S-ar putea să vă placă și
- Temper Bead Welding ProceduresDocument8 paginiTemper Bead Welding ProceduresClaudia Mms100% (1)
- 1.4301 Austenite Stainless SteelDocument3 pagini1.4301 Austenite Stainless SteelSM Waqas ImamÎncă nu există evaluări
- Astm-A707 CS As LTS PDFDocument5 paginiAstm-A707 CS As LTS PDFGoutam Kumar DebÎncă nu există evaluări
- Electrodes ConsumablesDocument2 paginiElectrodes Consumablesranjith_007100% (2)
- Measure Heat Sink Capacity for PipelinesDocument13 paginiMeasure Heat Sink Capacity for PipelinesSomeshÎncă nu există evaluări
- API 650 Technical Inquiries SummaryDocument28 paginiAPI 650 Technical Inquiries SummaryIgnatios Staboulis0% (1)
- En ASME ComparisonDocument18 paginiEn ASME ComparisonPeterWay100% (1)
- Multiple PQR QualificationDocument4 paginiMultiple PQR QualificationKarthikeyan ShanmugavelÎncă nu există evaluări
- SURIA ENGINEERING WELDING PROCEDURE SPECIFICATION (WPSDocument2 paginiSURIA ENGINEERING WELDING PROCEDURE SPECIFICATION (WPSsuria qaqcÎncă nu există evaluări
- Stellite Welding Will Always Crack PDFDocument4 paginiStellite Welding Will Always Crack PDFsathishjeyÎncă nu există evaluări
- Minimum Leak Path For TTJDocument3 paginiMinimum Leak Path For TTJparikshitpadture100% (2)
- Metrode Welding Duplex & Superduplex Stainless SteelsDocument18 paginiMetrode Welding Duplex & Superduplex Stainless SteelsClaudia Mms50% (2)
- Welding of P91Document37 paginiWelding of P91nishant361100% (4)
- 20G Boiler Steel Pipe Resource GuideDocument5 pagini20G Boiler Steel Pipe Resource GuideHeza FirdausÎncă nu există evaluări
- Impact Test Exemptions PEDDocument7 paginiImpact Test Exemptions PEDoberaiÎncă nu există evaluări
- WPS - How To CreateDocument10 paginiWPS - How To CreateMohammed SibghatullaÎncă nu există evaluări
- Er 100 S 1Document1 paginăEr 100 S 1Oliver Quezada Inostroza100% (1)
- If The Misalignment Between The Head and Shell in A Pressure Vessel Exceeds The ASME Requirement1Document8 paginiIf The Misalignment Between The Head and Shell in A Pressure Vessel Exceeds The ASME Requirement1yogacruiseÎncă nu există evaluări
- ASME P NumbersDocument3 paginiASME P Numbersrajesh100% (1)
- P91 Welding ProcedureDocument1 paginăP91 Welding ProcedureJaymin100% (2)
- p91 Pwht. AwsDocument4 paginip91 Pwht. AwssantyagoÎncă nu există evaluări
- Submerged Arc Welding Fluxes BasicityDocument3 paginiSubmerged Arc Welding Fluxes Basicitylram70Încă nu există evaluări
- Local PWHTDocument6 paginiLocal PWHTcmeshibu100% (1)
- Summary of Changes - ASME 2015Document17 paginiSummary of Changes - ASME 2015mbc_enggÎncă nu există evaluări
- PART 66 ASME IX - Part 2 Essential Variable For Welder QualificationDocument13 paginiPART 66 ASME IX - Part 2 Essential Variable For Welder Qualificationravindra_jivaniÎncă nu există evaluări
- Esab Inconel 625 InfoDocument1 paginăEsab Inconel 625 InforinshadÎncă nu există evaluări
- Overlay (Required Tests)Document1 paginăOverlay (Required Tests)laz_k100% (1)
- NPCIL Tube Fitting SpecificationsDocument22 paginiNPCIL Tube Fitting Specificationssumant.c.singh1694100% (1)
- Hastelloy C-276 WeldingDocument4 paginiHastelloy C-276 WeldingClaudia MmsÎncă nu există evaluări
- Post Weld Heat TreatmentDocument10 paginiPost Weld Heat Treatmentcristian291011Încă nu există evaluări
- Thermanit MTS 3 - GTAWDocument1 paginăThermanit MTS 3 - GTAWdnageshm4n244Încă nu există evaluări
