design Details of Sewage Treatment Plan With SBR PDFDocument8 paginiDesign Details of Sewage Treatment Plan With SBR PDFali ahmadiÎncă nu există evaluări