- Asme Ix QuizDocument5 paginiAsme Ix Quizamalhaj2013Încă nu există evaluări
- A-23 WB36 Rev 03 15NiCuMoNb5 MicrostructureDocument4 paginiA-23 WB36 Rev 03 15NiCuMoNb5 Microstructuremavis16Încă nu există evaluări
- Manual Overlay WeldingDocument8 paginiManual Overlay Weldingaamirtec301100% (2)
- 2019 Section I ChangesDocument57 pagini2019 Section I ChangesDonChincheÎncă nu există evaluări
- Wps Sp14 Reva PDFDocument9 paginiWps Sp14 Reva PDFravi00098Încă nu există evaluări
- Welding of P91Document37 paginiWelding of P91Shyam Sundar GayenÎncă nu există evaluări
- Electrode Selection As Per Base Metal With Preheat, Postheat and Hardness DetailsDocument1 paginăElectrode Selection As Per Base Metal With Preheat, Postheat and Hardness DetailsJlkKumar100% (1)
- Wps-Stellite 6Document2 paginiWps-Stellite 6vinoth67% (3)
- P 36 Material 15NiCuMoNb5-6-4Document13 paginiP 36 Material 15NiCuMoNb5-6-4Mudassar Iqbal100% (1)
- Preheat and Interpass TempDocument2 paginiPreheat and Interpass TempUche UrchÎncă nu există evaluări
- WELDING CONSUMABLE CHARTDocument2 paginiWELDING CONSUMABLE CHARTAfetÎncă nu există evaluări
- BPV IX-16-3 QW-283 - ButteringDocument1 paginăBPV IX-16-3 QW-283 - ButteringyutweldingÎncă nu există evaluări
- Asme Sec Viii D1 Nma App RDocument2 paginiAsme Sec Viii D1 Nma App RADRIAN100% (2)
- Dissimilar Base Metal ThicknessDocument5 paginiDissimilar Base Metal ThicknessFERNANDO MIRANDA100% (2)
- Reports - QAQC - R0Document10 paginiReports - QAQC - R0talupurumÎncă nu există evaluări
- Nozzle Installation Qualification RequirementsDocument3 paginiNozzle Installation Qualification RequirementsLiu Yangtze100% (1)
- Sa 105 PDFDocument10 paginiSa 105 PDFkumarÎncă nu există evaluări
- WPS-6 Doc Rev00 On 17 Sept 2018 Final FormatDocument3 paginiWPS-6 Doc Rev00 On 17 Sept 2018 Final FormatSWARUP CHUGUGLEÎncă nu există evaluări
- Equivalent ASME en MaterialsDocument3 paginiEquivalent ASME en MaterialsChee WeiÎncă nu există evaluări
- ASTM A182 Grade F51 Requirement As Per API 6A-60KDocument8 paginiASTM A182 Grade F51 Requirement As Per API 6A-60KPalkesh TrivediÎncă nu există evaluări
- ASME-Sec-IX, WPS, Quick Guide To Fix-Essential & Non-Essential VariablesDocument9 paginiASME-Sec-IX, WPS, Quick Guide To Fix-Essential & Non-Essential VariablesAnnamalai Ram JGC100% (2)
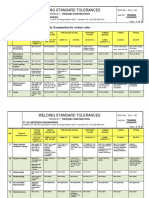
- Welding Standard Tolerances GuideDocument2 paginiWelding Standard Tolerances GuidewahyuÎncă nu există evaluări
- Industrial radiography A Complete Guide - 2019 EditionDe la EverandIndustrial radiography A Complete Guide - 2019 EditionÎncă nu există evaluări
- Post Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&ADe la EverandPost Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&AÎncă nu există evaluări
- 316 MaterialDocument1 pagină316 Materialmohsen_267Încă nu există evaluări
- AR NED - Offer List - 18.11.201500138Document1 paginăAR NED - Offer List - 18.11.201500138sanketÎncă nu există evaluări
- Sorry: Please Downloa DDocument1 paginăSorry: Please Downloa DsanketÎncă nu există evaluări
- BTC Welding Cons JSWDocument6 paginiBTC Welding Cons JSWsanketÎncă nu există evaluări
- 1 SS MT 006Document44 pagini1 SS MT 006sanketÎncă nu există evaluări
- Asmesection Viii-Div-1& 2Document7 paginiAsmesection Viii-Div-1& 2sanketÎncă nu există evaluări
- Api-1169 Pipeline Construction Inspector: Body of KnowledgeDocument9 paginiApi-1169 Pipeline Construction Inspector: Body of KnowledgeKhalilahmad KhatriÎncă nu există evaluări
- 575 ReviewDocument4 pagini575 ReviewjasminneeÎncă nu există evaluări
- Calibration Certi DFT Gauge - Paint Report Lot 02Document6 paginiCalibration Certi DFT Gauge - Paint Report Lot 02sanketÎncă nu există evaluări
- 1 SS PP 005Document18 pagini1 SS PP 005sanketÎncă nu există evaluări
- 1 Engg DBD ST 010Document11 pagini1 Engg DBD ST 010sanketÎncă nu există evaluări
- Document Inspection and Test PlanDocument5 paginiDocument Inspection and Test PlansanketÎncă nu există evaluări
- DFGDGGHFGHJJJDGDGDG: Excellent Satisfactory Below Satisfactory NODocument2 paginiDFGDGGHFGHJJJDGDGDG: Excellent Satisfactory Below Satisfactory NOsanketÎncă nu există evaluări
- 1 Engg DBD PP 010Document19 pagini1 Engg DBD PP 010sanketÎncă nu există evaluări
- Witness Inspection and Test PlanDocument5 paginiWitness Inspection and Test PlansanketÎncă nu există evaluări
- API 650 Tank Design ReviewDocument1 paginăAPI 650 Tank Design ReviewjasminneeÎncă nu există evaluări
- Welding Rod Selection 2 PDFDocument1 paginăWelding Rod Selection 2 PDFPrior Drake89% (9)
- Pipe Fitting Dimantion and ScheduleDocument1 paginăPipe Fitting Dimantion and SchedulesanketÎncă nu există evaluări
- DFGDGGHFGHJJJ: Excellent Satisfactory Below Satisfactory NODocument2 paginiDFGDGGHFGHJJJ: Excellent Satisfactory Below Satisfactory NOsanketÎncă nu există evaluări
- Welding Rod Selection 2 PDFDocument1 paginăWelding Rod Selection 2 PDFPrior Drake89% (9)
- AWS D1.1-D1.1M-2015 (WeldingWorld) 250Document1 paginăAWS D1.1-D1.1M-2015 (WeldingWorld) 250Ali Clubist100% (1)
- AWS D1.1-D1.1M (R) - 2015 RT PDFDocument5 paginiAWS D1.1-D1.1M (R) - 2015 RT PDFsanketÎncă nu există evaluări
- Muscles Anatomy: Singleg GlutebridgDocument1 paginăMuscles Anatomy: Singleg GlutebridgsanketÎncă nu există evaluări
- Aws D1.1-D1.1M (R) - 2015 2Document1 paginăAws D1.1-D1.1M (R) - 2015 2sanketÎncă nu există evaluări
- 350 Master CanDocument113 pagini350 Master CanSangeeth.KpÎncă nu există evaluări
- Oxygen Level in Purging Gas During Welding of Duplex Stainless Steel - Google GroupsDocument6 paginiOxygen Level in Purging Gas During Welding of Duplex Stainless Steel - Google GroupssanketÎncă nu există evaluări
- Ultrasound VelocityDocument1 paginăUltrasound VelocitymmÎncă nu există evaluări
- 32 Samss 007Document38 pagini32 Samss 007sanketÎncă nu există evaluări
- Ultrasonic Inspection Velocity TableDocument2 paginiUltrasonic Inspection Velocity TableCesar Tochukwu NwokoÎncă nu există evaluări
- New Microsoft Office Word DocumentDocument1 paginăNew Microsoft Office Word DocumentsanketÎncă nu există evaluări
- New Microsoft Office Word DocumentDocument1 paginăNew Microsoft Office Word DocumentsanketÎncă nu există evaluări
- Inclusion/Exclusion PrincipleDocument6 paginiInclusion/Exclusion Principlekeelia1saÎncă nu există evaluări
- Efficient Production of Mannosylerythritol Lipids With High Hydrophilicity by Pseudozyma Hubeiensis KM-59Document10 paginiEfficient Production of Mannosylerythritol Lipids With High Hydrophilicity by Pseudozyma Hubeiensis KM-59sushidombeÎncă nu există evaluări
- Peplink Balance v6.1.2 User ManualDocument258 paginiPeplink Balance v6.1.2 User ManualoscarledesmaÎncă nu există evaluări
- Senior Executive Assistant ResumeDocument8 paginiSenior Executive Assistant Resumef5e28dkq100% (2)
- Proposal Format:: Project Title: "Document4 paginiProposal Format:: Project Title: "wondi BETÎncă nu există evaluări
- Writing A Reaction PaperDocument6 paginiWriting A Reaction PaperniqqaÎncă nu există evaluări
- Civil TechnologyDocument2 paginiCivil TechnologyLeonicia MarquinezÎncă nu există evaluări
- Prepositional Phrases in SentencesDocument2 paginiPrepositional Phrases in SentencesDianaÎncă nu există evaluări
- Plot and analyze exponential population growth modelDocument16 paginiPlot and analyze exponential population growth modelPatricia KalambaÎncă nu există evaluări
- CargadoresDocument3 paginiCargadoresAmber SmithÎncă nu există evaluări
- Power One Model SLI-48-115 Data SheetDocument5 paginiPower One Model SLI-48-115 Data SheetshartsellÎncă nu există evaluări
- Assignment: New Product Development PROJECT TITLE: Safety Alarm For Construction WorkerDocument21 paginiAssignment: New Product Development PROJECT TITLE: Safety Alarm For Construction WorkerHazim ZakiÎncă nu există evaluări
- Miguel Angel Quimbay TinjacaDocument9 paginiMiguel Angel Quimbay TinjacaLaura LombanaÎncă nu există evaluări
- High Pressure Check Valves 150119Document6 paginiHigh Pressure Check Valves 150119Nilesh MistryÎncă nu există evaluări
- Chapter 7 - Application of Dielectric Spectroscopy To The Characterization of FAME in BiodieselDocument10 paginiChapter 7 - Application of Dielectric Spectroscopy To The Characterization of FAME in BiodieselAlfonso MartínezÎncă nu există evaluări
- Manajeman Reproduksi Pada AnjingDocument32 paginiManajeman Reproduksi Pada AnjingMuhammad FarhanÎncă nu există evaluări
- Multimodal Advocacy Campaign: Clarity of Videos and SoundsDocument3 paginiMultimodal Advocacy Campaign: Clarity of Videos and SoundsSwin EscobarÎncă nu există evaluări
- Multimedia Unit 2Document12 paginiMultimedia Unit 2Shashank SaxenaÎncă nu există evaluări
- Speech To Third Form English.Document1 paginăSpeech To Third Form English.maxÎncă nu există evaluări
- UTOPIAvs DYSTOPIADocument17 paginiUTOPIAvs DYSTOPIAzairaguenperaltaÎncă nu există evaluări
- Disbursements Transactions PDFDocument6 paginiDisbursements Transactions PDFMarlyn Joy YaconÎncă nu există evaluări
- Electromagnetic Spectrum 1 QP PDFDocument13 paginiElectromagnetic Spectrum 1 QP PDFWai HponeÎncă nu există evaluări
- Anatomy of an AI SystemDocument23 paginiAnatomy of an AI SystemDiego Lawliet GedgeÎncă nu există evaluări
- Housing Typologies & Development in The PhilippinesDocument5 paginiHousing Typologies & Development in The Philippinesmaria lourdes bautista100% (1)
- Different Types of AstrologyDocument16 paginiDifferent Types of AstrologyastrologerrajeevjiÎncă nu există evaluări
- AppoloDocument2 paginiAppoloRishabh Madhu SharanÎncă nu există evaluări
- ASA-RAC Application GuideDocument15 paginiASA-RAC Application GuideIsrael Miranda Zamarca100% (2)
- English Core 11 Pre BoardDocument32 paginiEnglish Core 11 Pre BoardiamdanishvermaÎncă nu există evaluări
- MLU Spec Sheet 250W 255WDocument2 paginiMLU Spec Sheet 250W 255WAdrian TurcanuÎncă nu există evaluări
- End Term Question Paper - Rural Marketing - Term V Batch 2020-22Document4 paginiEnd Term Question Paper - Rural Marketing - Term V Batch 2020-22sumit rajÎncă nu există evaluări